Anda mungkin juga menyukai
- Certificados Planchas Acero Deck TacnaDokumen10 halamanCertificados Planchas Acero Deck TacnaAlexanderPaxBelum ada peringkat
- Empresa líder en ingeniería y fabricación estructurasDokumen11 halamanEmpresa líder en ingeniería y fabricación estructurasAndree Valladares AnampaBelum ada peringkat
- CV Diar Ingenieros - Diseño ProyectosDokumen10 halamanCV Diar Ingenieros - Diseño ProyectosAngelo CanchoBelum ada peringkat
- Ganchos de IzajeDokumen2 halamanGanchos de Izajeangel_machacaBelum ada peringkat
- Fabricación y Montaje de Estructuras Metálicas Rev 0Dokumen37 halamanFabricación y Montaje de Estructuras Metálicas Rev 0Sebastian DiazBelum ada peringkat
- QC-A-008 - Inspección de Pintado - V1Dokumen1 halamanQC-A-008 - Inspección de Pintado - V1eddy vilca100% (1)
- PATCT-DA-297000-04-TS-510 - 2 Fabricacion y Montaje de EstructurasDokumen43 halamanPATCT-DA-297000-04-TS-510 - 2 Fabricacion y Montaje de EstructurasCarlos Alberto OviedoBelum ada peringkat
- Fabricacion 001 Inspeccion VisualDokumen20 halamanFabricacion 001 Inspeccion Visualsam.blanco.j100% (1)
- Estructura MetalicaDokumen1 halamanEstructura MetalicaIncore ProyectosBelum ada peringkat
- Ficha Tecnica Soldadura Acero Inox 316LGDokumen1 halamanFicha Tecnica Soldadura Acero Inox 316LGmomitotk100% (1)
- Transmittal N08 - Aprobación de PlanosDokumen1 halamanTransmittal N08 - Aprobación de PlanosDaniel LaraBelum ada peringkat
- GO-Pr-007 Vaciado de PedestalesDokumen17 halamanGO-Pr-007 Vaciado de PedestalesMax KazumaBelum ada peringkat
- Memoria de Calculo Carreta de TrasladoDokumen7 halamanMemoria de Calculo Carreta de TrasladoJonathan Esqueche Aragon50% (2)
- Procedimiento de Resane de PinturaDokumen9 halamanProcedimiento de Resane de PinturachesporaneoBelum ada peringkat
- Normas técnicas peruanas aceroDokumen11 halamanNormas técnicas peruanas aceroGerardo Max Revelo SanchezBelum ada peringkat
- Hoja Tecnica Ultraprimer - Epoxy - 850 - FDDokumen2 halamanHoja Tecnica Ultraprimer - Epoxy - 850 - FDMartin AldaveBelum ada peringkat
- 15-0015 - JE - SGC - A001 SolaqueoDokumen6 halaman15-0015 - JE - SGC - A001 SolaqueoEDWINBelum ada peringkat
- Protocolo Baranda T13 A AltilloDokumen1 halamanProtocolo Baranda T13 A AltilloCarlosRobertoCamposJaraBelum ada peringkat
- Vidrios - Puertas y Ventanas PDFDokumen24 halamanVidrios - Puertas y Ventanas PDFJoel Holguin BailonBelum ada peringkat
- Certificado de calidad para pintura verde JET 70 MP RAL 6019Dokumen1 halamanCertificado de calidad para pintura verde JET 70 MP RAL 6019Emmanuel LoayzaBelum ada peringkat
- Prueba de Filtracion en Cobertura MetalicaDokumen1 halamanPrueba de Filtracion en Cobertura MetalicaArturo Yanquirimachi BarrantesBelum ada peringkat
- Informe Final - Pintado Exterior Tanque de Petroleo MARSADokumen26 halamanInforme Final - Pintado Exterior Tanque de Petroleo MARSAElin CaceresBelum ada peringkat
- Procedimiento de Montaje de Lona en Encapsulado de PlomoDokumen22 halamanProcedimiento de Montaje de Lona en Encapsulado de Plomocharlienrique50% (2)
- PANELES TERMO-AISLANTES POLIURETANO PUR PIR TAP 1160Dokumen2 halamanPANELES TERMO-AISLANTES POLIURETANO PUR PIR TAP 1160Juan Jose GomezBelum ada peringkat
- Ficha Tecnica Policarbonato Alveolar PDFDokumen6 halamanFicha Tecnica Policarbonato Alveolar PDFDaniel Orlando Pizarro MirandaBelum ada peringkat
- 02 Manual de Instalacion SupertechoDokumen8 halaman02 Manual de Instalacion SupertechoBryan Valdivia Aguilar100% (1)
- Manual Acero Deck SencicoDokumen31 halamanManual Acero Deck SencicoAngelina BarrBelum ada peringkat
- Certificado de Calidad N°5865 5 PDFDokumen3 halamanCertificado de Calidad N°5865 5 PDFJUANABelum ada peringkat
- Procedimiento de Enderezado de EstructuraDokumen7 halamanProcedimiento de Enderezado de EstructuraJesus CacharucoBelum ada peringkat
- S10 ValorizacionesDokumen2 halamanS10 ValorizacionesJose Coral MontesBelum ada peringkat
- III (12) Puesta - TierraDokumen21 halamanIII (12) Puesta - TierraliabiolBelum ada peringkat
- Cat Grating SedemiDokumen4 halamanCat Grating SedemiPaulina Velarde VelásquezBelum ada peringkat
- Gestión de calidad en la construcción: Plan de control QA/QCDokumen40 halamanGestión de calidad en la construcción: Plan de control QA/QCMostaceroDiazWislerBelum ada peringkat
- Cuadro de Carga Tecno OkDokumen38 halamanCuadro de Carga Tecno OkAlbert YacBelum ada peringkat
- Ficha Tecnica Perno Anclaje AOlivaDokumen2 halamanFicha Tecnica Perno Anclaje AOlivaMarioMorenoBelum ada peringkat
- Anypol 100 Resina Poliester Uso General Ficha TecnicaDokumen2 halamanAnypol 100 Resina Poliester Uso General Ficha Tecnicacharles hernanBelum ada peringkat
- Memoria Descriptiva Ara DossierDokumen9 halamanMemoria Descriptiva Ara DossierChristian Aguirre LópezBelum ada peringkat
- Instalación panel termoaislante TAT 1060Dokumen10 halamanInstalación panel termoaislante TAT 1060drodriguezpalacinBelum ada peringkat
- Indice General de Dossier de CalidadDokumen5 halamanIndice General de Dossier de CalidadANGELOBelum ada peringkat
- 02 Vigueta Prelistos Mixercon PDFDokumen2 halaman02 Vigueta Prelistos Mixercon PDFJean Romuacca NinaBelum ada peringkat
- Heavy Hex Nut DimensionsDokumen2 halamanHeavy Hex Nut Dimensionsluis martinezBelum ada peringkat
- Certificado de Granallado y PinturaDokumen4 halamanCertificado de Granallado y Pinturaaberrocalberrio100% (1)
- Ficha de A500-A572-A514Dokumen4 halamanFicha de A500-A572-A514ccarlos477Belum ada peringkat
- Procedimiento Inst. Cerco Metálico - REV02Dokumen9 halamanProcedimiento Inst. Cerco Metálico - REV02Franklin Alayo PoloBelum ada peringkat
- Presupuesto General Del Portico 10 de Diciembre Del 2013Dokumen1 halamanPresupuesto General Del Portico 10 de Diciembre Del 2013Jusn PerezBelum ada peringkat
- 001 SGC-QC-03 Control DimencionalDokumen1 halaman001 SGC-QC-03 Control DimencionalleonardoBelum ada peringkat
- Fisher Ampollas QuimicasDokumen3 halamanFisher Ampollas QuimicasMarceloBelum ada peringkat
- Protocolos de Arenado de Estructura MetaDokumen5 halamanProtocolos de Arenado de Estructura MetaGh LiaBelum ada peringkat
- Plan de Trabajo Fabricación de Soportes de Linea de Bombas Rev. 01Dokumen24 halamanPlan de Trabajo Fabricación de Soportes de Linea de Bombas Rev. 01Alfonso LeonardoBelum ada peringkat
- Promastic 89 MP 1Dokumen2 halamanPromastic 89 MP 1David Chuquijajas ChuquilinBelum ada peringkat
- Prueba de adherencia por tracción en baranda metálicaDokumen6 halamanPrueba de adherencia por tracción en baranda metálicaPedro Juan Dàvila ZùñigaBelum ada peringkat
- Waterstop de PVC, Hoja Tecnica, 2015 MCDokumen1 halamanWaterstop de PVC, Hoja Tecnica, 2015 MCBrayan Farfan ValladolidBelum ada peringkat
- Memoria de Calculo ApuntalamientoDokumen11 halamanMemoria de Calculo ApuntalamientoMiguel Angel Salinas MuñozBelum ada peringkat
- 240K C2 OT 05 002 2T Manual de Calidad ObraDokumen854 halaman240K C2 OT 05 002 2T Manual de Calidad ObraAlex Cuno100% (1)
- ENSAYO Tintas Penetrantes - ESTRUCTURADokumen1 halamanENSAYO Tintas Penetrantes - ESTRUCTURAivanbfBelum ada peringkat
- Nazca Pro 7018Dokumen1 halamanNazca Pro 7018adanmeneses1Belum ada peringkat
- Puntos de Inspección MONTAJE - Inkas GoldDokumen12 halamanPuntos de Inspección MONTAJE - Inkas GoldFrank Ramos BeltranBelum ada peringkat
- Plan Puntos Inspección MecanicoDokumen15 halamanPlan Puntos Inspección MecanicoRossell Abarca Quispe100% (1)
- Ppi Nestle Peru S.A.Dokumen3 halamanPpi Nestle Peru S.A.David Luis Cantando Canciones100% (1)
- Cc-l-002 Plan de Puntos de InspecciónDokumen6 halamanCc-l-002 Plan de Puntos de InspecciónjuanBelum ada peringkat
- Valvula 18540 SP IMDokumen2 halamanValvula 18540 SP IMAngelTinoco100% (1)
- Aws WJ Esp 201804Dokumen52 halamanAws WJ Esp 201804mayata100% (1)
- Anexo M - Aws d.15 - 2015Dokumen10 halamanAnexo M - Aws d.15 - 2015AngelTinocoBelum ada peringkat
- Carta de Presentacion - Testing Service Group S A CDokumen13 halamanCarta de Presentacion - Testing Service Group S A CAngelTinocoBelum ada peringkat
- Anexo Q 2015Dokumen12 halamanAnexo Q 2015AngelTinocoBelum ada peringkat
- Procedimiento de Pintado - Proyecto ChailhuagonDokumen9 halamanProcedimiento de Pintado - Proyecto ChailhuagonAngelTinocoBelum ada peringkat
- Anexo P Aws d1.5 2015Dokumen2 halamanAnexo P Aws d1.5 2015AngelTinocoBelum ada peringkat
- Revista Aws American Welding Society Enero 2016Dokumen60 halamanRevista Aws American Welding Society Enero 2016FrancoAcevedoPascualBelum ada peringkat
- Anexo Q 2015Dokumen12 halamanAnexo Q 2015AngelTinocoBelum ada peringkat
- Anexo N Aws d1.5 2015Dokumen3 halamanAnexo N Aws d1.5 2015AngelTinocoBelum ada peringkat
- Metodos de Precalentamiento - AWS D1.5-2015Dokumen10 halamanMetodos de Precalentamiento - AWS D1.5-2015AngelTinocoBelum ada peringkat
- Anexo I - Aws d1.5 - 2015Dokumen2 halamanAnexo I - Aws d1.5 - 2015AngelTinocoBelum ada peringkat
- Procedimiento de pinturaDokumen7 halamanProcedimiento de pinturaAngelTinocoBelum ada peringkat
- Plan de Calidad OT-20201 - ChailhuagonDokumen10 halamanPlan de Calidad OT-20201 - ChailhuagonAngelTinocoBelum ada peringkat
- QAP-575-12 Rev 1Dokumen15 halamanQAP-575-12 Rev 1AngelTinocoBelum ada peringkat
- QAP-575-12 Rev 1Dokumen15 halamanQAP-575-12 Rev 1AngelTinocoBelum ada peringkat
- Pie 575-12 Rev 1Dokumen3 halamanPie 575-12 Rev 1AngelTinocoBelum ada peringkat
- Hudbay Reporte de Conductividad Constancia Esmetal 25.07.13 Rcch.Dokumen1 halamanHudbay Reporte de Conductividad Constancia Esmetal 25.07.13 Rcch.AngelTinocoBelum ada peringkat
- Failure Analysis (Rca) - Dorissa - DesbloqueadoDokumen20 halamanFailure Analysis (Rca) - Dorissa - DesbloqueadoAngelTinocoBelum ada peringkat
- Responsabilidad GerencialDokumen10 halamanResponsabilidad GerencialAngelTinocoBelum ada peringkat
- PQR Asme #01Dokumen2 halamanPQR Asme #01AngelTinocoBelum ada peringkat
- Productos No ConformesDokumen6 halamanProductos No ConformesAngelTinocoBelum ada peringkat
- PQR #03Dokumen2 halamanPQR #03AngelTinocoBelum ada peringkat
- Us Ingysold Plant LP 201505Dokumen2 halamanUs Ingysold Plant LP 201505AngelTinocoBelum ada peringkat
- PQR Asme #01Dokumen2 halamanPQR Asme #01AngelTinocoBelum ada peringkat
- Reportes PQR 003Dokumen8 halamanReportes PQR 003AngelTinocoBelum ada peringkat
- Sierra Gorda Pintura PDFDokumen37 halamanSierra Gorda Pintura PDFEl_memitoBelum ada peringkat
- PQR #03Dokumen2 halamanPQR #03AngelTinocoBelum ada peringkat
- PQR Aws NºDokumen2 halamanPQR Aws NºAngelTinocoBelum ada peringkat
- PQR Aws #03Dokumen2 halamanPQR Aws #03AngelTinocoBelum ada peringkat
- Aplicaciones para Montar Tu Propio Webmail (I) PDFDokumen14 halamanAplicaciones para Montar Tu Propio Webmail (I) PDFRoot1976Belum ada peringkat
- DiapositivasMySQL PresentacionDokumen29 halamanDiapositivasMySQL PresentacionNinoska Chura LlojllaBelum ada peringkat
- URP Recuperacion ClavesDokumen10 halamanURP Recuperacion ClavesChiquita WebbBelum ada peringkat
- Wikipedia EmuleDokumen17 halamanWikipedia EmuleAriel MartínBelum ada peringkat
- Títulos en Normas APA - Normas APADokumen8 halamanTítulos en Normas APA - Normas APAAlfonso MartinezBelum ada peringkat
- Escenarios de Atributos de CalidadDokumen8 halamanEscenarios de Atributos de CalidadJOSE DAVID DIAZ GARZONBelum ada peringkat
- Guía 4 Tablas DinámicasDokumen4 halamanGuía 4 Tablas Dinámicasmelissa R.Belum ada peringkat
- APLICACIONESOFIMATICASDokumen3 halamanAPLICACIONESOFIMATICASjhsanche0% (1)
- Matriz Fab Estrategias para La Eleccion de Un Empleador PotencialDokumen3 halamanMatriz Fab Estrategias para La Eleccion de Un Empleador PotencialNahiroby RamirezBelum ada peringkat
- Practica5 PDFDokumen1 halamanPractica5 PDFvictor estradaBelum ada peringkat
- Grupo 6optimizacion de Mototraillas y RetroexcavadorasDokumen8 halamanGrupo 6optimizacion de Mototraillas y RetroexcavadorasJuan Carlos SandovalBelum ada peringkat
- Servicios Fortinec Sn3 Version FinalDokumen27 halamanServicios Fortinec Sn3 Version FinalFernando RuizBelum ada peringkat
- CV Villacorta Trinidad Sebastian RaulDokumen3 halamanCV Villacorta Trinidad Sebastian RaulJeff NavarroBelum ada peringkat
- Tema 2Dokumen21 halamanTema 2Angel MirandaBelum ada peringkat
- Propuesta - para - La - Implementación - de - Proyectos - de - Aula - Ut Ilizando El Modelo de Jonassen para Ambientes de Aprendizaje - ConstructivistasDokumen12 halamanPropuesta - para - La - Implementación - de - Proyectos - de - Aula - Ut Ilizando El Modelo de Jonassen para Ambientes de Aprendizaje - ConstructivistasFernando VitolaBelum ada peringkat
- Sistema de IG Tarea 9 Capitulo 8Dokumen14 halamanSistema de IG Tarea 9 Capitulo 8Dayanara G FalconeBelum ada peringkat
- TFM Jaslin 02072012Dokumen81 halamanTFM Jaslin 02072012Xavier Ligna MontaBelum ada peringkat
- Estructura de Una Memoria de TrabajoDokumen92 halamanEstructura de Una Memoria de TrabajoROBERTO AYALABelum ada peringkat
- Ggu GabionDokumen2 halamanGgu GabionFerney GomezBelum ada peringkat
- Taller Excel 1 2017 - 1Dokumen2 halamanTaller Excel 1 2017 - 1Lina María Pineda MuñozBelum ada peringkat
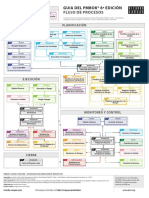
- Ricardo Vargas Simplified Pmbok Flow 6ed Color ES-A3Dokumen1 halamanRicardo Vargas Simplified Pmbok Flow 6ed Color ES-A3rmendoza85Belum ada peringkat
- Manual Prácticas Variador SINAMICS V20Dokumen50 halamanManual Prácticas Variador SINAMICS V20Fran Bauti Méndez Hernández100% (2)
- Formato Consolidado Acciones CorrectivasDokumen16 halamanFormato Consolidado Acciones CorrectivasauraBelum ada peringkat
- VFX vs SFX: Definición de Efectos Especiales y VisualesDokumen14 halamanVFX vs SFX: Definición de Efectos Especiales y VisualesLisandro TassaraBelum ada peringkat
- Pic 16F886Dokumen7 halamanPic 16F886Jarot HackingBelum ada peringkat
- Práctica 3 - Fibra de Vidrio y Resina PoliesterDokumen7 halamanPráctica 3 - Fibra de Vidrio y Resina Poliesterstephany piedraBelum ada peringkat
- Cargue Nomina Localizada ColombiaDokumen50 halamanCargue Nomina Localizada ColombiaJeison Contreras100% (2)
- Instructivo Formato 607Dokumen22 halamanInstructivo Formato 607EdileniaMateoQuezadaBelum ada peringkat
- Laboratorio 2Dokumen16 halamanLaboratorio 2Alejandro OliveraBelum ada peringkat
- Configura IP y acceso remoto DVRDokumen31 halamanConfigura IP y acceso remoto DVRFabian CevallosBelum ada peringkat