Anda mungkin juga menyukai
- Coupling John CraneDokumen15 halamanCoupling John Cranelubricacion100% (2)
- Alignment Procedure PDokumen8 halamanAlignment Procedure PvinothenergyBelum ada peringkat
- Instruction Manual For Single Stage 350, 500, and 700 Frame Steam TurbinesDokumen295 halamanInstruction Manual For Single Stage 350, 500, and 700 Frame Steam Turbines213ekno100% (1)
- NUOVO PIGNONE Compressor Spares (2010-37)Dokumen4 halamanNUOVO PIGNONE Compressor Spares (2010-37)sianas1706Belum ada peringkat
- Field Service Manual: Title: Tightening Torque For Cap ScrewsDokumen3 halamanField Service Manual: Title: Tightening Torque For Cap ScrewsPuchit Spk100% (1)
- Is Rod Drop Measurement Right For My CompressorDokumen4 halamanIs Rod Drop Measurement Right For My CompressorMadhana GopalBelum ada peringkat
- TG 611 GovernorDokumen4 halamanTG 611 Governorveer_sBelum ada peringkat
- 30 - 200 Amarillo Gear Repair Manual PDFDokumen32 halaman30 - 200 Amarillo Gear Repair Manual PDFCesar Fabián Padilla GarzónBelum ada peringkat
- Unloader Selection For Recip CompressorsDokumen10 halamanUnloader Selection For Recip CompressorsAnonymous KpVxNXsBelum ada peringkat
- Microsoft Word - WET GAS COMPRESSOR OVERHAULING REPORTDokumen8 halamanMicrosoft Word - WET GAS COMPRESSOR OVERHAULING REPORTAbhi SharmaBelum ada peringkat
- Effect of Viscosity On PumpsDokumen4 halamanEffect of Viscosity On PumpsChemkhiBelum ada peringkat
- Shaft Alignment MathDokumen8 halamanShaft Alignment MathJose RattiaBelum ada peringkat
- Pages From API Standard 610 Centrifugal PumpsDokumen1 halamanPages From API Standard 610 Centrifugal PumpsAgustin A.100% (1)
- Elliott CompressorsDokumen7 halamanElliott CompressorsQuarkantBelum ada peringkat
- Recommended Radial Clearance For Cast Bronze BearingDokumen1 halamanRecommended Radial Clearance For Cast Bronze BearingMachineryengBelum ada peringkat
- Presentation: Reliability of Hydrogen Area Diaphragm CompressorDokumen43 halamanPresentation: Reliability of Hydrogen Area Diaphragm CompressorBiju_Pottayil100% (1)
- API 618 Compressors1 PDFDokumen0 halamanAPI 618 Compressors1 PDFAnonymous ffje1rpaBelum ada peringkat
- Axial Float Motor Rotor SettingDokumen2 halamanAxial Float Motor Rotor SettingMuhammed SulfeekBelum ada peringkat
- Flowserve VS6-installation PDFDokumen68 halamanFlowserve VS6-installation PDFAnonymous YWS7ndsiBelum ada peringkat
- Appendix 6a - Technical Specifiction Spare Rotor Repair T10 and T20Dokumen17 halamanAppendix 6a - Technical Specifiction Spare Rotor Repair T10 and T20Dino AndrianBelum ada peringkat
- Profile of the International Pump Industry: Market Prospects to 2010Dari EverandProfile of the International Pump Industry: Market Prospects to 2010Penilaian: 1 dari 5 bintang1/5 (1)
- Steam Turbine TheoryDokumen58 halamanSteam Turbine TheorySaleem QureshiBelum ada peringkat
- Troubleshooting VTP Vertical Turbine PumpDokumen20 halamanTroubleshooting VTP Vertical Turbine PumpKrrish100% (1)
- SP-P-001 - Specification For StrainerDokumen30 halamanSP-P-001 - Specification For Strainervishal bhamreBelum ada peringkat
- Fan Calculation MooreDokumen8 halamanFan Calculation MooreArjun GirishBelum ada peringkat
- API 613 Fifth Edition Special Purpose Gear Units For Petroleum, Chemical and Gas Industry Services - Overview PresentationDokumen8 halamanAPI 613 Fifth Edition Special Purpose Gear Units For Petroleum, Chemical and Gas Industry Services - Overview PresentationLymePark100% (1)
- InstallationOperationMaintenance 3600 enDokumen110 halamanInstallationOperationMaintenance 3600 enStaman1988Belum ada peringkat
- HPRT - PresentationDokumen19 halamanHPRT - PresentationMehrzad AlizadehBelum ada peringkat
- Gas Turbine - Compressor AlignmentDokumen2 halamanGas Turbine - Compressor AlignmentNazmiBelum ada peringkat
- Centrifugal Pump - Horizontal End Suction - Asme B73.1Dokumen3 halamanCentrifugal Pump - Horizontal End Suction - Asme B73.1wado11Belum ada peringkat
- Optalign Plus ManualDokumen172 halamanOptalign Plus Manualpower_generator1338100% (2)
- Hot Alignment CalculationDokumen2 halamanHot Alignment CalculationBv RaoBelum ada peringkat
- Dry Screw Compressor General Arangement Drawings - RedactedDokumen1 halamanDry Screw Compressor General Arangement Drawings - Redactedvomawew647Belum ada peringkat
- Type 28 Gas Seals System Presentation PDFDokumen108 halamanType 28 Gas Seals System Presentation PDFlogicloverBelum ada peringkat
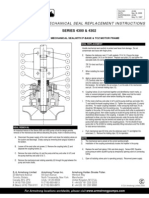
- Mechanical Seal Replacement InstructionsDokumen1 halamanMechanical Seal Replacement InstructionsGiorgio FerBelum ada peringkat
- Pump Alignment.Dokumen3 halamanPump Alignment.sen_subhasis_58100% (1)
- KCDokumen3 halamanKCSandheepKumarBelum ada peringkat
- Maintenance of BCHDokumen44 halamanMaintenance of BCHdoanducbaoBelum ada peringkat
- Parker Hydraulic Accumulator Products HY10-1630Dokumen203 halamanParker Hydraulic Accumulator Products HY10-1630Yusuf Sukma IndrianaBelum ada peringkat
- 05rotary Shaft Seals PDFDokumen13 halaman05rotary Shaft Seals PDFKhanh Pham DangBelum ada peringkat
- Centrifugal Pump Axial ThrustDokumen4 halamanCentrifugal Pump Axial Thrustfawmer61100% (1)
- Solar Turbines - Centifugal Gas Compressor BookletDokumen48 halamanSolar Turbines - Centifugal Gas Compressor Bookletsetyo ardi100% (1)
- Goulds API 3600 i-FRAME: API BB3 Between-Bearing, Axially Split, Multistage PumpDokumen12 halamanGoulds API 3600 i-FRAME: API BB3 Between-Bearing, Axially Split, Multistage PumpJean Peak100% (1)
- SIHI Multistage Brochure NA - RGBDokumen7 halamanSIHI Multistage Brochure NA - RGBMaria Gabriela BusteloBelum ada peringkat
- Pump Baseplate Design and InstallationDokumen4 halamanPump Baseplate Design and InstallationSeungmin Paek100% (1)
- ES9-414 Leveling Install - CDokumen29 halamanES9-414 Leveling Install - CIfran Sierra100% (1)
- Introduction To Gate Valves and Gate Valve TypesDokumen16 halamanIntroduction To Gate Valves and Gate Valve TypesVinay Sharma100% (1)
- EBARA TEM Brochure - March 02Dokumen6 halamanEBARA TEM Brochure - March 02xsi666Belum ada peringkat
- Your Gas Compression ApplicationDokumen26 halamanYour Gas Compression Applicationdhanu_aqua100% (1)
- Hydro Life Extension Modernization Guide: Volume 6 - Civil and Other Plant ComponentsDokumen152 halamanHydro Life Extension Modernization Guide: Volume 6 - Civil and Other Plant ComponentsMauricio GonzálezBelum ada peringkat
- Rotor RepairsDokumen26 halamanRotor Repairsramnadh803181100% (1)
- Flanges General - Bolting Torque Tables - Table 2 - ASTM 193 Grade B7 and ASTM 193 Grade B16 Stud BoltsDokumen3 halamanFlanges General - Bolting Torque Tables - Table 2 - ASTM 193 Grade B7 and ASTM 193 Grade B16 Stud BoltsHakan ŞahinoğluBelum ada peringkat
- Divider Block - Operation and MaintenanceDokumen51 halamanDivider Block - Operation and MaintenanceMahfuz50% (2)
- Gas Turbine Tripping On Exhaust Pressure High - Need SolutionDokumen7 halamanGas Turbine Tripping On Exhaust Pressure High - Need SolutionAbdulyunus Amir100% (1)
- Gear Drive Manual No. 702Dokumen38 halamanGear Drive Manual No. 702MaintenanceBelum ada peringkat
- Gas Engine - MountingDokumen22 halamanGas Engine - MountingMauro DiazBelum ada peringkat
- Asset Integrity Management A Complete Guide - 2020 EditionDari EverandAsset Integrity Management A Complete Guide - 2020 EditionBelum ada peringkat
- Er 82Dokumen2 halamanEr 82michaelxiaoBelum ada peringkat
- Er 82Dokumen2 halamanEr 82Dibyendu ChakrabortyBelum ada peringkat
- ER-82 EN Soft Foot and Top Plane Flatness Checks PDFDokumen3 halamanER-82 EN Soft Foot and Top Plane Flatness Checks PDFCamilo Andres Cardozo FajardoBelum ada peringkat
- CBM Basics - Condition Based MaintenanceDokumen13 halamanCBM Basics - Condition Based MaintenanceMVSEETARAMANBelum ada peringkat
- Basic Plumbing PDFDokumen8 halamanBasic Plumbing PDFSamuel YudelzonBelum ada peringkat
- OTIS LIFT PM ChecklistDokumen2 halamanOTIS LIFT PM ChecklistMVSEETARAMAN70% (10)
- Introduction To Material HandlingDokumen244 halamanIntroduction To Material HandlingAreda100% (3)
- Brihat Stotra Ratnakar - TOC PDFDokumen34 halamanBrihat Stotra Ratnakar - TOC PDFRakesh Tandon100% (2)
- Spare Parts Manual-Radial Drilling MCDokumen41 halamanSpare Parts Manual-Radial Drilling MCMVSEETARAMAN0% (1)
- O & M Manual-Radial Drilling MachineDokumen45 halamanO & M Manual-Radial Drilling MachineMVSEETARAMAN57% (7)
- Sri Jagadguru Abhinava Vidyathirtha Maha - Arya PDFDokumen8 halamanSri Jagadguru Abhinava Vidyathirtha Maha - Arya PDFMVSEETARAMANBelum ada peringkat
- Tirupugaz 23 Songs by Sudha RaghunathanDokumen1 halamanTirupugaz 23 Songs by Sudha RaghunathanMVSEETARAMANBelum ada peringkat
- Hydraulic Press 50T ManualDokumen36 halamanHydraulic Press 50T ManualMVSEETARAMAN100% (2)
- 2009 Madras Music Season - Manda Sudharani - Carnatic Music - Arunn's NotebookDokumen5 halaman2009 Madras Music Season - Manda Sudharani - Carnatic Music - Arunn's NotebookMVSEETARAMAN100% (1)
- Tharpana ManthramDokumen7 halamanTharpana ManthramMVSEETARAMANBelum ada peringkat
- Pines EcuDokumen7 halamanPines EcuWladimir AmaguañaBelum ada peringkat
- Rotary Blasthole Drill-MD6240Dokumen8 halamanRotary Blasthole Drill-MD6240GARIBelum ada peringkat
- Servicing Multitronic 0AWDokumen100 halamanServicing Multitronic 0AWAlanGaoBelum ada peringkat
- Gt650 Parts CatalogueDokumen114 halamanGt650 Parts CatalogueGustavo MurrayBelum ada peringkat
- Manual Quemador 100 HP HurtsDokumen118 halamanManual Quemador 100 HP Hurtssthefany whiteBelum ada peringkat
- Design of Electromagnetic Engine, No Fuel ConsumptionDokumen11 halamanDesign of Electromagnetic Engine, No Fuel ConsumptionKaran SaharBelum ada peringkat
- Ceccato Compressor Industrial Air Multibrand BusinessDokumen29 halamanCeccato Compressor Industrial Air Multibrand BusinessFati ZoraBelum ada peringkat
- Hyundai Catalogue - 2-87Dokumen86 halamanHyundai Catalogue - 2-87Ahmed RagabBelum ada peringkat
- BW-LL125 Winch Ops Manual 2005 PDFDokumen10 halamanBW-LL125 Winch Ops Manual 2005 PDFconcha42Belum ada peringkat
- Service Bulletin: Fuel Injection PumpDokumen6 halamanService Bulletin: Fuel Injection PumpAnonymous wpUyixsj100% (2)
- Vlvna SB 284 069 01Dokumen6 halamanVlvna SB 284 069 01Jonah RagleBelum ada peringkat
- Golf SupliersDokumen1 halamanGolf SupliersFrederico Rad FernandezBelum ada peringkat
- Roof HoodsDokumen3 halamanRoof Hoodsapara_jitBelum ada peringkat
- Global Davit GMBH Catalogue 2016Dokumen40 halamanGlobal Davit GMBH Catalogue 2016Anonymous wBv8isOBelum ada peringkat
- Listado Baterias PDFDokumen9 halamanListado Baterias PDFMiguel PazBelum ada peringkat
- Catalogo de Partes ORBIT-125Dokumen63 halamanCatalogo de Partes ORBIT-125lainer chauxBelum ada peringkat
- ATA 36 PneumaticsDokumen58 halamanATA 36 PneumaticsBao HuynhBelum ada peringkat
- GM Passlock II SystemDokumen14 halamanGM Passlock II Systemalmia tronicsBelum ada peringkat
- Baldor Motor MaintenanceDokumen4 halamanBaldor Motor Maintenanceessjrs1Belum ada peringkat
- Process Pump Technical OfferDokumen53 halamanProcess Pump Technical OfferHisham ElsayedBelum ada peringkat
- Pedoman Service RTG + Truck - TraillerDokumen5 halamanPedoman Service RTG + Truck - TraillerLeman Yudhi Bin RosyidBelum ada peringkat
- 国际39M混凝土泵车卖点介绍Specification & Advantages of SYG39Dokumen30 halaman国际39M混凝土泵车卖点介绍Specification & Advantages of SYG39Alex MazaBelum ada peringkat
- Pareto CAT777E Januari-Maret 2019Dokumen518 halamanPareto CAT777E Januari-Maret 2019SARTONO INDO FRANSBelum ada peringkat
- Consumer Lighting: List PriceDokumen50 halamanConsumer Lighting: List PriceYOUTH FUTUREBelum ada peringkat
- MM DFR 912 Rev0 2017redDokumen199 halamanMM DFR 912 Rev0 2017rednicolas arevaloBelum ada peringkat
- Transmissao CVT - Jf010e - Jf011eDokumen56 halamanTransmissao CVT - Jf010e - Jf011eautomaticosbrasil100% (1)
- Honda Civic 2002Dokumen102 halamanHonda Civic 2002Mac PirxBelum ada peringkat
- Hyundai Santa Fe 2001Dokumen54 halamanHyundai Santa Fe 2001Mac Pirx100% (1)
- 2021 Honda SH Mode 125 8 PDFDokumen148 halaman2021 Honda SH Mode 125 8 PDFbezawada sailakshmiBelum ada peringkat
- P5000 (At3502064) 98725-45100 Cat Engine (1) (K21 and K25) (Upto March 2018) Engine Mechanical 102-01 Engine Gasket KitDokumen243 halamanP5000 (At3502064) 98725-45100 Cat Engine (1) (K21 and K25) (Upto March 2018) Engine Mechanical 102-01 Engine Gasket Kit2119100146Belum ada peringkat