Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Engineering Mechanics ReviewerDokumen46 halamanEngineering Mechanics ReviewerKarla Maalihan100% (1)
- The Golden RetrieverDokumen16 halamanThe Golden RetrieverAlexandra Stăncescu100% (1)
- New Side Impact Dummy DevelopmentsDokumen27 halamanNew Side Impact Dummy DevelopmentsFlorin RusitoruBelum ada peringkat
- Con at 20042063Dokumen11 halamanCon at 20042063Florin RusitoruBelum ada peringkat
- 10L124SCDokumen92 halaman10L124SCFlorin RusitoruBelum ada peringkat
- P8 Energy 12.08.2015 v8Dokumen97 halamanP8 Energy 12.08.2015 v8Florin RusitoruBelum ada peringkat
- HTN PamphletDokumen20 halamanHTN PamphletMaria Ivy MendozaBelum ada peringkat
- Accident Reconstruction: Judgment of Low Speed Neck Injuries Out of A Technical ViewDokumen8 halamanAccident Reconstruction: Judgment of Low Speed Neck Injuries Out of A Technical ViewFlorin RusitoruBelum ada peringkat
- Pedestrian Crash Types: 1990s UpdateDokumen7 halamanPedestrian Crash Types: 1990s UpdateFlorin RusitoruBelum ada peringkat
- Zoll Man ModellingDokumen5 halamanZoll Man ModellingFlorin RusitoruBelum ada peringkat
- Basis : TNO AutomotiveDokumen2 halamanBasis : TNO AutomotiveFlorin RusitoruBelum ada peringkat
- Blender RusselDokumen90 halamanBlender RusselFlorin RusitoruBelum ada peringkat
- Cuptor Cu Microunde PDFDokumen140 halamanCuptor Cu Microunde PDFFlorin RusitoruBelum ada peringkat
- Alcoolul La PietoniDokumen16 halamanAlcoolul La PietoniFlorin RusitoruBelum ada peringkat
- Blender RusselDokumen90 halamanBlender RusselFlorin RusitoruBelum ada peringkat
- Evaluating Uncertainty in Accident PDFDokumen13 halamanEvaluating Uncertainty in Accident PDFFlorin RusitoruBelum ada peringkat
- Automotive Safety Fact SheetDokumen1 halamanAutomotive Safety Fact SheetFlorin RusitoruBelum ada peringkat
- Blender RusselDokumen90 halamanBlender RusselFlorin RusitoruBelum ada peringkat
- Depasirea PDFDokumen37 halamanDepasirea PDFFlorin RusitoruBelum ada peringkat
- Cuptor Cu Microunde PDFDokumen140 halamanCuptor Cu Microunde PDFFlorin RusitoruBelum ada peringkat
- Relisys TV TFT-LCD BrochureDokumen2 halamanRelisys TV TFT-LCD BrochureFlorin RusitoruBelum ada peringkat
- Blender RusselDokumen90 halamanBlender RusselFlorin RusitoruBelum ada peringkat
- Samsung WF8500NMW8Dokumen180 halamanSamsung WF8500NMW8Florin RusitoruBelum ada peringkat
- Meniu-ADokumen31 halamanMeniu-ArbexBelum ada peringkat
- Acceleration Testing April 19, 2000 CAARSDokumen3 halamanAcceleration Testing April 19, 2000 CAARSFlorin Rusitoru100% (1)
- Mcv4u Calculus ReviewDokumen2 halamanMcv4u Calculus ReviewVoormila NithianandaBelum ada peringkat
- Es11 - Statics of Rigid Bodies: Prepared By: Engr. Ruth Ann D Maningding 1Dokumen17 halamanEs11 - Statics of Rigid Bodies: Prepared By: Engr. Ruth Ann D Maningding 1Yeon JungBelum ada peringkat
- Greek and Indian Cosmology - Review of Early HistoryDokumen38 halamanGreek and Indian Cosmology - Review of Early Historyajmisra83Belum ada peringkat
- Rapidform - DLL Tutorial: INUS Technology, IncDokumen115 halamanRapidform - DLL Tutorial: INUS Technology, IncTruong Ngo TuanBelum ada peringkat
- Urban Space: - Rob KrierDokumen43 halamanUrban Space: - Rob KrierpoojaBelum ada peringkat
- Grobner BasisDokumen13 halamanGrobner BasisPRIYANUJ SAIKIABelum ada peringkat
- Critical ThinkingDokumen42 halamanCritical ThinkingANdy HsuBelum ada peringkat
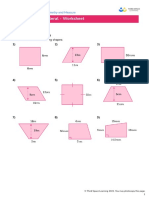
- Third Space Learning Area of A Quadrilateral GCSE Worksheet 1Dokumen11 halamanThird Space Learning Area of A Quadrilateral GCSE Worksheet 1Muhammad Imran QureshiBelum ada peringkat
- 01-12-19 - Sri Chaitanya-Sr - Chaina-I - L-I & II - Jee-Adv - 2018-P2 - CTA-6 - Key & Sol'sDokumen20 halaman01-12-19 - Sri Chaitanya-Sr - Chaina-I - L-I & II - Jee-Adv - 2018-P2 - CTA-6 - Key & Sol'sSridhar ReddyBelum ada peringkat
- Symmetry and Crystallography - Lectures PDFDokumen190 halamanSymmetry and Crystallography - Lectures PDFJanhavi NistaneBelum ada peringkat
- Pythagoras ProjectDokumen14 halamanPythagoras ProjectPriscylia KirojanBelum ada peringkat
- Trigonometry: Angle Measures Triangles RightDokumen9 halamanTrigonometry: Angle Measures Triangles RightAngel PedragozaBelum ada peringkat
- How About Getting Real CloseDokumen7 halamanHow About Getting Real CloseKrishia Mae SarabiaBelum ada peringkat
- RMO 2010 Question Paper and SolutionDokumen6 halamanRMO 2010 Question Paper and SolutionshreyasmeraBelum ada peringkat
- Modeling and Rendering Escher-Like Impossible Scenes: ForumDokumen7 halamanModeling and Rendering Escher-Like Impossible Scenes: Forumshshsh12346565Belum ada peringkat
- Holt Geometry Holt GeometryDokumen30 halamanHolt Geometry Holt GeometryLyca GunayBelum ada peringkat
- Datamine Command TableDokumen33 halamanDatamine Command TableYang JadeBelum ada peringkat
- 3.2 Vector Space PropertiesDokumen108 halaman3.2 Vector Space PropertiesmuffinabcBelum ada peringkat
- 10 - Trigonometric FunctionDokumen18 halaman10 - Trigonometric FunctionQwert RBelum ada peringkat
- Ncert Solutions For Class 10 Maths Chapter 12 Ex 1Dokumen3 halamanNcert Solutions For Class 10 Maths Chapter 12 Ex 1shubham kumarBelum ada peringkat
- Y6 Spring Block 5 WO3 Area of A Triangle - Counting Squares 2022 PDFDokumen2 halamanY6 Spring Block 5 WO3 Area of A Triangle - Counting Squares 2022 PDFMaya BastinBelum ada peringkat
- GTNDokumen89 halamanGTNayesha_alikhan_2011Belum ada peringkat
- Vector & Amp ScalarQuantities PPTassDokumen36 halamanVector & Amp ScalarQuantities PPTassBeatriz Simafranca100% (1)
- Chap 1 Preliminary Concepts: Nkim@ufl - EduDokumen20 halamanChap 1 Preliminary Concepts: Nkim@ufl - Edudozio100% (1)
- Geometry Chapter 7 - Sections 7.1 and 7.2Dokumen2 halamanGeometry Chapter 7 - Sections 7.1 and 7.2Arthur Braga100% (2)
- Notes M1 MPG Unit 1Dokumen21 halamanNotes M1 MPG Unit 1aishaBelum ada peringkat
- 1 2 1 1 2 PDFDokumen17 halaman1 2 1 1 2 PDFFredrick RodriguesBelum ada peringkat
- Worksheet 1 Equivalence Relation (Updated by MR John)Dokumen4 halamanWorksheet 1 Equivalence Relation (Updated by MR John)em.rock2006Belum ada peringkat
- Engineering Drawing & Graphics ME111: Lecture 10: Development of SolidsDokumen9 halamanEngineering Drawing & Graphics ME111: Lecture 10: Development of SolidsKifayat UllahBelum ada peringkat