Anda mungkin juga menyukai
- Evolution of Management ThoughtDokumen11 halamanEvolution of Management ThoughtbennybenhamBelum ada peringkat
- Micro Electro Mechanical SystemsDokumen25 halamanMicro Electro Mechanical SystemsbennybenhamBelum ada peringkat
- Micro MachiningDokumen26 halamanMicro MachiningbennybenhamBelum ada peringkat
- Productive Thinking 2Dokumen46 halamanProductive Thinking 2bennybenhamBelum ada peringkat
- Productive Thinking 3Dokumen32 halamanProductive Thinking 3bennybenhamBelum ada peringkat
- Develop Your Thinking for Productive IdeasDokumen13 halamanDevelop Your Thinking for Productive IdeasbennybenhamBelum ada peringkat
- Reference Paper 1 Sahana Murthy PDFDokumen9 halamanReference Paper 1 Sahana Murthy PDFbennybenham100% (2)
- Finite Element Analysis of Composite Laminates 0792311256Dokumen111 halamanFinite Element Analysis of Composite Laminates 0792311256ravindrababug100% (3)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Technical Data Sheet - RELY PAINTS PRIVATE LIMITED - 2Dokumen5 halamanTechnical Data Sheet - RELY PAINTS PRIVATE LIMITED - 2iR DesignBelum ada peringkat
- Mandatory Appendix 41: EIH Support Plate DesignDokumen5 halamanMandatory Appendix 41: EIH Support Plate DesignHanafi BasriBelum ada peringkat
- Food Science Lab Report 2Dokumen6 halamanFood Science Lab Report 2Hazim Hs100% (1)
- Band Saw Arg-400-PlusDokumen10 halamanBand Saw Arg-400-PlusOccasionmachinesMetalworkingBelum ada peringkat
- Design of Reinforced Gabion Wall: Example of Retaining Wall For "Vidikovac" Rest Area On The Island of BracDokumen10 halamanDesign of Reinforced Gabion Wall: Example of Retaining Wall For "Vidikovac" Rest Area On The Island of BracStefan NaricBelum ada peringkat
- Wire Reinforcement InstituteDokumen6 halamanWire Reinforcement InstituteVu NguyenBelum ada peringkat
- Reaction of TryptophanDokumen2 halamanReaction of TryptophansasmithaBelum ada peringkat
- Form Checklist Civil.Dokumen91 halamanForm Checklist Civil.Iki Hendro100% (2)
- Extraction and Purification of Bioactive CompoundsDokumen22 halamanExtraction and Purification of Bioactive CompoundsamirahBelum ada peringkat
- Anti-Pilling Finishes for TextilesDokumen18 halamanAnti-Pilling Finishes for TextilesBeyene Dumecha100% (1)
- Sodium Saccharin E-954: Material Safety Data SheetDokumen5 halamanSodium Saccharin E-954: Material Safety Data SheetHerdianBelum ada peringkat
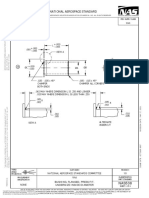
- National Aerospace Standard: Fed. Supply ClassDokumen4 halamanNational Aerospace Standard: Fed. Supply ClassGlenn CHOU100% (1)
- Gunpowder, Explosion, and Explosive MaterialsDokumen23 halamanGunpowder, Explosion, and Explosive MaterialsEmelie TipayBelum ada peringkat
- A Powerpoint Presentaion On Ready-Mix ConcreteDokumen22 halamanA Powerpoint Presentaion On Ready-Mix ConcreteGowriSenthilBelum ada peringkat
- 2022 ASRJC H2 Current of Electricity AQ SolnsDokumen7 halaman2022 ASRJC H2 Current of Electricity AQ SolnsBooBelum ada peringkat
- Metals and Non MetalsDokumen29 halamanMetals and Non Metalsayushmallick07Belum ada peringkat
- Recommended For You: Modeling Elastomeric BearingsDokumen3 halamanRecommended For You: Modeling Elastomeric Bearingsnepoznati1111Belum ada peringkat
- Wax Glue2Dokumen6 halamanWax Glue2Gamal FouadBelum ada peringkat
- Duplex Stainless Steel 2304 Spec Sheet for Weight Savings & Corrosion ResistanceDokumen2 halamanDuplex Stainless Steel 2304 Spec Sheet for Weight Savings & Corrosion ResistanceDeepak TdBelum ada peringkat
- TG - 2018 GB TECEfloorDokumen46 halamanTG - 2018 GB TECEfloorSilviu StanciuBelum ada peringkat
- محاظرة 4Dokumen10 halamanمحاظرة 4iiHaiderBelum ada peringkat
- CRS Resolution SheetDokumen24 halamanCRS Resolution SheetTĩnh Hồ TrungBelum ada peringkat
- Commitment To Sustainability: Parson Adhesives' Environmental ResponsibilityDokumen1 halamanCommitment To Sustainability: Parson Adhesives' Environmental ResponsibilityParson AdhesivesBelum ada peringkat
- Packaging MachinesDokumen16 halamanPackaging MachinesDhruba JyotiBelum ada peringkat
- Kingspan Kooltherm K7Dokumen1 halamanKingspan Kooltherm K7Diaconu FlorinBelum ada peringkat
- "Chemical Names and Formulas": Grade 9 Science 2 QuarterDokumen60 halaman"Chemical Names and Formulas": Grade 9 Science 2 QuarterJulius Memeg PanayoBelum ada peringkat
- 440 3R-12Table1 3Dokumen1 halaman440 3R-12Table1 316562306Belum ada peringkat
- Nickyta Tanryan - 2106729915 - UtsgamtekDokumen2 halamanNickyta Tanryan - 2106729915 - UtsgamtekNickyta TanryanBelum ada peringkat
- RANDOL AAC PumpcellDokumen9 halamanRANDOL AAC PumpcelljadetorresBelum ada peringkat
- Radioactive Waste Management Practices in IndiaDokumen17 halamanRadioactive Waste Management Practices in Indiasumit_fm77Belum ada peringkat