Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Manual P&ID AutodeskDokumen116 halamanManual P&ID AutodeskBruno Morabito100% (3)
- Manual P&ID AutodeskDokumen116 halamanManual P&ID AutodeskBruno Morabito100% (3)
- Strength-of-Materials-by-James E. Boyd PDFDokumen315 halamanStrength-of-Materials-by-James E. Boyd PDFKolawolejt100% (1)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Manual de CambiadoresDokumen11 halamanManual de CambiadoresMiguel Angel Medina CastellanosBelum ada peringkat
- Magnetic Particle Process Guide PDFDokumen1 halamanMagnetic Particle Process Guide PDFdwimukh360Belum ada peringkat
- Tank Vessel HandbookDokumen76 halamanTank Vessel HandbooklsgmzBelum ada peringkat
- Material Spect World WideDokumen34 halamanMaterial Spect World WideSadhasivam VeluBelum ada peringkat
- EBS Electronically Controlled Brake System: System and Functional DescriptionDokumen44 halamanEBS Electronically Controlled Brake System: System and Functional Descriptionraidhemed100% (3)
- Section Factors HPADokumen16 halamanSection Factors HPATanmay GorBelum ada peringkat
- 3450en GBDokumen2 halaman3450en GBHari RameshBelum ada peringkat
- Torsional VibrationDokumen3 halamanTorsional VibrationAnish PaiBelum ada peringkat
- Engineering Note NTC and PTC Thermistors: Vishay DaleDokumen3 halamanEngineering Note NTC and PTC Thermistors: Vishay DaleDiabloBelum ada peringkat
- History of The Development of Cement and Concrete (Non-HydraulicDokumen2 halamanHistory of The Development of Cement and Concrete (Non-HydraulicourebooksBelum ada peringkat
- Polymer Engineering FundamentalsDokumen20 halamanPolymer Engineering FundamentalsNoor FatimaBelum ada peringkat
- Reverse Osmosis SystemsDokumen1 halamanReverse Osmosis SystemsNaresh KhubaniBelum ada peringkat
- El FF TD 01Dokumen2 halamanEl FF TD 01Masood Alam FarooquiBelum ada peringkat
- SP 400Dokumen32 halamanSP 400IngArnaldoParraBelum ada peringkat
- Forc106 - Module 8 NewDokumen9 halamanForc106 - Module 8 Newkimberlyn odoñoBelum ada peringkat
- Private Employers - GurgaonDokumen51 halamanPrivate Employers - Gurgaonsaurabh_shuklaBelum ada peringkat
- Novolac Vinyl Ester Resin: Asecorr 970Dokumen2 halamanNovolac Vinyl Ester Resin: Asecorr 970Mohammed SafwanBelum ada peringkat
- Difference Between Static Relays and Electromagnetic RelaysDokumen2 halamanDifference Between Static Relays and Electromagnetic Relayskriitka86% (7)
- Vital Waste GraphicsDokumen44 halamanVital Waste GraphicsEliud NogueraBelum ada peringkat
- M 6.340 LPDC Functional Validation of Equipment at SupplierDokumen69 halamanM 6.340 LPDC Functional Validation of Equipment at SupplierJesus ValdezBelum ada peringkat
- Is 3589Dokumen19 halamanIs 3589kishor.kokate60% (5)
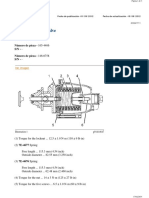
- Exhaust Bypass ValveDokumen3 halamanExhaust Bypass ValveHugo CiprianiBelum ada peringkat
- Advanced Tool Design Question PaperDokumen1 halamanAdvanced Tool Design Question PaperMr. N. GnaneswaranBelum ada peringkat
- Chemistry: PAPER 1 Multiple ChoiceDokumen16 halamanChemistry: PAPER 1 Multiple ChoiceVarun PanickerBelum ada peringkat
- Temperature MeasurementDokumen70 halamanTemperature MeasurementMGHIRBI HAYKELBelum ada peringkat
- CentraCore PDFDokumen2 halamanCentraCore PDFsathya2040Belum ada peringkat
- EE Project MapuaDokumen9 halamanEE Project MapuaGlenn Midel Delos SantosBelum ada peringkat
- Baldor-Maska Catalog (MM) - CA6001Dokumen20 halamanBaldor-Maska Catalog (MM) - CA6001dark_followerBelum ada peringkat
- Manual Aire Acondicionado HaierDokumen48 halamanManual Aire Acondicionado Haierjguerrero.067100% (3)
- Axminster 22 - Outdoor & Gardening - p648-p670Dokumen23 halamanAxminster 22 - Outdoor & Gardening - p648-p670Pierre799esBelum ada peringkat
- TDS - 4S Service ManualDokumen271 halamanTDS - 4S Service ManualLeonardo Alvarez100% (4)
- Alfa Laval Unique RV P Pneumatic Regulating Valve Instruction Manual Ese02801enDokumen32 halamanAlfa Laval Unique RV P Pneumatic Regulating Valve Instruction Manual Ese02801enRobert MoreiraBelum ada peringkat
- Molded Case Circuit Breakers Vol04 - Tab02Dokumen432 halamanMolded Case Circuit Breakers Vol04 - Tab02susanalopzBelum ada peringkat
- 05892E02Dokumen39 halaman05892E02adelBelum ada peringkat
- MasterSeal Traffic 1330Dokumen3 halamanMasterSeal Traffic 1330Jonathan Wardrop100% (1)