Anda mungkin juga menyukai
- 32 Samss 004Dokumen44 halaman32 Samss 004ayubali009Belum ada peringkat
- AUGI - Creating 2D Drawings From 3D AutoCAD ModelsDokumen23 halamanAUGI - Creating 2D Drawings From 3D AutoCAD ModelsMohan ShanmugamBelum ada peringkat
- ASSAB 8407 Supreme-D20140715Dokumen12 halamanASSAB 8407 Supreme-D20140715yanuarBelum ada peringkat
- 1:24 Scale Residential Architectural Modeling: What You NeedDokumen10 halaman1:24 Scale Residential Architectural Modeling: What You NeedNerinel Coronado100% (1)
- ASME B31.3 InterpretationsDokumen44 halamanASME B31.3 InterpretationsChickenChick07Belum ada peringkat
- Ab 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesDokumen17 halamanAb 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesCarlos Maldonado SalazarBelum ada peringkat
- Technical Specification Stainless Steel Heat Exchangers: Project No: 338033Dokumen13 halamanTechnical Specification Stainless Steel Heat Exchangers: Project No: 338033jdgh1986Belum ada peringkat
- Types of Tube-To-TubesheetDokumen1 halamanTypes of Tube-To-TubesheetAnonymous AlhzFE9EVNBelum ada peringkat
- Shell and Tube Heat Exchangers (API 660 vsTEMA)Dokumen3 halamanShell and Tube Heat Exchangers (API 660 vsTEMA)Aravind MadhuBelum ada peringkat
- ASME Impact Test RequirementDokumen7 halamanASME Impact Test RequirementkasimshaikhBelum ada peringkat
- Ductile Iron Pipe Installation Guide 05 2015Dokumen134 halamanDuctile Iron Pipe Installation Guide 05 2015Anonymous R7EKGEDBelum ada peringkat
- 2019 ASME Section VIII Division 1 SynopsisDokumen58 halaman2019 ASME Section VIII Division 1 SynopsisCristian Xavier Avendaño BelloBelum ada peringkat
- Ferrite Limitation For SS316LDokumen12 halamanFerrite Limitation For SS316LAntonio PerezBelum ada peringkat
- Saudi Aramco Standards: WeldingDokumen12 halamanSaudi Aramco Standards: WeldingGEORGE IVANBelum ada peringkat
- 32 Samss 031 PDFDokumen9 halaman32 Samss 031 PDFFlorin Daniel AnghelBelum ada peringkat
- Asme-Bpvc Sec IV Int Vol 44Dokumen7 halamanAsme-Bpvc Sec IV Int Vol 44mostafa aliBelum ada peringkat
- Basic Hydraulic SystemDokumen142 halamanBasic Hydraulic SystemAlif Aizat Azman100% (1)
- Upstream (Oil & Gas Production) Downstream (Refinery) : StandardDokumen23 halamanUpstream (Oil & Gas Production) Downstream (Refinery) : StandardaminBelum ada peringkat
- Astm A106 Ts EnglDokumen4 halamanAstm A106 Ts EnglxaviereduardoBelum ada peringkat
- Vacuum PumpDokumen126 halamanVacuum PumpJessicalba Lou100% (1)
- ASME DIV 2 Class 1 Vs Class 2Dokumen3 halamanASME DIV 2 Class 1 Vs Class 2Idris SiddiquiBelum ada peringkat
- V B01B0005B-15GB PDFDokumen20 halamanV B01B0005B-15GB PDFनिपुण कुमारBelum ada peringkat
- The Complete Guide to Telephone Interview Questions and AnswersDari EverandThe Complete Guide to Telephone Interview Questions and AnswersBelum ada peringkat
- ETL Pressure Relief Valves Datasheet PDFDokumen6 halamanETL Pressure Relief Valves Datasheet PDFNanasaheb PatilBelum ada peringkat
- C7 Deep Foundation PDFDokumen43 halamanC7 Deep Foundation PDFLeo Lai100% (4)
- Go Back To Wilson Supply Gas - Welding Supplies Page: AWS Class Polarity DescriptionDokumen2 halamanGo Back To Wilson Supply Gas - Welding Supplies Page: AWS Class Polarity DescriptionmohamedabubackerBelum ada peringkat
- ASME Section 1 and Pressure Equipment DirectiveDokumen5 halamanASME Section 1 and Pressure Equipment DirectivealextentwentyBelum ada peringkat
- Heat ExchangerDokumen36 halamanHeat ExchangerUsman MansuriBelum ada peringkat
- Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceDokumen2 halamanSeamless Carbon Steel Boiler Tubes For High-Pressure ServiceChandra ClarkBelum ada peringkat
- Design & Analysis Project BY INDIAN STUDENT (ANSYS CATIA MATLAB)Dokumen58 halamanDesign & Analysis Project BY INDIAN STUDENT (ANSYS CATIA MATLAB)Vaibhav Soni100% (1)
- Anodes in Cooling Water Exchangers PDFDokumen12 halamanAnodes in Cooling Water Exchangers PDFcbrittaivBelum ada peringkat
- Piping Module - 3, ASME B31.3Dokumen2 halamanPiping Module - 3, ASME B31.3RAGHVENDRA PRATAP SINGHBelum ada peringkat
- Catalog - Texas FlangesDokumen76 halamanCatalog - Texas FlangesVicky GautamBelum ada peringkat
- Arcelormittal Pressure VesselDokumen12 halamanArcelormittal Pressure VesselAnonymous UoHUagBelum ada peringkat
- TEP10 Natural Gas Liquefaction - 2008Dokumen28 halamanTEP10 Natural Gas Liquefaction - 2008viknesh100% (1)
- Conditioning OrificeDokumen8 halamanConditioning OrificeUber_KonstruktorBelum ada peringkat
- Conditioning OrificeDokumen8 halamanConditioning OrificeUber_KonstruktorBelum ada peringkat
- Conditioning OrificeDokumen8 halamanConditioning OrificeUber_KonstruktorBelum ada peringkat
- SMAW Electrode IdentificationDokumen2 halamanSMAW Electrode IdentificationAsim AliBelum ada peringkat
- Api RP 582 3Rd Edition May 2016 Welding Guidelines For The Chemical Oil and Gas Industries Apiasme Practice TestDokumen1 halamanApi RP 582 3Rd Edition May 2016 Welding Guidelines For The Chemical Oil and Gas Industries Apiasme Practice Testmanuel50% (2)
- Aws SpecificationDokumen4 halamanAws Specificationnike_y2kBelum ada peringkat
- Welded Tanks 650Dokumen5 halamanWelded Tanks 650arif99pakBelum ada peringkat
- Pipe Roofing SolutionsDokumen12 halamanPipe Roofing SolutionsSubhash KediaBelum ada peringkat
- Effect Chlorine in FreshWaterDokumen5 halamanEffect Chlorine in FreshWaterEl Ehsan Abinya FatihBelum ada peringkat
- Stainless Steel Bars and Shapes: Standard Specification ForDokumen8 halamanStainless Steel Bars and Shapes: Standard Specification ForkrkmurthyBelum ada peringkat
- Non Metallic Flat GasketsDokumen4 halamanNon Metallic Flat GasketsMarko ZoricicBelum ada peringkat
- AWS Specifications For Filler MaterialDokumen9 halamanAWS Specifications For Filler MaterialExsan OthmanBelum ada peringkat
- Api600 Valve Trim ChartDokumen2 halamanApi600 Valve Trim ChartBoankBelum ada peringkat
- FTP PDFDokumen16 halamanFTP PDFPankaj RaneBelum ada peringkat
- WRC Files BaidDokumen5 halamanWRC Files BaidMichael SandersBelum ada peringkat
- ASME TrainingDev-Spring2014 PDFDokumen8 halamanASME TrainingDev-Spring2014 PDFdeshpravinBelum ada peringkat
- Weld Map Pressure VesselDokumen32 halamanWeld Map Pressure Vesselarun yBelum ada peringkat
- Toaz - Info Lifting Lug Calculation On Dish End PRDokumen156 halamanToaz - Info Lifting Lug Calculation On Dish End PRandry4jcBelum ada peringkat
- The A To Z of Valve MaterialsDokumen4 halamanThe A To Z of Valve Materialscool47guy09Belum ada peringkat
- PWTH RequirementDokumen2 halamanPWTH Requirementveeru290683_20976731Belum ada peringkat
- Safety Maintenance-Cleaning For Oxygen ServiceDokumen2 halamanSafety Maintenance-Cleaning For Oxygen ServiceleapswitchBelum ada peringkat
- TSADokumen44 halamanTSAdraj1875977Belum ada peringkat
- Titanium Grades PDFDokumen7 halamanTitanium Grades PDFMatt AgonyaBelum ada peringkat
- TorquingDokumen7 halamanTorquingVicky KumarBelum ada peringkat
- Asme Ix Interpretation Part6 PDFDokumen36 halamanAsme Ix Interpretation Part6 PDFNaza GavaputriBelum ada peringkat
- Synloop Waste Heat Boiler in Ammonia Plants: Borsig Process Heat Exchanger GMBHDokumen20 halamanSynloop Waste Heat Boiler in Ammonia Plants: Borsig Process Heat Exchanger GMBHArif AhmedBelum ada peringkat
- Asme Sa-836 Specification For Forgings, Titaniumstabilized Carbon Steel, For Glass-Lined Piping and Pressure Vessel ServiceDokumen5 halamanAsme Sa-836 Specification For Forgings, Titaniumstabilized Carbon Steel, For Glass-Lined Piping and Pressure Vessel Servicelucecita1902Belum ada peringkat
- BS 4504 Slip On Flanges PDFDokumen7 halamanBS 4504 Slip On Flanges PDFMaclean ArthurBelum ada peringkat
- Fabrication of Components at Dillinger Huette Heavy FabricationDokumen82 halamanFabrication of Components at Dillinger Huette Heavy Fabrication66apenlullenBelum ada peringkat
- Low Temperature and Cryogenic Ball ValvesDokumen4 halamanLow Temperature and Cryogenic Ball Valves윤병택100% (1)
- Effects of Alloying ElementDokumen4 halamanEffects of Alloying Elementamber2211Belum ada peringkat
- Astm A 450Dokumen10 halamanAstm A 450Telmo VianaBelum ada peringkat
- MSS SP 25 1998 PDFDokumen29 halamanMSS SP 25 1998 PDFmatheusBelum ada peringkat
- ASTM A106 GR.B Steel TubeDokumen2 halamanASTM A106 GR.B Steel TubeSpicyBelum ada peringkat
- Asme Pressure Vessel JoiDokumen4 halamanAsme Pressure Vessel JoiliamcsBelum ada peringkat
- EN 12070 EN 12070 EN 12070 EN 12070: Exam Exam Exam Example Ple Ple Ple:::: TG 215 TG 215 TG 215 TG 215Dokumen2 halamanEN 12070 EN 12070 EN 12070 EN 12070: Exam Exam Exam Example Ple Ple Ple:::: TG 215 TG 215 TG 215 TG 215spaljeniBelum ada peringkat
- FDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Dokumen15 halamanFDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Gisela ViskaBelum ada peringkat
- Q Q Q Q: Units Listed Numbers Checked Sources Referenced Inputs ListedDokumen2 halamanQ Q Q Q: Units Listed Numbers Checked Sources Referenced Inputs ListedChickenChick07Belum ada peringkat
- Product Bulletin Hazardous Area Classifications Protections en 123358Dokumen8 halamanProduct Bulletin Hazardous Area Classifications Protections en 123358mohamed abourayaBelum ada peringkat
- Q Q Q Q: Units Listed Numbers Checked Sources Referenced Inputs ListedDokumen2 halamanQ Q Q Q: Units Listed Numbers Checked Sources Referenced Inputs ListedChickenChick07Belum ada peringkat
- Workshop Inspection Checklist: Safe@WorkDokumen4 halamanWorkshop Inspection Checklist: Safe@WorkChickenChick07Belum ada peringkat
- STAHL Poster Safety RealityDokumen1 halamanSTAHL Poster Safety Realityedwardesjr100% (1)
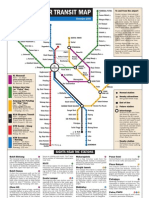
- KL Transit MapDokumen1 halamanKL Transit MapWong PfBelum ada peringkat
- Steel BracingsDokumen6 halamanSteel BracingsLleiLlei100% (1)
- SM4NS 4ar T V91a PDFDokumen1 halamanSM4NS 4ar T V91a PDFChickenChick07Belum ada peringkat
- CR Stainless Steel Fitting SpecificationDokumen2 halamanCR Stainless Steel Fitting SpecificationChickenChick07Belum ada peringkat
- Mesh To Micron ConverterDokumen1 halamanMesh To Micron ConverterAniket royBelum ada peringkat
- Support Bracket KitDokumen1 halamanSupport Bracket KitChickenChick07Belum ada peringkat
- DEA Skirt With Fixation PDFDokumen1 halamanDEA Skirt With Fixation PDFChickenChick07Belum ada peringkat
- SM4NS 4ar T V91aDokumen1 halamanSM4NS 4ar T V91aChickenChick07Belum ada peringkat
- KL Transit MapDokumen1 halamanKL Transit MapWong PfBelum ada peringkat
- Support Bracket KitDokumen1 halamanSupport Bracket KitChickenChick07Belum ada peringkat
- DEA Skirt With Fixation PDFDokumen1 halamanDEA Skirt With Fixation PDFChickenChick07Belum ada peringkat
- CR Stainless Steel Fitting SpecificationDokumen2 halamanCR Stainless Steel Fitting SpecificationChickenChick07Belum ada peringkat
- KL Transit MapDokumen1 halamanKL Transit MapWong PfBelum ada peringkat
- P07023 Oshiro Et AlDokumen15 halamanP07023 Oshiro Et AlChickenChick07Belum ada peringkat
- Support Bracket KitDokumen1 halamanSupport Bracket KitChickenChick07Belum ada peringkat
- CR Stainless Steel Fitting SpecificationDokumen2 halamanCR Stainless Steel Fitting SpecificationChickenChick07Belum ada peringkat
- KL Transit MapDokumen1 halamanKL Transit MapWong PfBelum ada peringkat
- Section B-B View A-A: Dimensional Detail Section of Retaining WallDokumen1 halamanSection B-B View A-A: Dimensional Detail Section of Retaining WallShivam SharmaBelum ada peringkat
- Ipc TM 650 Test Methods ManualDokumen3 halamanIpc TM 650 Test Methods ManualPiere Salas HerreraBelum ada peringkat
- FormulasDokumen20 halamanFormulasRishit MevadaBelum ada peringkat
- Iso 8179-1-2017Dokumen16 halamanIso 8179-1-2017Ahmed AliBelum ada peringkat
- Denver Equipment Company Handbook - IndexDokumen6 halamanDenver Equipment Company Handbook - IndexCristiam MercadoBelum ada peringkat
- Metals: 3D Printed Acetabular Cups For Total Hip Arthroplasty: A Review ArticleDokumen18 halamanMetals: 3D Printed Acetabular Cups For Total Hip Arthroplasty: A Review ArticleUtkarsh AnandBelum ada peringkat
- L1103ADokumen4 halamanL1103Ac131508Belum ada peringkat
- General Notes and Specifications: Roof Line Roof LineDokumen1 halamanGeneral Notes and Specifications: Roof Line Roof LineCyril AleaBelum ada peringkat
- TdsDokumen2 halamanTdsSudipta BainBelum ada peringkat
- CASE 7 71427 PreviewDokumen51 halamanCASE 7 71427 PreviewOneplayerBelum ada peringkat
- Masonry: Construction Method and Project ManagementDokumen43 halamanMasonry: Construction Method and Project ManagementJQBelum ada peringkat
- Sahara C 070baDokumen2 halamanSahara C 070baNaren RawatBelum ada peringkat
- Zytel-All in One Extrusion ProcessesDokumen10 halamanZytel-All in One Extrusion ProcessesYiğit IlgazBelum ada peringkat
- Clay Treatment of Fuel White PaperDokumen3 halamanClay Treatment of Fuel White PaperGiuliano Castellani CiodaroBelum ada peringkat
- Paper On Curing Methods of GPCDokumen17 halamanPaper On Curing Methods of GPCKUMAR RAJUBelum ada peringkat
- Assessment 1 Form 1Dokumen2 halamanAssessment 1 Form 1Bhoosan AncharazBelum ada peringkat
- Steel8 PDFDokumen18 halamanSteel8 PDFJon LawheadBelum ada peringkat
- Productattachments Files R o Rotronic Catalogue en 2020-v2 PDFDokumen161 halamanProductattachments Files R o Rotronic Catalogue en 2020-v2 PDFMiguel Angel Pacahuala CristobalBelum ada peringkat
- Oxidation ChemGuideDokumen17 halamanOxidation ChemGuideShopneel MHBelum ada peringkat
- DesaltingDokumen25 halamanDesaltingOmar GamalBelum ada peringkat
- THK Paint Defects GB PDFDokumen24 halamanTHK Paint Defects GB PDFmaddyBelum ada peringkat
- 100128175847preview - SS 214-2009Dokumen5 halaman100128175847preview - SS 214-2009MEHDI FARROKHIBelum ada peringkat
- Duct Accessories - RevDokumen5 halamanDuct Accessories - RevLuis Gabriel BautistaBelum ada peringkat