Anda mungkin juga menyukai
- Convection Heat Transfer in Baffled Mixing TankDokumen7 halamanConvection Heat Transfer in Baffled Mixing Tankfujiman35Belum ada peringkat
- Agitated Vessel Heat Transfer Design PDFDokumen3 halamanAgitated Vessel Heat Transfer Design PDFmrariffBelum ada peringkat
- Metodo de WilsonDokumen8 halamanMetodo de WilsonJavier MeloBelum ada peringkat
- Heating and Cooling Liquid Batches Using Isothermal MediumDokumen16 halamanHeating and Cooling Liquid Batches Using Isothermal Mediumtpchowo100% (1)
- Review Heat Transfer of Non-Newtonian Fluids in Agitated TanksDokumen29 halamanReview Heat Transfer of Non-Newtonian Fluids in Agitated Tanksfujiman35Belum ada peringkat
- Agitated Vessel Heat Transfer Design PDFDokumen3 halamanAgitated Vessel Heat Transfer Design PDFmrariffBelum ada peringkat
- Understand The Thermal Design of Jacketed Vessels - Garvin June 1999Dokumen8 halamanUnderstand The Thermal Design of Jacketed Vessels - Garvin June 1999fujiman35Belum ada peringkat
- Heat Transfer in Agitated VesselsDokumen33 halamanHeat Transfer in Agitated VesselsGanesh.Mahendra100% (1)
- SCR Oddie ShiDokumen32 halamanSCR Oddie ShiFrancisco OppsBelum ada peringkat
- PDFDokumen18 halamanPDFfujiman35Belum ada peringkat
- Mechanical Agitator Power Requirements for Liquid BatchesDokumen24 halamanMechanical Agitator Power Requirements for Liquid BatchesAixa BerchiBelum ada peringkat
- Steam-Water Two-Phase Flow in Large Diameter Vertical PipingDokumen11 halamanSteam-Water Two-Phase Flow in Large Diameter Vertical Pipingfujiman35Belum ada peringkat
- Unfire Pressure VesselDokumen146 halamanUnfire Pressure Vesselsungkang83% (6)
- Heat Transfer in Agitated Jacketed VesselsDokumen7 halamanHeat Transfer in Agitated Jacketed Vesselsfujiman35100% (4)
- Torque ProceduresDokumen1 halamanTorque Proceduresfujiman35Belum ada peringkat
- Torque Values PDFDokumen6 halamanTorque Values PDFfujiman35Belum ada peringkat
- Estimation and Validation of Models of Two Phase Flow From Geothermal Wells - PalssonDokumen11 halamanEstimation and Validation of Models of Two Phase Flow From Geothermal Wells - Palssonfujiman35Belum ada peringkat
- Article - Screw Threads DesignDokumen7 halamanArticle - Screw Threads DesignjdfdfererBelum ada peringkat
- Design of Bins and Bunkers - British Steel AssocDokumen61 halamanDesign of Bins and Bunkers - British Steel Assocfujiman35100% (2)
- An Assessment of Second Generation CASE Concepts - US DOe - PNWL UC-94eDokumen87 halamanAn Assessment of Second Generation CASE Concepts - US DOe - PNWL UC-94efujiman35Belum ada peringkat
- Fired Heater Design and SimulationDokumen6 halamanFired Heater Design and SimulationHarold Fernando Guavita Reyes0% (1)
- NASA - Practical Applications of Nuts and Bolts For The DesignerDokumen206 halamanNASA - Practical Applications of Nuts and Bolts For The Designerfujiman35Belum ada peringkat
- NASA Fastener Design ManualDokumen100 halamanNASA Fastener Design ManualAaron D. MillerBelum ada peringkat
- Nasa - Stress Concentrations in Screw ThreadsDokumen13 halamanNasa - Stress Concentrations in Screw Threadsfujiman35Belum ada peringkat
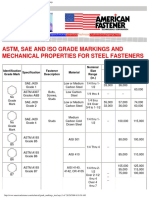
- ASTM SAE ISO Grade MarkingsDokumen7 halamanASTM SAE ISO Grade Markingsfujiman35Belum ada peringkat
- Optimization of Plate Fin Heat Exchangers Used in Natural Gas Liquefaction - ICFD10-EG-3073Dokumen6 halamanOptimization of Plate Fin Heat Exchangers Used in Natural Gas Liquefaction - ICFD10-EG-3073fujiman35Belum ada peringkat
- Engineering Fundamentals ThreadFasteners RalphShoberg SR1Dokumen39 halamanEngineering Fundamentals ThreadFasteners RalphShoberg SR1Juan RiveraBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Solved Problems - Singly ReinforcedDokumen14 halamanSolved Problems - Singly ReinforcedAndreas KamwankaBelum ada peringkat
- Scale Up Solids HandlingDokumen8 halamanScale Up Solids HandlingfvassisBelum ada peringkat
- Static Pressure Concept 1Dokumen8 halamanStatic Pressure Concept 1bharath477Belum ada peringkat
- Tyre ReportDokumen19 halamanTyre ReportZachary HuffmanBelum ada peringkat
- Previous ChE Board Exam QuestionsDokumen7 halamanPrevious ChE Board Exam QuestionsJayson OrdinariaBelum ada peringkat
- Royal College Term Test Papers 2020 Maths English MediumDokumen12 halamanRoyal College Term Test Papers 2020 Maths English MediumSithmi HerathBelum ada peringkat
- Acceptance Test and Clinical Commissioning of CT SDokumen8 halamanAcceptance Test and Clinical Commissioning of CT SEskadmas BelayBelum ada peringkat
- 11 Multicomponent Distillation Case StudyDokumen12 halaman11 Multicomponent Distillation Case StudyTBelum ada peringkat
- Cha 2Dokumen52 halamanCha 2yaredBelum ada peringkat
- PDF TOEFL CompressDokumen8 halamanPDF TOEFL CompressFachrizaBelum ada peringkat
- ULAS Sci8Q3 WK 5 6Dokumen10 halamanULAS Sci8Q3 WK 5 6Joan MarieBelum ada peringkat
- Journal of Petroleum Science and EngineeringDokumen13 halamanJournal of Petroleum Science and EngineeringEzequiel AbrilBelum ada peringkat
- Fundamentals of Electrical EngineeringDokumen96 halamanFundamentals of Electrical EngineeringfrankieyiiBelum ada peringkat
- AN525-Surface Texture Analysis Using Dektak Stylus ProfiDokumen4 halamanAN525-Surface Texture Analysis Using Dektak Stylus ProfiNguyễn Hữu PhấnBelum ada peringkat
- SEO Concrete Test Hammer GuideDokumen20 halamanSEO Concrete Test Hammer GuideWansa Pearl FoundationsBelum ada peringkat
- A-Frame Calculation Without CoverDokumen6 halamanA-Frame Calculation Without CoverimsayaaBelum ada peringkat
- Module 0 Resource Guide2014 Editionv5Dokumen30 halamanModule 0 Resource Guide2014 Editionv5vamshids67% (3)
- Tips and Tricks HPLC TroubleshootingDokumen7 halamanTips and Tricks HPLC TroubleshootingFelipe MonteroBelum ada peringkat
- Lab Report 2 - Energy and MotionDokumen7 halamanLab Report 2 - Energy and MotionDawood SulemanBelum ada peringkat
- PHYSICS (9702) Rules.Dokumen5 halamanPHYSICS (9702) Rules.Sheraz Ahmed - 65640/Laboratory Assistant/BBECBelum ada peringkat
- Ws Etabs Manual PDFDokumen32 halamanWs Etabs Manual PDFBoris Escubio100% (2)
- 3.5 - Solving Exponential Equations Using Logs, Applications Math 30-1Dokumen14 halaman3.5 - Solving Exponential Equations Using Logs, Applications Math 30-1Math 30-1 EDGE Study Guide Workbook - by RTD LearningBelum ada peringkat
- Pre-entry Maths Assessment: Key Questions AnsweredDokumen10 halamanPre-entry Maths Assessment: Key Questions AnsweredCanioBelum ada peringkat
- Mechanical Engineering Third Semester Exam SolutionsDokumen4 halamanMechanical Engineering Third Semester Exam SolutionsJASON CHERIAN MEBelum ada peringkat
- Operator Manual Doppler Speedlog Ds80Dokumen42 halamanOperator Manual Doppler Speedlog Ds80Can KaramanBelum ada peringkat
- 31-XX29-6Dokumen1 halaman31-XX29-6rohitkush100% (1)
- IJIRAE::An Overviewof Analysis, Measurement and Modelling of Dynamics Properties of Composite Materials Using Oberst Beam MethodDokumen4 halamanIJIRAE::An Overviewof Analysis, Measurement and Modelling of Dynamics Properties of Composite Materials Using Oberst Beam MethodIJIRAE- International Journal of Innovative Research in Advanced EngineeringBelum ada peringkat
- LW Cosmic RaysDokumen15 halamanLW Cosmic Rayskoochimetal100% (3)
- Ac GeneratorDokumen2 halamanAc Generatoryashwanth.s10aBelum ada peringkat
- SIG4038 Reservoir Recovery Techniques 2000 - PVT and Material Balance EquationsDokumen4 halamanSIG4038 Reservoir Recovery Techniques 2000 - PVT and Material Balance EquationsAlbertlb AB100% (1)