Anda mungkin juga menyukai
- Corn RefineryDokumen31 halamanCorn RefineryAmit Arora100% (1)
- SAE Material and Design Guidelines For Reinforces Thermoplastic Body PanelsDokumen16 halamanSAE Material and Design Guidelines For Reinforces Thermoplastic Body PanelsRobby RenzBelum ada peringkat
- Solid Lubrication Fundamentals Amp Applications Materials Engineering PDFDokumen415 halamanSolid Lubrication Fundamentals Amp Applications Materials Engineering PDFBadunoniBelum ada peringkat
- Delayed Coking Fractionators PTQ Q2 2009Dokumen5 halamanDelayed Coking Fractionators PTQ Q2 2009mahesh070Belum ada peringkat
- Friction and Wear of Polymer CompositesDari EverandFriction and Wear of Polymer CompositesPenilaian: 5 dari 5 bintang5/5 (2)
- The Mechanical Behaviour of Recycled High Density PolyethyleneDokumen11 halamanThe Mechanical Behaviour of Recycled High Density PolyethyleneTania JohnsonBelum ada peringkat
- API Piping PlansDokumen9 halamanAPI Piping PlansMohit MundraBelum ada peringkat
- WPS Sitelca S002Dokumen2 halamanWPS Sitelca S002Jose Antonio GomezBelum ada peringkat
- Dry Ice Blasting As Pretreatment of Aluminum SurfacesDokumen11 halamanDry Ice Blasting As Pretreatment of Aluminum SurfacesliquidideasBelum ada peringkat
- Factors Affecting Enzyme ActionDokumen18 halamanFactors Affecting Enzyme Actionanon_458882066Belum ada peringkat
- Chem 31.1 - FR2 CastroDokumen4 halamanChem 31.1 - FR2 CastroMatthew Rei De LeonBelum ada peringkat
- LARE Section 2 Study Guide 2.0Dokumen4 halamanLARE Section 2 Study Guide 2.0chrisBelum ada peringkat
- Gen Chem 1 Quarter 2 Week 1 2Dokumen10 halamanGen Chem 1 Quarter 2 Week 1 2Mykhaela Louize GumbanBelum ada peringkat
- Ceramic Cutting Tools: Materials, Development and PerformanceDari EverandCeramic Cutting Tools: Materials, Development and PerformancePenilaian: 3.5 dari 5 bintang3.5/5 (3)
- Analytical and Experimental Characterization of Erosion Effects According To Pin-Fin Shape in Electronics Cooling LoopsDokumen10 halamanAnalytical and Experimental Characterization of Erosion Effects According To Pin-Fin Shape in Electronics Cooling LoopsLuis Alberto Silva NavarroBelum ada peringkat
- Pressure Drop Modeling SiC FoamsDokumen9 halamanPressure Drop Modeling SiC FoamsLykaios Schultz DohrnBelum ada peringkat
- Fluid Ized Bed Lab ExperimentDokumen10 halamanFluid Ized Bed Lab ExperimentJastreb SxeBelum ada peringkat
- Advanced Silicide Based Materials - MoSi2Dokumen13 halamanAdvanced Silicide Based Materials - MoSi2chandravadiyaketanBelum ada peringkat
- Formability of AA5052/polyethylene/AA5052 Sandwich SheetsDokumen6 halamanFormability of AA5052/polyethylene/AA5052 Sandwich SheetsYogesh DewangBelum ada peringkat
- Thermomechanical Characterisation of Cold Box Sand PDFDokumen17 halamanThermomechanical Characterisation of Cold Box Sand PDFskBelum ada peringkat
- Full Download Book Severe Plastic Deformation Methods Processing and Properties PDFDokumen41 halamanFull Download Book Severe Plastic Deformation Methods Processing and Properties PDFmichael.gooding155100% (20)
- Injuction Moulding For Air Tigth CupDokumen58 halamanInjuction Moulding For Air Tigth Cupajaysurya9245Belum ada peringkat
- Severe Plastic DeformationDokumen50 halamanSevere Plastic DeformationTân Đô ̃ TrọngBelum ada peringkat
- Sintering of Zro Cao Sio Systems and Comparison and Determination of The Properties of Compostions Within The SystemDokumen27 halamanSintering of Zro Cao Sio Systems and Comparison and Determination of The Properties of Compostions Within The Systemedwardbloomcer06Belum ada peringkat
- Advanced Forming ProcessesDokumen3 halamanAdvanced Forming ProcessesHarkirat SinghBelum ada peringkat
- Nanostructured Surface Layer On Metallic Materials Induced by Surface Mechanical Attrition TreatmentDokumen8 halamanNanostructured Surface Layer On Metallic Materials Induced by Surface Mechanical Attrition TreatmentLalu SuhaimiBelum ada peringkat
- Benefits: Friction Welding (FRW) Is Considered As A Solid-State Welding Process That Generates Heat ThroughDokumen5 halamanBenefits: Friction Welding (FRW) Is Considered As A Solid-State Welding Process That Generates Heat ThroughRahulKumarBelum ada peringkat
- Fluidity of Molten MetalDokumen18 halamanFluidity of Molten Metalbittu kumarBelum ada peringkat
- Advanced Processing and Manufacturing Technologies for Structural and Multifunctional Materials VIIDari EverandAdvanced Processing and Manufacturing Technologies for Structural and Multifunctional Materials VIITatsuki OhjiBelum ada peringkat
- Tape Casting An Enabling Ceramic FabricaDokumen6 halamanTape Casting An Enabling Ceramic FabricaHaydee ContrerasBelum ada peringkat
- Boost ConvertorDokumen5 halamanBoost ConvertorFaizan MalikBelum ada peringkat
- United States Patent (19) : Crane (45) Aug. 23, 1977Dokumen4 halamanUnited States Patent (19) : Crane (45) Aug. 23, 1977hosseinnaBelum ada peringkat
- Intro To Materials ScienceDokumen75 halamanIntro To Materials SciencerevandifitroBelum ada peringkat
- Advance Engineering MaterialsDokumen5 halamanAdvance Engineering MaterialsRana UzairBelum ada peringkat
- 1997 - Resistance To Particle Abrasion of Selected PlasticsDokumen8 halaman1997 - Resistance To Particle Abrasion of Selected PlasticsCarlosRosaBelum ada peringkat
- Polymer ExtrusionDokumen2 halamanPolymer ExtrusionPeter AdamBelum ada peringkat
- Properties Evaluation of Chopped, Bi - Directional and Uni-Directional Glass Fibre Reinforced Epoxy Based CompositesDokumen5 halamanProperties Evaluation of Chopped, Bi - Directional and Uni-Directional Glass Fibre Reinforced Epoxy Based CompositesIJIRSTBelum ada peringkat
- United Patent: StatesDokumen11 halamanUnited Patent: Statesmick.pride81Belum ada peringkat
- Crystals 12 00298 v2Dokumen19 halamanCrystals 12 00298 v2JulioBelum ada peringkat
- W 4 Technology Conclave IIDokumen10 halamanW 4 Technology Conclave IINarasimha DvlBelum ada peringkat
- High Pressure Die Casting: Improvement of Tools Life by Thermal Sprayed CoatingsDokumen5 halamanHigh Pressure Die Casting: Improvement of Tools Life by Thermal Sprayed CoatingsevanBelum ada peringkat
- Application of Plasma in Oil & Gas Industries: November 2020Dokumen6 halamanApplication of Plasma in Oil & Gas Industries: November 2020Jhon ContrerasBelum ada peringkat
- Research Paper On Powder MetallurgyDokumen4 halamanResearch Paper On Powder Metallurgyafeawldza100% (1)
- Unesco - Eolss Sample Chapters: Materials Processing and Manufacturing TechnologiesDokumen12 halamanUnesco - Eolss Sample Chapters: Materials Processing and Manufacturing TechnologiesVenkata DineshBelum ada peringkat
- United States Patent (19) : Park Et Al. (11) Patent NumberDokumen10 halamanUnited States Patent (19) : Park Et Al. (11) Patent NumberCarlos ArenasBelum ada peringkat
- Effects of Cryogenic Cooling by Liquid Nitrogen Jet On Forces, Temperature and Surface Residual Stresses in Grinding SteelsDokumen9 halamanEffects of Cryogenic Cooling by Liquid Nitrogen Jet On Forces, Temperature and Surface Residual Stresses in Grinding SteelsChirag JainBelum ada peringkat
- Barlat - Et - Al - 1997 - JMPS - YIELD FUNCTION DEVELOPMENT FOR ALUMINUMDokumen37 halamanBarlat - Et - Al - 1997 - JMPS - YIELD FUNCTION DEVELOPMENT FOR ALUMINUMYasser BouktirBelum ada peringkat
- (George C. Phillips (Auth.) ) A Concise IntroductionDokumen164 halaman(George C. Phillips (Auth.) ) A Concise IntroductionAvinash KumarBelum ada peringkat
- A Review Paper On Manufacturing CeramicsDokumen10 halamanA Review Paper On Manufacturing CeramicsShashank PhansikarBelum ada peringkat
- Joining Ceramics and Graphite To Other Materials: A ReportDokumen87 halamanJoining Ceramics and Graphite To Other Materials: A ReportJimy Unfried-SilgadoBelum ada peringkat
- Chapter 1 Fundamentals of Severe Plastic DeformationDokumen18 halamanChapter 1 Fundamentals of Severe Plastic DeformationCristian PinedaBelum ada peringkat
- Unesco - Eolss Sample Chapters: Optimization of Materials PropertiesDokumen8 halamanUnesco - Eolss Sample Chapters: Optimization of Materials PropertiesNasri JamaludinBelum ada peringkat
- CeramographyDokumen6 halamanCeramographyRomer John DetubioBelum ada peringkat
- 78200-Advances in Tribology PDFDokumen7 halaman78200-Advances in Tribology PDFErikaAlcantaraBelum ada peringkat
- Sheet Forming !Dokumen4 halamanSheet Forming !Rikhil YalamanchiBelum ada peringkat
- Liu 2018Dokumen13 halamanLiu 2018AHMED WALIDBelum ada peringkat
- Ceramic and Metal Matrix Composites: Route and Properties: 1. CeramicsDokumen16 halamanCeramic and Metal Matrix Composites: Route and Properties: 1. CeramicsSwadesh DixitBelum ada peringkat
- Module 7Dokumen4 halamanModule 7arcelio emiyaBelum ada peringkat
- Experiments With Hot Tool Joining of Hdpe To Mild SteelDokumen5 halamanExperiments With Hot Tool Joining of Hdpe To Mild SteelNurul AkmaBelum ada peringkat
- Fracture Mechanics Analysis of Buckling of A Ceramic Foam Coating From ElasticDokumen26 halamanFracture Mechanics Analysis of Buckling of A Ceramic Foam Coating From ElasticVenkatesh VarmaBelum ada peringkat
- Research Papers On Powder MetallurgyDokumen5 halamanResearch Papers On Powder Metallurgylqinlccnd100% (1)
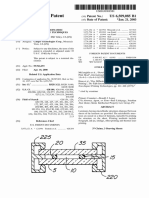
- United States Patent (10) Patent N0.2 US 6,509,085 B1Dokumen15 halamanUnited States Patent (10) Patent N0.2 US 6,509,085 B1Cristi DumitruBelum ada peringkat
- Wash CoatDokumen7 halamanWash Coatबिजेश शाक्यBelum ada peringkat
- Considerations On The Design of Composite Suspension InsulatorsDokumen6 halamanConsiderations On The Design of Composite Suspension Insulatorsرائد الدوغجيBelum ada peringkat
- Chromium Electroplating On PlasticsDokumen4 halamanChromium Electroplating On PlasticsMateus SpinelliBelum ada peringkat
- Maj Et Al-2018-International Journal of Material FormingDokumen10 halamanMaj Et Al-2018-International Journal of Material FormingPiotr MajBelum ada peringkat
- Electric Discharge Machining: Presented By: Srinivas Shenoy HDokumen21 halamanElectric Discharge Machining: Presented By: Srinivas Shenoy HsharathwaramballiBelum ada peringkat
- Halogen TrapDokumen9 halamanHalogen TrapSolano Mena100% (1)
- 1 How Plants Grow and Chapt1 of Book3 PhotosynDokumen15 halaman1 How Plants Grow and Chapt1 of Book3 Photosynrashmi_harryBelum ada peringkat
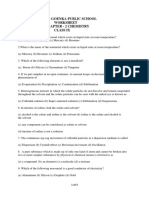
- Worksheet of Chapter 2 Chemistry Class Ix A GD Goenka Public SchoolDokumen3 halamanWorksheet of Chapter 2 Chemistry Class Ix A GD Goenka Public SchoolNikash KhuranaBelum ada peringkat
- EDI FlexAir Threaded Spec SheetDokumen2 halamanEDI FlexAir Threaded Spec Sheetomega AlfaBelum ada peringkat
- Hollo BlastDokumen16 halamanHollo BlastBraz Pataro NetoBelum ada peringkat
- Organic Chem. NotesDokumen117 halamanOrganic Chem. NoteselcarlsansBelum ada peringkat
- Quantum Mechanics II - Homework Assignment 5: Alejandro G Omez Espinosa March 23, 2013Dokumen5 halamanQuantum Mechanics II - Homework Assignment 5: Alejandro G Omez Espinosa March 23, 2013Ale GomezBelum ada peringkat
- Form 1 Science Notes PDF FreeDokumen19 halamanForm 1 Science Notes PDF Freeezekiel makandwaBelum ada peringkat
- Unit 14 Structure Elucidation by Integrated Spectroscopic MethodsDokumen25 halamanUnit 14 Structure Elucidation by Integrated Spectroscopic Methodscbnnoon222Belum ada peringkat
- Offset Printing Blankets Eng 2015 WEBDokumen28 halamanOffset Printing Blankets Eng 2015 WEBThuận Lê0% (1)
- Selection Guide: Devices For Controlling Liquid LevelsDokumen16 halamanSelection Guide: Devices For Controlling Liquid LevelsAlexander TobonBelum ada peringkat
- Guidelines ResearchDokumen7 halamanGuidelines ResearchEivor LynBelum ada peringkat
- Data Booklet: Cambridge International Advanced Subsidiary and Advanced Level in Chemistry (9701)Dokumen20 halamanData Booklet: Cambridge International Advanced Subsidiary and Advanced Level in Chemistry (9701)tee hcBelum ada peringkat
- Batch Reactor (Saponification) ExptDokumen3 halamanBatch Reactor (Saponification) ExptVijay Prasad0% (1)
- Practical Process ChemestryDokumen12 halamanPractical Process Chemestryraul gordilloBelum ada peringkat
- Soaps: ContentsDokumen13 halamanSoaps: ContentsYaadeshkumaarBelum ada peringkat
- Chem 210 PSU Exam 1Dokumen7 halamanChem 210 PSU Exam 1milkah mwauraBelum ada peringkat
- Microbial Biodeterioration of Leather and Its Control: A ReviewDokumen7 halamanMicrobial Biodeterioration of Leather and Its Control: A ReviewSalemBelum ada peringkat
- Viton Selection GuideDokumen13 halamanViton Selection GuideAlexandru AndreiBelum ada peringkat
- Weld SolidificationDokumen10 halamanWeld SolidificationRodrigo PrinceBelum ada peringkat