Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Econ 102 Final Exam NotesDokumen12 halamanEcon 102 Final Exam NotesRohith NiranjanBelum ada peringkat
- CH 4 - Relevant Costing Principles ICAP Questions and SolutionDokumen35 halamanCH 4 - Relevant Costing Principles ICAP Questions and SolutionMuhammad AzamBelum ada peringkat
- Mroz ReplicationDokumen9 halamanMroz ReplicationMateo RiveraBelum ada peringkat
- Economic Plan - Gul Ahmed Textile MillsDokumen10 halamanEconomic Plan - Gul Ahmed Textile Millsfalak zehraBelum ada peringkat
- Welding ParametersDokumen9 halamanWelding Parametershanleduy100% (1)
- Welders, CWI Inspectors, Instructors Now You Can Design Your Inspection Tool KitDokumen2 halamanWelders, CWI Inspectors, Instructors Now You Can Design Your Inspection Tool Kitcamelod555Belum ada peringkat
- Training Curses LincolnDokumen52 halamanTraining Curses Lincolncamelod555Belum ada peringkat
- VCM 200 Portable Cutting MachineDokumen1 halamanVCM 200 Portable Cutting Machinecamelod555Belum ada peringkat
- Electrode PackagingDokumen1 halamanElectrode Packagingcamelod555Belum ada peringkat
- S-A10th AdDokumen1 halamanS-A10th Adcamelod555Belum ada peringkat
- Welding Gage: Crown Height Fillet Weld Leg HeightDokumen1 halamanWelding Gage: Crown Height Fillet Weld Leg Heightcamelod555Belum ada peringkat
- One Word Defines Select-Arc's New Electrode Line and Reputation For Quality..Dokumen1 halamanOne Word Defines Select-Arc's New Electrode Line and Reputation For Quality..camelod555Belum ada peringkat
- Agency Approvals: Select-Arc Electrode Aws CWB Abs Lloyd'S DNV MilitaryDokumen1 halamanAgency Approvals: Select-Arc Electrode Aws CWB Abs Lloyd'S DNV Militarycamelod555Belum ada peringkat
- Introducing The Small Spools That Deliver Big Time Welding PerformanceDokumen2 halamanIntroducing The Small Spools That Deliver Big Time Welding Performancecamelod555Belum ada peringkat
- Cerra Deco 2Dokumen5 halamanCerra Deco 2camelod555Belum ada peringkat
- Pipe Welding GageDokumen1 halamanPipe Welding Gagecamelod555Belum ada peringkat
- Welding Cable Guide: Suggested Ampacity For Welding Cable Distance Measured in FeetDokumen1 halamanWelding Cable Guide: Suggested Ampacity For Welding Cable Distance Measured in Feetcamelod555Belum ada peringkat
- Pipe Welding Gage: Pipe Wall Thickness Bevel On End PreparationDokumen1 halamanPipe Welding Gage: Pipe Wall Thickness Bevel On End Preparationcamelod555Belum ada peringkat
- OK Tubrodur 1200iDokumen1 halamanOK Tubrodur 1200icamelod555Belum ada peringkat
- Welding Gage: Leg Length Throat Size Crown Height Leg HeightDokumen1 halamanWelding Gage: Leg Length Throat Size Crown Height Leg Heightcamelod555Belum ada peringkat
- SF-71LF Supercored 71: KR, Abs, LR, BV, DNV, GL, NK, Tüv, CWB, Ü-Sign, Rina Abs, NK, LR, DNVDokumen1 halamanSF-71LF Supercored 71: KR, Abs, LR, BV, DNV, GL, NK, Tüv, CWB, Ü-Sign, Rina Abs, NK, LR, DNVcamelod555Belum ada peringkat
- 3.1 3.2Dokumen32 halaman3.1 3.2camelod555Belum ada peringkat
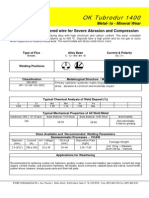
- OK Tubrodur 1400iDokumen1 halamanOK Tubrodur 1400icamelod555Belum ada peringkat
- MISON 8C Shielding GasDokumen2 halamanMISON 8C Shielding Gascamelod555Belum ada peringkat
- MISON AR Shielding Gas135 99117Dokumen4 halamanMISON AR Shielding Gas135 99117camelod555Belum ada peringkat
- Sample: Welding Stainless SteelDokumen5 halamanSample: Welding Stainless Steelcamelod555Belum ada peringkat
- Aws Qc5-91 - Standard For Certification of Welding EducatorsDokumen12 halamanAws Qc5-91 - Standard For Certification of Welding Educatorscamelod555Belum ada peringkat
- Gary Dessler - Human Resource Management-Pearson (2020) - 601-625Dokumen25 halamanGary Dessler - Human Resource Management-Pearson (2020) - 601-625vavaha hahaBelum ada peringkat
- Sample Micro-Macro Questions EnglishDokumen3 halamanSample Micro-Macro Questions EnglishAhmed HajiBelum ada peringkat
- Chapter 4 - Production TheoryDokumen10 halamanChapter 4 - Production TheorypkashyBelum ada peringkat
- Perception of PWD Towards Employment Through Tourism and Hospitality Industry Final 2 PDFDokumen136 halamanPerception of PWD Towards Employment Through Tourism and Hospitality Industry Final 2 PDFNurul Husna Mohd KamilBelum ada peringkat
- Aggregate Demand For Labor and Aggregate Supply of LaborDokumen18 halamanAggregate Demand For Labor and Aggregate Supply of LaborSibghat RehmanBelum ada peringkat
- Business Law - Term Project - Group 6 - BBA-IV-ADokumen32 halamanBusiness Law - Term Project - Group 6 - BBA-IV-AHumaira AmirBelum ada peringkat
- Standard Costs and The Balanced ScorecardDokumen32 halamanStandard Costs and The Balanced Scorecardshule1100% (1)
- ECN225-Labour Economics Course Material PDFDokumen113 halamanECN225-Labour Economics Course Material PDFadekoya eniolaBelum ada peringkat
- OME HW4 - 381 - Arpit JainDokumen7 halamanOME HW4 - 381 - Arpit JainArpit JainBelum ada peringkat
- Classical Theory of EmploymentDokumen16 halamanClassical Theory of Employmentsuchitracool1100% (1)
- Quiz 1 Macro Sample With Answers Spring 18Dokumen4 halamanQuiz 1 Macro Sample With Answers Spring 18shamsaBelum ada peringkat
- PESTLEDokumen21 halamanPESTLEFarah NawazBelum ada peringkat
- Cost and Revenue of Production: Dr. S P SinghDokumen36 halamanCost and Revenue of Production: Dr. S P SinghDuma DumaiBelum ada peringkat
- MSDokumen9 halamanMSAeson Dela CruzBelum ada peringkat
- Unit 1 - A Multitude of Labour Laws and Their ReformDokumen6 halamanUnit 1 - A Multitude of Labour Laws and Their Reformtanu dixitBelum ada peringkat
- Above-Equilibrium Wages Paid by Firms To Increase Worker ProductivityDokumen4 halamanAbove-Equilibrium Wages Paid by Firms To Increase Worker ProductivityNadiani NanaBelum ada peringkat
- Engg. Management MCQs Part 1Dokumen4 halamanEngg. Management MCQs Part 1Axl Montecalvo100% (1)
- 12 AlienatedLabor Intro 09042012 Yy FinalDokumen2 halaman12 AlienatedLabor Intro 09042012 Yy Finaldeltaspirit767Belum ada peringkat
- OM - Lecture 9 (Productivity)Dokumen27 halamanOM - Lecture 9 (Productivity)buttismatBelum ada peringkat
- Theory of Consumer ChoicesDokumen47 halamanTheory of Consumer ChoicesHussainBelum ada peringkat
- Assignment On: Challenges and Prospect of Women Empowerment in Perspective of BangladeshDokumen13 halamanAssignment On: Challenges and Prospect of Women Empowerment in Perspective of Bangladeshjebin afsanaBelum ada peringkat
- Economics On BakoDokumen42 halamanEconomics On Bakomersibon aberaBelum ada peringkat
- A Study On Employees Welfare Facilities Adopted at Mahindra & Mahindra Plant, Lalpur (Rudrapur) UttrakhandDokumen6 halamanA Study On Employees Welfare Facilities Adopted at Mahindra & Mahindra Plant, Lalpur (Rudrapur) UttrakhandNivethaBelum ada peringkat
- Production and Cost FunctionDokumen42 halamanProduction and Cost FunctionHealthEconomics_USaNBelum ada peringkat
- 1 SMDokumen20 halaman1 SMudi.casmudi2Belum ada peringkat
- NSSCO Economics SyllabusDokumen28 halamanNSSCO Economics SyllabusKatjiuapengaBelum ada peringkat