Anda mungkin juga menyukai
- Termodinámica - 6ta Edición - Kenneth Wark Jr. & Donald E. RichardsDokumen535 halamanTermodinámica - 6ta Edición - Kenneth Wark Jr. & Donald E. RichardsGeovani Vargas100% (5)
- Presupuesto Remodelacion CasaDokumen101 halamanPresupuesto Remodelacion Casajosestalin198370% (10)
- Lavarropas Drean FamilyDokumen4 halamanLavarropas Drean FamilyEdu Mctrnc100% (1)
- A-27 Detalles de Acabados Piso y Muros Formato A1Dokumen1 halamanA-27 Detalles de Acabados Piso y Muros Formato A1Sacaca Condori WalterBelum ada peringkat
- CribasDokumen20 halamanCribasIdalia Carrasco GallegosBelum ada peringkat
- Historia de Soldadura PDFDokumen10 halamanHistoria de Soldadura PDFSaints Quiñones Parimango0% (1)
- Brochure - Cmas 100-Sl SKFDokumen4 halamanBrochure - Cmas 100-Sl SKFJavier Ccorimanya Timoteo100% (1)
- Van Wylen - Fundamentos de Termodinámica - 6ed PDFDokumen126 halamanVan Wylen - Fundamentos de Termodinámica - 6ed PDFGremar Da Mata0% (1)
- Banco de Balanceo Dinamico 3Dokumen58 halamanBanco de Balanceo Dinamico 3Ronald Balderrama100% (1)
- Anexo 1Dokumen3 halamanAnexo 1Davicho Cisterna AguayoBelum ada peringkat
- Cuadernos de Trabajo Mejora de La Calidad y Las 5SDokumen43 halamanCuadernos de Trabajo Mejora de La Calidad y Las 5SMelissa Lisbeth100% (1)
- Balanceo de EjesDokumen18 halamanBalanceo de Ejesjricardo_330742Belum ada peringkat
- Actividad 1 - Investigación de Conceptos GeneralesDokumen7 halamanActividad 1 - Investigación de Conceptos GeneralesduberBelum ada peringkat
- Alineación de Presicion LaserDokumen73 halamanAlineación de Presicion LaserChelo RomeroBelum ada peringkat
- Curso Control de Calidad de Uniones Soldadas-parte1-OSINERGDokumen93 halamanCurso Control de Calidad de Uniones Soldadas-parte1-OSINERGHector Tixe100% (1)
- Cómo Calcular La Cantidad y Frecuencia de Grasa para RodamientosDokumen3 halamanCómo Calcular La Cantidad y Frecuencia de Grasa para RodamientosMIGUEL ANDRES DURAN ALVAREZBelum ada peringkat
- Normas AwsDokumen16 halamanNormas Awsjoel100% (1)
- Guia para La Inspeccion Visual de Soldaduras AWS B1.11Dokumen19 halamanGuia para La Inspeccion Visual de Soldaduras AWS B1.11Antonio Juantok100% (1)
- Aceros AleadosDokumen6 halamanAceros AleadosAriel NLBelum ada peringkat
- Manual de Soldadura Smaw MiltonDokumen59 halamanManual de Soldadura Smaw MiltonMILTONBelum ada peringkat
- Calculo de La Frecuencia de Inspección de MantenimientopredictivoDokumen6 halamanCalculo de La Frecuencia de Inspección de MantenimientopredictivoJavier GuerreroBelum ada peringkat
- Catalogo Folleto RecsolDokumen8 halamanCatalogo Folleto RecsolBasellLiveBelum ada peringkat
- Mexican Inspeccion de Recipientes A PresionDokumen17 halamanMexican Inspeccion de Recipientes A PresionOSCAR REINALDO GOYENECHE MORENO100% (1)
- Capitulo 7 DIAGNOSTICO UTILIZANDO LOS PARAMETROS ACELERACION Y ENVOLVENTEDokumen38 halamanCapitulo 7 DIAGNOSTICO UTILIZANDO LOS PARAMETROS ACELERACION Y ENVOLVENTEnestor gpe100% (1)
- PROY-NRF-020-PEMEX Calificación de SoldadoresDokumen13 halamanPROY-NRF-020-PEMEX Calificación de Soldadoresolgapatricia80Belum ada peringkat
- Maquinas de BalanceoDokumen17 halamanMaquinas de BalanceoJose Infantes MauricioBelum ada peringkat
- 1187042273auditorias de Trampas de VaporDokumen4 halaman1187042273auditorias de Trampas de VaporCesar Raul Alta-Torre FloresBelum ada peringkat
- Metalurgia de La SoldaduraDokumen99 halamanMetalurgia de La SoldaduraJavierAlbertoGarciaSeledonioBelum ada peringkat
- Aws D 1.3.0Dokumen5 halamanAws D 1.3.0luisBelum ada peringkat
- Plan de Mantenimiento Preventivo para Los Procesos de Trituracion y Molienda de La Planta de Beneficio Maria Dama Frontino Gold MinesDokumen46 halamanPlan de Mantenimiento Preventivo para Los Procesos de Trituracion y Molienda de La Planta de Beneficio Maria Dama Frontino Gold MinesJosé Luis TolaBelum ada peringkat
- Norma AWSDokumen4 halamanNorma AWSJoseph Toscano Pinto100% (1)
- Chumaceras BipartidasDokumen71 halamanChumaceras BipartidasJhonFerneyBohorquezSaldarriagaBelum ada peringkat
- Flotacion de CobreDokumen9 halamanFlotacion de CobreRuben Eduardo Charcape JimenezBelum ada peringkat
- 6112 ES TCM 42-113427Dokumen108 halaman6112 ES TCM 42-113427noregisteredBelum ada peringkat
- IF. SUFICIENCIA (25-01-15) para ClaseDokumen83 halamanIF. SUFICIENCIA (25-01-15) para ClaseJuan Carlos Donayre SalasBelum ada peringkat
- NTC 4039 Electrodo Tubular para Soldar Por Arco Eléctrico Aceros Bajamente Aleados PDFDokumen32 halamanNTC 4039 Electrodo Tubular para Soldar Por Arco Eléctrico Aceros Bajamente Aleados PDFjavoidea696526Belum ada peringkat
- Clasificacion Soldaduras WesArcoDokumen11 halamanClasificacion Soldaduras WesArcoandres16012008Belum ada peringkat
- Fundamentos Del Control de Las Distorsiones PDFDokumen38 halamanFundamentos Del Control de Las Distorsiones PDFCarlos ValenciaBelum ada peringkat
- Neptuno Pumps® - Soluciones de Bombeo Eficientes, Innovadoras y SustentablesDokumen5 halamanNeptuno Pumps® - Soluciones de Bombeo Eficientes, Innovadoras y SustentablesDaniel BravoBelum ada peringkat
- Aceros de Alto CarbonoDokumen14 halamanAceros de Alto CarbonoLuis Antonio Aquino CamahualiBelum ada peringkat
- Guia Inspeccion VisualDokumen3 halamanGuia Inspeccion VisualCristian BernalBelum ada peringkat
- Deterioro y Falla Por Corrosión Electroquímica y Fatiga MecánicaDokumen22 halamanDeterioro y Falla Por Corrosión Electroquímica y Fatiga MecánicaISAI KEOMA CHIRINOS DIAZBelum ada peringkat
- FcawDokumen2 halamanFcawJholorteguirO-oBelum ada peringkat
- Capítulo 02 Tipos de FallaDokumen56 halamanCapítulo 02 Tipos de Fallajuan carlos pastran cruzBelum ada peringkat
- NTC 3570 Metal de Aporte para Soldadura de Aceros de Baja Aleación Por Arco Eléctrico Con Gas de Protección PDFDokumen37 halamanNTC 3570 Metal de Aporte para Soldadura de Aceros de Baja Aleación Por Arco Eléctrico Con Gas de Protección PDFjavoidea696526Belum ada peringkat
- Arco SumergidoDokumen42 halamanArco Sumergidomessigol10Belum ada peringkat
- Tubrod WSDokumen1 halamanTubrod WScamelod555Belum ada peringkat
- Diseno de Soldadura TanquesDokumen76 halamanDiseno de Soldadura TanquescorvissBelum ada peringkat
- Estructuras de AceroDokumen62 halamanEstructuras de AceroAnonymous FeSflG2TlBelum ada peringkat
- Metrologia BasicaDokumen3 halamanMetrologia BasicaAvella Valderrama IvanBelum ada peringkat
- El ABC de La Calificación de Procedimientos de SoldaduraDokumen27 halamanEl ABC de La Calificación de Procedimientos de Soldaduramasv792512100% (1)
- ISO-2372.-evaluaciones de La Severidad PDFDokumen33 halamanISO-2372.-evaluaciones de La Severidad PDFJorge Alfonzo Velazco Diaz100% (2)
- Alineamiento 01+Dokumen75 halamanAlineamiento 01+RYG METALIKAS S.R.L.Belum ada peringkat
- Mandrinado PDFDokumen44 halamanMandrinado PDFZamaria Hernandez ArroyoBelum ada peringkat
- Copia Traducida de E384.1578226-1Dokumen70 halamanCopia Traducida de E384.1578226-1María Ximena BABelum ada peringkat
- Ingenieria Conceptual Basica y de Detalle PDFDokumen10 halamanIngenieria Conceptual Basica y de Detalle PDFCarlos Aparicio MaydanaBelum ada peringkat
- Temaiv - Parte 3.falla en SoldadurasDokumen40 halamanTemaiv - Parte 3.falla en SoldadurasLinda GilBelum ada peringkat
- Posiciones de SoldaduraDokumen9 halamanPosiciones de SoldaduraNyssen A Castillo BBelum ada peringkat
- Composicion y Denominacion de Los Aceros Astm, Aisi, Asme, NTCDokumen8 halamanComposicion y Denominacion de Los Aceros Astm, Aisi, Asme, NTCMelquisedec PCBelum ada peringkat
- Examen de Soldadura de Aceros InoxidablesDokumen4 halamanExamen de Soldadura de Aceros InoxidablesJesus Manuel Tambo LimachiBelum ada peringkat
- Manejo Rotalign Ultra ISDokumen81 halamanManejo Rotalign Ultra ISAVBelum ada peringkat
- Fisuracion en CalienteDokumen31 halamanFisuracion en CalienteMiguel Arguz100% (1)
- Manual Aws SoldaduraDokumen46 halamanManual Aws SoldaduraArenadoIndustrialEyjmaincoIloBelum ada peringkat
- Procedimiento de SoldaduraDokumen46 halamanProcedimiento de SoldaduraluiggichBelum ada peringkat
- 6 Alambres para Soldar Aceros Al Carbono Por MIG MAGDokumen9 halaman6 Alambres para Soldar Aceros Al Carbono Por MIG MAGOscarBelum ada peringkat
- Bombas Centrifugas, Paletas y EngranajesDokumen15 halamanBombas Centrifugas, Paletas y EngranajesJan Pierre Paz ZuñigaBelum ada peringkat
- Las Metas Del Análisis TransaccionalDokumen3 halamanLas Metas Del Análisis TransaccionalJan Pierre Paz ZuñigaBelum ada peringkat
- Componentes de La ProgramacionDokumen27 halamanComponentes de La ProgramacionJan Pierre Paz ZuñigaBelum ada peringkat
- Metodo de Los Tres AmperimetrosDokumen10 halamanMetodo de Los Tres AmperimetrosJan Pierre Paz ZuñigaBelum ada peringkat
- Codigo de Soldadura de Puentes Aws D 1 FinalDokumen15 halamanCodigo de Soldadura de Puentes Aws D 1 FinalJan Pierre Paz ZuñigaBelum ada peringkat
- Metodo de Los Tres AmperimetrosDokumen10 halamanMetodo de Los Tres AmperimetrosJan Pierre Paz ZuñigaBelum ada peringkat
- Proyecto de Banco SoldaduraDokumen16 halamanProyecto de Banco SoldaduraJeremias Solano RojasBelum ada peringkat
- Sika Fume - Calculo de Materiales ChicomaDokumen12 halamanSika Fume - Calculo de Materiales ChicomaALONSO MANUEL CHICOMA MAUROBelum ada peringkat
- Pruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFDokumen43 halamanPruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFlast1973Belum ada peringkat
- Estructura de ParrillaDokumen6 halamanEstructura de ParrillaMiltonYoserInfantesMonteroBelum ada peringkat
- Plantilla - Formato - Trazabilidad de SoldadurasDokumen24 halamanPlantilla - Formato - Trazabilidad de SoldadurasJaime VeraBelum ada peringkat
- Procedimiento de Soldadura Smaw BiseladasDokumen6 halamanProcedimiento de Soldadura Smaw BiseladasAnalista Control de CalidadBelum ada peringkat
- Apu Arq ChalponDokumen162 halamanApu Arq ChalponCarlos Galvez AlvarezBelum ada peringkat
- Manual de Partes - Hidrogrubert T15000Dokumen47 halamanManual de Partes - Hidrogrubert T15000GermanBelum ada peringkat
- Formato 14 JulioDokumen73 halamanFormato 14 JulioRocio AmancaBelum ada peringkat
- Guia Aprendizaje N°3 - Soldadura Tercero MedioDokumen10 halamanGuia Aprendizaje N°3 - Soldadura Tercero MedioSebastián SeguraBelum ada peringkat
- WPQ Pemex Julio 2014Dokumen2 halamanWPQ Pemex Julio 2014UltrasonidoIndustrialMonclovaSendyccaBelum ada peringkat
- Cap4 CalificaciónDokumen70 halamanCap4 CalificaciónMaría José MeléndezBelum ada peringkat
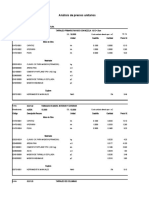
- Analisis de Precio UnitarioDokumen25 halamanAnalisis de Precio UnitarioJean Piere Garcia FloresBelum ada peringkat
- Presupuesto Santa Rosa - Ejemplo MirnaDokumen75 halamanPresupuesto Santa Rosa - Ejemplo MirnaJeyson Amaro RojasBelum ada peringkat
- Mortero de CementoDokumen19 halamanMortero de CementoAntonio FloresBelum ada peringkat
- Junta Atornillada Cálculo TornillosDokumen3 halamanJunta Atornillada Cálculo TornilloscezapeBelum ada peringkat
- WPS AsmeDokumen7 halamanWPS AsmeCelso Sanabria100% (1)
- Analisis de Precios 106083Dokumen138 halamanAnalisis de Precios 106083Allan MaradiagaBelum ada peringkat
- El Cemento: Mg. Ing. Liliana Janet Chavarría ReyesDokumen25 halamanEl Cemento: Mg. Ing. Liliana Janet Chavarría ReyesCristian Estela HornaBelum ada peringkat
- Cuadro Comparativo Empresas - Ayala Martinez Carlos EnriqueDokumen4 halamanCuadro Comparativo Empresas - Ayala Martinez Carlos EnriqueCarlos Enrique Ayala MartinezBelum ada peringkat
- NCh1335 Of.96 Dibujo Técnico y SoldaduraDokumen13 halamanNCh1335 Of.96 Dibujo Técnico y SoldaduraCarlOs Muñoz RuizBelum ada peringkat
- Apus - Ratios de Horas Hombre Clase 1-2Dokumen36 halamanApus - Ratios de Horas Hombre Clase 1-2gastonBelum ada peringkat
- Ar-26 Plano de DetallesDokumen1 halamanAr-26 Plano de DetallesJoshy Huanca JuarezBelum ada peringkat
- Mortero de Cal Y CaolínDokumen2 halamanMortero de Cal Y CaolínLuis Loyola ArquerosBelum ada peringkat
- Diseño de Mezcla Modulo de FinezaDokumen30 halamanDiseño de Mezcla Modulo de FinezaMario MariOsoBelum ada peringkat
- Crusigrama de SoldaduraDokumen1 halamanCrusigrama de SoldaduraSteph PalaciosBelum ada peringkat
- Problemas Resueltos de Diseno de Mezclas Del Concreto 64693 Downloable 1668354Dokumen20 halamanProblemas Resueltos de Diseno de Mezclas Del Concreto 64693 Downloable 1668354César Palma CarreñoBelum ada peringkat