Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Walking Bass Line Theory BasicsDokumen11 halamanWalking Bass Line Theory BasicsKikemol Lv O100% (10)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Dr. Rife and Philip Hoyland's 3.3 MHZ SweepDokumen2 halamanDr. Rife and Philip Hoyland's 3.3 MHZ SweepKhalid Ibrahim100% (1)
- MBADokumen40 halamanMBAJean David Chan100% (1)
- CA-Clipper For DOS Version 5.3 Programming and Utilities GuideDokumen718 halamanCA-Clipper For DOS Version 5.3 Programming and Utilities GuideChris Harker91% (11)
- The Petroleum Economist - World of LNG - 1998Dokumen157 halamanThe Petroleum Economist - World of LNG - 1998денис добровольский100% (1)
- NASA Facts Explorer XVI The Micrometeoroid SatelliteDokumen4 halamanNASA Facts Explorer XVI The Micrometeoroid SatelliteBob AndrepontBelum ada peringkat
- APCO Air Valve 613Dokumen4 halamanAPCO Air Valve 613jones0055Belum ada peringkat
- Petrobras Cascade Chinook PDFDokumen92 halamanPetrobras Cascade Chinook PDFinstsureshBelum ada peringkat
- Evolving Preference and Strategy of Tatmadaw Regarding Peace Process in MyanmarDokumen8 halamanEvolving Preference and Strategy of Tatmadaw Regarding Peace Process in MyanmarJean David ChanBelum ada peringkat
- Steel Structure of Athes: Jam SmithDokumen10 halamanSteel Structure of Athes: Jam SmithJean David ChanBelum ada peringkat
- Introduction To Cement CarriersDokumen10 halamanIntroduction To Cement CarriersJean David ChanBelum ada peringkat
- OTC 13993 Offshore CoordinationDokumen7 halamanOTC 13993 Offshore CoordinationJean David ChanBelum ada peringkat
- Otc 21292 FPSO Motion CriteriaDokumen7 halamanOtc 21292 FPSO Motion CriteriaJean David ChanBelum ada peringkat
- Omae 2003 - 37004Dokumen7 halamanOmae 2003 - 37004Jean David ChanBelum ada peringkat
- Methods For Ultimate Limit State Assessment of Ships:PartIIIDokumen6 halamanMethods For Ultimate Limit State Assessment of Ships:PartIIIJean David ChanBelum ada peringkat
- Experimental Study On Acceleration Measurement of Ship Wave MotionsDokumen4 halamanExperimental Study On Acceleration Measurement of Ship Wave MotionsJean David ChanBelum ada peringkat
- UCS Dredge SystemDokumen2 halamanUCS Dredge SystemJean David ChanBelum ada peringkat
- CN34 1Dokumen67 halamanCN34 1Jean David ChanBelum ada peringkat
- Distributed LoadingDokumen6 halamanDistributed LoadingJean David ChanBelum ada peringkat
- U of A ANSYS Tutorials - Effect of Self WeightDokumen5 halamanU of A ANSYS Tutorials - Effect of Self WeightJean David ChanBelum ada peringkat
- Lab Guide #2 Coulombs LawDokumen3 halamanLab Guide #2 Coulombs LawJoriel CruzBelum ada peringkat
- LISTA PRECIOS CORPORATIVOS - Garantia en Partes de Diez (10) MesesDokumen10 halamanLISTA PRECIOS CORPORATIVOS - Garantia en Partes de Diez (10) MesesJavier DavidBelum ada peringkat
- An Ecient Uniform-Cost Normalized Edit Distance AlgorithmDokumen12 halamanAn Ecient Uniform-Cost Normalized Edit Distance Algorithmanon-75650Belum ada peringkat
- AdsorptionDokumen20 halamanAdsorptionNoreen Guiyab TannaganBelum ada peringkat
- 11Dokumen47 halaman11Felipe Retamal100% (1)
- Ali Math Competition 3 English Reference SolutionsDokumen11 halamanAli Math Competition 3 English Reference SolutionsJEREMIAH ITCHAGBEBelum ada peringkat
- Dh-Ipc-Hdw8341X-3D-S2: 3Mp Wizmind Dual-Lens Network CameraDokumen3 halamanDh-Ipc-Hdw8341X-3D-S2: 3Mp Wizmind Dual-Lens Network CameraSteve CheaBelum ada peringkat
- Intro To Decision AnalysisDokumen38 halamanIntro To Decision AnalysisAna Paula Albert100% (1)
- 3D-ICONS Guidelines PDFDokumen53 halaman3D-ICONS Guidelines PDFAna Paula Ribeiro de AraujoBelum ada peringkat
- Dell's Guide To Server Basics: Click On The Questions Below To Learn More About Servers: 1. 2. 3. 4. 4.1. 4.2. 4.3. 5. 6Dokumen11 halamanDell's Guide To Server Basics: Click On The Questions Below To Learn More About Servers: 1. 2. 3. 4. 4.1. 4.2. 4.3. 5. 6rameshBelum ada peringkat
- Jee Advanced PaperDokumen3 halamanJee Advanced PaperGaurav YadavBelum ada peringkat
- Reading Report Student's Name: Leonel Lipa Cusi Teacher's Name: Maria Del Pilar, Quintana EspinalDokumen2 halamanReading Report Student's Name: Leonel Lipa Cusi Teacher's Name: Maria Del Pilar, Quintana EspinalleonellipaBelum ada peringkat
- T60 Transformer Management Relay: UR Series Instruction ManualDokumen404 halamanT60 Transformer Management Relay: UR Series Instruction Manualeng amadaBelum ada peringkat
- Syllabus 3210 Fall 2012 PDFDokumen4 halamanSyllabus 3210 Fall 2012 PDFRahul KarnaBelum ada peringkat
- Copeland Discus Digital Compressors Coresense Technology en 2884258Dokumen2 halamanCopeland Discus Digital Compressors Coresense Technology en 2884258Roberto CastilloBelum ada peringkat
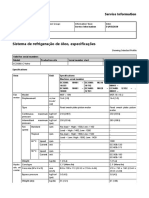
- Sistema de Refrigeração de Óleo, EspecificaçõesDokumen2 halamanSistema de Refrigeração de Óleo, EspecificaçõesAlexandreBelum ada peringkat
- VSF2 ND EdDokumen345 halamanVSF2 ND EdRyanBelum ada peringkat
- Project Report On Modulation (Class 12)Dokumen14 halamanProject Report On Modulation (Class 12)Shivam Tripathi100% (9)
- Experimental Study of Estimating The Subgrade Reaction ModulusDokumen6 halamanExperimental Study of Estimating The Subgrade Reaction ModulusIngeniero EstructuralBelum ada peringkat
- Guide c07 742458Dokumen14 halamanGuide c07 742458Chen ComseBelum ada peringkat
- Olympus UT Catalog PDFDokumen52 halamanOlympus UT Catalog PDFGTpianomanBelum ada peringkat
- Computer Science: Chapter: 16 Relatonal DatabaseDokumen10 halamanComputer Science: Chapter: 16 Relatonal DatabaseIshika RajputBelum ada peringkat
- Prediction of Graduate Admission IEEE - 2020Dokumen6 halamanPrediction of Graduate Admission IEEE - 2020Anu RamanujamBelum ada peringkat
- Seminar, Workshop, ConferenceDokumen30 halamanSeminar, Workshop, ConferenceMutharasu SBelum ada peringkat
- Artigo - Control Tests For ConcreteDokumen24 halamanArtigo - Control Tests For ConcreteRonald Rolim de Moura100% (1)