Anda mungkin juga menyukai
- ESPECIFICACIONES ARCWELD 200i ST EDIPESADokumen2 halamanESPECIFICACIONES ARCWELD 200i ST EDIPESACarlos Enrique Rivas BustamanteBelum ada peringkat
- Indicadores de TableroDokumen9 halamanIndicadores de TableroJose RuizBelum ada peringkat
- Dellegrazie PDFDokumen7 halamanDellegrazie PDFYeison Leon100% (1)
- Grasas Limit YpfDokumen2 halamanGrasas Limit YpfleticiaBelum ada peringkat
- Magna303 PDFDokumen2 halamanMagna303 PDFTeresa ValenciaBelum ada peringkat
- Catálogo - RenovaDokumen27 halamanCatálogo - RenovacarlosBelum ada peringkat
- StanleyDokumen35 halamanStanleyRicardo Javier ZapataBelum ada peringkat
- Catalogo Metrologia Dimensional Espanhol Starrett PDFDokumen92 halamanCatalogo Metrologia Dimensional Espanhol Starrett PDFJOSE MARIA GARCIA SANTIAGOBelum ada peringkat
- Alloy C 4300 PDFDokumen2 halamanAlloy C 4300 PDFjuanchis650Belum ada peringkat
- XN Electric Chain Hoist 2012 Sasp eDokumen2 halamanXN Electric Chain Hoist 2012 Sasp eSther SarmyBelum ada peringkat
- Canilleras Verticales Hensley - WA600-6 - Balde HensleyDokumen10 halamanCanilleras Verticales Hensley - WA600-6 - Balde Hensleyraul carvajal rozasBelum ada peringkat
- Ensayos de TensiónDokumen18 halamanEnsayos de TensiónDanny Boy RBelum ada peringkat
- 416D, 420D, 424D, 428D, 430D, 432D, 442D, Manual-de-Operacion 50 PagDokumen42 halaman416D, 420D, 424D, 428D, 430D, 432D, 442D, Manual-de-Operacion 50 PagCristian amed Claros Zambrana100% (1)
- Aclopamiento Flender Fludex PDFDokumen38 halamanAclopamiento Flender Fludex PDFAngelluchiPadrino100% (1)
- Espina Elastica Din-1481Dokumen3 halamanEspina Elastica Din-1481capellini2010Belum ada peringkat
- Catalogo de Pernos Con AgujerosDokumen103 halamanCatalogo de Pernos Con AgujerosVladimir GordilloBelum ada peringkat
- Carros Lineales para Cargas PesadasDokumen52 halamanCarros Lineales para Cargas PesadasEldori1988Belum ada peringkat
- 1030Dokumen4 halaman1030Alex Calizaya VasquezBelum ada peringkat
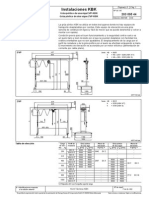
- INst. KBK PDFDokumen2 halamanINst. KBK PDFPato PuruncajasBelum ada peringkat
- DESPIECE REDUCTOR MIXER - 01257596 - EsDokumen1 halamanDESPIECE REDUCTOR MIXER - 01257596 - EsEdson Eduardo Medina de la CruzBelum ada peringkat
- Roscado AcmeDokumen5 halamanRoscado AcmeYackelineGalvezRamos0% (1)
- Catalogo LVM PDFDokumen82 halamanCatalogo LVM PDFMaximiliano Ezequiel LopezBelum ada peringkat
- Taladro StancoDokumen29 halamanTaladro StancoqcomoBelum ada peringkat
- Mecanizado PDFDokumen8 halamanMecanizado PDFPedro Leos100% (1)
- Formaton WPSDokumen2 halamanFormaton WPSTania CruzBelum ada peringkat
- Electrodos TiposDokumen3 halamanElectrodos TiposSamuel OrtizBelum ada peringkat
- AcoplesDokumen49 halamanAcoplesDouglas DuarteBelum ada peringkat
- Porque Usamos Gas Propano en Lugar de Gas AcetilenoDokumen1 halamanPorque Usamos Gas Propano en Lugar de Gas AcetilenoMicky GoZachBelum ada peringkat
- U-1 CablesDokumen16 halamanU-1 CablesDiego RiveroBelum ada peringkat
- Pets Rau-01 Traslado de Maquina de Perforacion Diamantina H-400 y LM 75Dokumen3 halamanPets Rau-01 Traslado de Maquina de Perforacion Diamantina H-400 y LM 75MarcoBenedettiBelum ada peringkat
- Chumacera LubricacionDokumen8 halamanChumacera LubricacionxobarbozaBelum ada peringkat
- Italvibras Catalogo MotovibradoresDokumen5 halamanItalvibras Catalogo MotovibradoresbalooazulBelum ada peringkat
- Algae-X - Ficha Tecnica MTC1000 - Limpieza Movil de TanquesDokumen5 halamanAlgae-X - Ficha Tecnica MTC1000 - Limpieza Movil de TanquesAlexander BejaranoBelum ada peringkat
- 40 RQ Alfra RotabestDokumen16 halaman40 RQ Alfra RotabestJoao AmoraBelum ada peringkat
- Curva Caracteristica de La V.L.P.M.D.Dokumen26 halamanCurva Caracteristica de La V.L.P.M.D.Rodrigo Antony Pacsi VilcaBelum ada peringkat
- HtasDokumen98 halamanHtascfll20110% (1)
- Literatura Tubrod 71 UltraDokumen1 halamanLiteratura Tubrod 71 Ultrael_tirano_regresa7359Belum ada peringkat
- MALLAS EXPANDIDAS Pisos - Industriales - 2009-2010Dokumen4 halamanMALLAS EXPANDIDAS Pisos - Industriales - 2009-2010Jeisson BotiaBelum ada peringkat
- ArbolesDokumen8 halamanArbolesdanilo100% (1)
- Catalogo Inserto KometDokumen92 halamanCatalogo Inserto KometRogério LoboBelum ada peringkat
- MMantenimiento CFMDokumen11 halamanMMantenimiento CFMKaren Ramos TapiaBelum ada peringkat
- Catalogo Folleto RecsolDokumen8 halamanCatalogo Folleto RecsolBasellLiveBelum ada peringkat
- Descriptiva de EquiposDokumen114 halamanDescriptiva de EquiposMaxiUtilitarioRomeroBelum ada peringkat
- Catalogo Elliott Tool (Rolado)Dokumen44 halamanCatalogo Elliott Tool (Rolado)Andres Lopez100% (1)
- Wire Rope User Guide SpanishDokumen40 halamanWire Rope User Guide SpanishArmando Gomez100% (1)
- Plan de Rescate - TraduccionDokumen76 halamanPlan de Rescate - TraduccionegarciachBelum ada peringkat
- Apendice E-Empaquetaduras y SellosDokumen20 halamanApendice E-Empaquetaduras y SellosMiguel Coronel SulcaBelum ada peringkat
- Tabla de Contenidos DORMERDokumen144 halamanTabla de Contenidos DORMERPipe AriasBelum ada peringkat
- Acoplamientos TOLLOKDokumen35 halamanAcoplamientos TOLLOKWANKEL25Belum ada peringkat
- Conformado de ChapaDokumen58 halamanConformado de ChapaEdgar Wilfrido MenesesBelum ada peringkat
- Trabajo de Prensa Sobre Láminas MetálicasDokumen17 halamanTrabajo de Prensa Sobre Láminas MetálicasCarlos NaranjoBelum ada peringkat
- Ejercicios Resueltos de Calculo 3Dokumen13 halamanEjercicios Resueltos de Calculo 3Paul SoriaBelum ada peringkat
- Trabajo VirutaDokumen10 halamanTrabajo VirutaAlejandro Alarcon QuispeBelum ada peringkat
- Unidad Iii ManufacturaDokumen45 halamanUnidad Iii ManufacturaJessica SalgueroBelum ada peringkat
- 2PRINCIPIOS DE EMBUTICIÓN DE LA CHAPA METALICAimpresoDokumen57 halaman2PRINCIPIOS DE EMBUTICIÓN DE LA CHAPA METALICAimpresoDavid Suasaca100% (1)
- RectificadoDokumen11 halamanRectificadoLuis F. Estrada GutierrezBelum ada peringkat
- Cap 16Dokumen27 halamanCap 16RodrigoQuirogaSalazarBelum ada peringkat
- Teorías y Fundamentos de Las Cuchillas de CorteDokumen13 halamanTeorías y Fundamentos de Las Cuchillas de CorteMaickol SalazarBelum ada peringkat
- Troquelado PunzonadoDokumen25 halamanTroquelado PunzonadoFrancisco Colorado67% (3)
- Corte de Chapas PresentacionDokumen29 halamanCorte de Chapas Presentaciongacm98Belum ada peringkat
- PLAN 3ro Secundaria LenguajeDokumen16 halamanPLAN 3ro Secundaria LenguajeCandy Bécquer80% (5)
- Seguridad y Salud Ocupacional Trabajo Final 100%Dokumen44 halamanSeguridad y Salud Ocupacional Trabajo Final 100%miguel castroBelum ada peringkat
- Mate Matic ADokumen63 halamanMate Matic AJohn Zamora najarroBelum ada peringkat
- Tlatelolco 2Dokumen30 halamanTlatelolco 2Diego PadillaBelum ada peringkat
- Planilla de Citas: Ortega Bacca Zuleyma Yurema 10/may./2021, LunesDokumen2 halamanPlanilla de Citas: Ortega Bacca Zuleyma Yurema 10/may./2021, Luneserika lesmesBelum ada peringkat
- Intervencion Socioeducativa en Las EmpresasDokumen11 halamanIntervencion Socioeducativa en Las EmpresasAna ZafraBelum ada peringkat
- Sistema Locomotor Niños PrimariaDokumen2 halamanSistema Locomotor Niños PrimariaMaríaBelum ada peringkat
- de Práctica Semana 02Dokumen18 halamande Práctica Semana 02Jordy Aquino LopezBelum ada peringkat
- Principiosde SCRUMDokumen38 halamanPrincipiosde SCRUMrosa choquepata100% (1)
- Modulo de Actividades 2024 2°añoDokumen65 halamanModulo de Actividades 2024 2°añoRomina GamarraBelum ada peringkat
- Modelo de Evaluación de La Familia FriedmanDokumen3 halamanModelo de Evaluación de La Familia FriedmanScribdTranslationsBelum ada peringkat
- Control de DeflexionesDokumen36 halamanControl de DeflexionesGsus Vlsqz100% (1)
- Semana 4 - RMDokumen10 halamanSemana 4 - RMMario ParedesBelum ada peringkat
- Coloración Del Pliegue Gular en AnolisDokumen7 halamanColoración Del Pliegue Gular en AnolisElena AlonsoBelum ada peringkat
- Periodismo Narrativo - El Nuevo Boom LatinoamericanoDokumen5 halamanPeriodismo Narrativo - El Nuevo Boom LatinoamericanoMemo BautistaBelum ada peringkat
- Mapa Conceptual Areas Del Desarrollo Por EvaluarDokumen4 halamanMapa Conceptual Areas Del Desarrollo Por EvaluarAngel DanielBelum ada peringkat
- Evidencias Autocad 2DDokumen5 halamanEvidencias Autocad 2DDiego Rafa MartinezBelum ada peringkat
- Guía Metodológica de Elaboración de Sílabos Por CompetenciasDokumen116 halamanGuía Metodológica de Elaboración de Sílabos Por CompetenciasMaria AndreaBelum ada peringkat
- 11 Papiledema Vs Neuritis OpticaDokumen5 halaman11 Papiledema Vs Neuritis OpticaWillMonasHuertasBelum ada peringkat
- Sustentacion TesisDokumen40 halamanSustentacion TesisENHACORE TUMBESBelum ada peringkat
- Jot Down Cultural Magazine - ¿Qué Pintura Representa Mejor La MuerteDokumen12 halamanJot Down Cultural Magazine - ¿Qué Pintura Representa Mejor La MuerteAndandoonBelum ada peringkat
- QUINTA SEMANA - DELTA DE DIRAC y POTENCIALES ELECTRICOSDokumen30 halamanQUINTA SEMANA - DELTA DE DIRAC y POTENCIALES ELECTRICOSAtilano jose Cubas aranaBelum ada peringkat
- Ensayo Sobre Las 21 Leyes Irrefutables Del Liderazgo de John Maxwell (Milton Batista)Dokumen9 halamanEnsayo Sobre Las 21 Leyes Irrefutables Del Liderazgo de John Maxwell (Milton Batista)miltonbatistaBelum ada peringkat
- Exposicion EncuestaDokumen8 halamanExposicion EncuestaDiaz Pacheco OyukiBelum ada peringkat
- Chilam Balam: El Libro Sagrado MayaDokumen33 halamanChilam Balam: El Libro Sagrado MayaJosé CipactliBelum ada peringkat
- Diapositiva 06Dokumen18 halamanDiapositiva 06jojosave22Belum ada peringkat
- MultilateracionDokumen29 halamanMultilateracionmartins79120479Belum ada peringkat
- Pequenosheroes Joseymaria Copyright v52017Dokumen11 halamanPequenosheroes Joseymaria Copyright v52017Grecia Jeronimo100% (2)
- Clasificacion Taxonomica Del Ser HumanoDokumen4 halamanClasificacion Taxonomica Del Ser HumanoTania RodriguezBelum ada peringkat
- Ejercicios Reales BT3 2018Dokumen7 halamanEjercicios Reales BT3 2018Vsm Hns GlsBelum ada peringkat