Anda mungkin juga menyukai
- Clasificacion de Los Procesos de FabricacionDokumen8 halamanClasificacion de Los Procesos de FabricacionJorge Marshall Matthers100% (1)
- Proteccion Contra El DeterioroDokumen10 halamanProteccion Contra El DeterioroAlfredoBelum ada peringkat
- Fundicion Practica 1Dokumen5 halamanFundicion Practica 1Missael MassaroBelum ada peringkat
- Equipo Mecanico de MoldeoDokumen14 halamanEquipo Mecanico de Moldeoemifer167% (3)
- Procesos de Formado y Recubrimiento de MetalesDokumen28 halamanProcesos de Formado y Recubrimiento de MetalesIvan Daniel Miranda Reyes50% (4)
- Practica7 RechazadoDokumen13 halamanPractica7 RechazadoGabo ContrerasBelum ada peringkat
- Tratamiento Térmico de Metales y No MetalesDokumen15 halamanTratamiento Térmico de Metales y No MetalesMickey HDBelum ada peringkat
- Recopilación Prácticas Manufactura Esime AzcapotzalcoDokumen24 halamanRecopilación Prácticas Manufactura Esime AzcapotzalcoBryant Paul Rivera DorianBelum ada peringkat
- Práctica Forja CincelDokumen5 halamanPráctica Forja CincelAdan Barrera100% (1)
- Moldeo en Arena VerdeDokumen7 halamanMoldeo en Arena VerdeSophie Laura PortilloBelum ada peringkat
- Práctica CizallaDokumen6 halamanPráctica CizallaPablo CampuzanoBelum ada peringkat
- RechazadoDokumen6 halamanRechazadoArmando OS100% (1)
- Practica de Forja 1Dokumen11 halamanPractica de Forja 1rockv13264% (11)
- Paxis de La Justicia Fiscal y Administrativa (Enero-Junio 2022)Dokumen255 halamanPaxis de La Justicia Fiscal y Administrativa (Enero-Junio 2022)Juridico100% (1)
- Flujo ExternoDokumen4 halamanFlujo ExternoEduar Alejos Mendoza100% (1)
- Practica de Forja 2.1Dokumen6 halamanPractica de Forja 2.1rockv132Belum ada peringkat
- Forjado y Templado de Un CincelDokumen11 halamanForjado y Templado de Un CincelFrancisco Vargas Glez100% (2)
- Practica de CizalladoDokumen6 halamanPractica de CizalladoIvan SanchezBelum ada peringkat
- 13.5 Diversos Procesos Y Molinos de LaminaciónDokumen5 halaman13.5 Diversos Procesos Y Molinos de LaminaciónJulio AlmanzaBelum ada peringkat
- Cuestonario RoladoDokumen2 halamanCuestonario RoladoSamuel Flores GonzalesBelum ada peringkat
- Forjado y TempladoDokumen8 halamanForjado y TempladoIvan MelendezBelum ada peringkat
- Fundicion Colado ContinuoDokumen4 halamanFundicion Colado ContinuoKevin Zaragoza0% (1)
- Unidad II Sistemas de TuberiasDokumen17 halamanUnidad II Sistemas de Tuberiaspepe princeBelum ada peringkat
- RechazadoDokumen6 halamanRechazadoLuis Fernando NolascoBelum ada peringkat
- 15Dokumen3 halaman15luis cordovaBelum ada peringkat
- CIZALLADODokumen11 halamanCIZALLADOAbbi AdeleéBelum ada peringkat
- Cuestionario 11Dokumen4 halamanCuestionario 11Paola Olmos PolBelum ada peringkat
- Método de Soldadura Por ElectrogásDokumen4 halamanMétodo de Soldadura Por ElectrogásGeraldine Buitrago PardoBelum ada peringkat
- Procesos de Manufactura - CulataDokumen16 halamanProcesos de Manufactura - CulataCarlosKentBelum ada peringkat
- El Proceso de Rechazado Consiste en Tres EtapasDokumen1 halamanEl Proceso de Rechazado Consiste en Tres EtapasGRACIELA QUISPE HUAMANBelum ada peringkat
- 16 ParteDokumen4 halaman16 ParteWilson Apaza Yucra100% (1)
- Fundicion en Modelo ConsumibleDokumen3 halamanFundicion en Modelo ConsumiblePelucheBelum ada peringkat
- Procesos Realizados en LaminaDokumen8 halamanProcesos Realizados en LaminaThe PUNISHERBelum ada peringkat
- Unidad 1.1 Definicion, Clasificacion y Principio de FuncionamientoDokumen15 halamanUnidad 1.1 Definicion, Clasificacion y Principio de FuncionamientoMartin Peralta50% (2)
- Rozamiento Del PistonDokumen10 halamanRozamiento Del PistonMiguel Angel ManBelum ada peringkat
- Maq. de Fluidos Comp. UNIDAD 1Dokumen39 halamanMaq. de Fluidos Comp. UNIDAD 1jairz01Belum ada peringkat
- Unidad 2.1.-Introduccion A La Fundicion.Dokumen37 halamanUnidad 2.1.-Introduccion A La Fundicion.GabiBelum ada peringkat
- Ejercicio 16-23 Transferencia de CalorDokumen4 halamanEjercicio 16-23 Transferencia de CalorAnthony CuevaBelum ada peringkat
- Fundición en Cáscara o en ConchaDokumen9 halamanFundición en Cáscara o en ConchaElker Villarreal DiosesBelum ada peringkat
- Colada ContinuaDokumen6 halamanColada Continuael_implackableBelum ada peringkat
- 4.3. Corte Por HiloDokumen4 halaman4.3. Corte Por Hiloisael sanchez garciaBelum ada peringkat
- Curva de Fricción de Un SistemaDokumen2 halamanCurva de Fricción de Un SistemaTeresa BalderasBelum ada peringkat
- Practica 4 TurbomaquinariaDokumen93 halamanPractica 4 TurbomaquinariaHin FernandoBelum ada peringkat
- Practica No 4Dokumen4 halamanPractica No 4Palacios Vazquez PhillBelum ada peringkat
- Practica Tunel de VientoDokumen9 halamanPractica Tunel de VientoAlfredo Toriz100% (1)
- Forja de Dado Abierto. 94-106Dokumen7 halamanForja de Dado Abierto. 94-106Daniel TibataBelum ada peringkat
- Ensayo 1.3 Categoría de Los Procesos de FabricaciónDokumen8 halamanEnsayo 1.3 Categoría de Los Procesos de FabricaciónENRIQUE SANCHEZBelum ada peringkat
- EsmeriladoDokumen48 halamanEsmeriladoMatiasBelum ada peringkat
- Esmerilado y RectificadoDokumen11 halamanEsmerilado y Rectificadokarla zelayaBelum ada peringkat
- Informe de Fundición de Aluminio en Molde de Arena VerdeDokumen12 halamanInforme de Fundición de Aluminio en Molde de Arena Verdejuan gomezBelum ada peringkat
- Fundición en Moldes MetálicosDokumen3 halamanFundición en Moldes MetálicosArmando DiazBelum ada peringkat
- Usos y Aplicaciones de Los Ensayos de DesgasteDokumen3 halamanUsos y Aplicaciones de Los Ensayos de DesgasteRaul Alejandro SotoBelum ada peringkat
- ACEROS Y Su Clasificacion AISIDokumen5 halamanACEROS Y Su Clasificacion AISIMayer ArizaBelum ada peringkat
- Que Fallas Pueden Presentar Estas Herramientas de CorteDokumen1 halamanQue Fallas Pueden Presentar Estas Herramientas de CorteAlejandro LiraBelum ada peringkat
- MAPA CONCEPTUAL Diseño MecanicoDokumen1 halamanMAPA CONCEPTUAL Diseño Mecanicofatima larissa rodriguezBelum ada peringkat
- Novena SemanaDokumen17 halamanNovena Semanadaniel ramosBelum ada peringkat
- Capitulo 14 Trabajo FinalDokumen49 halamanCapitulo 14 Trabajo FinalNelson Santiago Villarroel Aquino.Belum ada peringkat
- Laminacion de FormasDokumen31 halamanLaminacion de FormasMartin PriMarBelum ada peringkat
- Practica FundicionDokumen9 halamanPractica FundicionGussy BedollitaBelum ada peringkat
- Informe FundicionDokumen7 halamanInforme FundicionDayana LizethBelum ada peringkat
- Procesos Primarios de Formación para La ManufacturaDokumen10 halamanProcesos Primarios de Formación para La ManufacturaGonzalo Ruiz100% (1)
- Art Nouveau - EV GBDokumen12 halamanArt Nouveau - EV GBVivian BuitragoBelum ada peringkat
- Deber 9 - 20BDokumen4 halamanDeber 9 - 20BAlex Romero BustosBelum ada peringkat
- NTS PosadasDokumen18 halamanNTS PosadasInti RsBelum ada peringkat
- Cotización 275907Dokumen2 halamanCotización 275907juancarabaBelum ada peringkat
- EXAMEN 1 2017 ComentadoDokumen7 halamanEXAMEN 1 2017 ComentadoCarlos ArriazaBelum ada peringkat
- PDF Lab 2 Resonancia DDDokumen39 halamanPDF Lab 2 Resonancia DDTheDroidDrummer0% (1)
- Corrupción, Metafora de AmbiciónDokumen3 halamanCorrupción, Metafora de AmbiciónFernanda Latorre BermúdezBelum ada peringkat
- Exp 844 18 Repo Jtle Julio Alberto Alfaro Pajuelo Denuncia Oficio (R)Dokumen2 halamanExp 844 18 Repo Jtle Julio Alberto Alfaro Pajuelo Denuncia Oficio (R)Oscar Baltazar CaballeroBelum ada peringkat
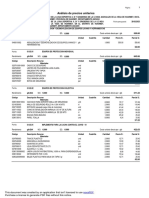
- 4.3. Analisis de Costos UnitariosDokumen3 halaman4.3. Analisis de Costos UnitariosBrayan Motta RodríguezBelum ada peringkat
- Clasificador de Bienes y Servicios - Colombia Compra Eficiente - Agencia Nacional de Contratación PúblicaDokumen3 halamanClasificador de Bienes y Servicios - Colombia Compra Eficiente - Agencia Nacional de Contratación PúblicaMj SanabriaBelum ada peringkat
- EETT UBS - VA v1Dokumen36 halamanEETT UBS - VA v1Giancarloo Salazar SanchezBelum ada peringkat
- Problemas 5 EBopampDokumen10 halamanProblemas 5 EBopampFreddy Hernandez BecerraBelum ada peringkat
- Foda MacaDokumen6 halamanFoda MacaCiro TeodorBelum ada peringkat
- VaristoresDokumen6 halamanVaristoresAnonymous irqp4cLnoSBelum ada peringkat
- Banco Nacional de Crédito, CDokumen1 halamanBanco Nacional de Crédito, Canon_59123484Belum ada peringkat
- Inspector SG-SST - Manual de FuncionesDokumen1 halamanInspector SG-SST - Manual de FuncionesYhonier Raul MoraBelum ada peringkat
- Las Organizaciones y El Nuevo Lugar de TrabajoDokumen22 halamanLas Organizaciones y El Nuevo Lugar de TrabajoValeria PullupaxiBelum ada peringkat
- Soporte Tec NicoDokumen5 halamanSoporte Tec NicoTesla RuizBelum ada peringkat
- Ticket de Salida Comparar y Ordenar Números Del 0 Al 100.Dokumen1 halamanTicket de Salida Comparar y Ordenar Números Del 0 Al 100.maria jose paivaBelum ada peringkat
- Examen U4Dokumen2 halamanExamen U4victor Rodriguez MagañaBelum ada peringkat
- Capìtulo 6 E-050Dokumen19 halamanCapìtulo 6 E-050jhany montoyaBelum ada peringkat
- Plan de VM 02.06.2022Dokumen29 halamanPlan de VM 02.06.2022Lucas Delgado BravoBelum ada peringkat
- Introducción A La Promoción de VentasDokumen3 halamanIntroducción A La Promoción de VentasAlejandra Jiménez CarbajalBelum ada peringkat
- Asimilación Steelmaster 1200WF - Sep 2019Dokumen19 halamanAsimilación Steelmaster 1200WF - Sep 2019Sergio RovedyBelum ada peringkat
- Indicadores de Gestión Comercial 2022-1Dokumen2 halamanIndicadores de Gestión Comercial 2022-1AGENCIA DEL EXITOBelum ada peringkat
- Programa de Seguridad Vial Hse Si PR 002Dokumen27 halamanPrograma de Seguridad Vial Hse Si PR 002Sairita OrtizBelum ada peringkat
- Ciclo Hidrologico, Cuencas, Gestion y ManejoDokumen14 halamanCiclo Hidrologico, Cuencas, Gestion y ManejoNatali LugoBelum ada peringkat
- SOLUCIONARIODokumen13 halamanSOLUCIONARIOJESUS100% (1)