Anda mungkin juga menyukai
- QCF316 Cold Insulation Inspection Report For Vessel / MachineryDokumen1 halamanQCF316 Cold Insulation Inspection Report For Vessel / MachineryminhnnBelum ada peringkat
- Corrosion Control SpecificationDokumen30 halamanCorrosion Control Specificationno allBelum ada peringkat
- 5 6204193762172731509Dokumen44 halaman5 6204193762172731509muhammad sholehBelum ada peringkat
- Longitudinal JointDokumen26 halamanLongitudinal JointirfanBelum ada peringkat
- Tender Document - GAIL - MIJ PDFDokumen17 halamanTender Document - GAIL - MIJ PDFVeer GangjiBelum ada peringkat
- Oman Refineries Color Coding SpecificationDokumen15 halamanOman Refineries Color Coding SpecificationMidhun K ChandraboseBelum ada peringkat
- Ke01 00 000 KD P ST 0009 000 - F01Dokumen16 halamanKe01 00 000 KD P ST 0009 000 - F01Maffone NumerounoBelum ada peringkat
- S-000-1274-0004V - 0 - 0010 Specification For Thermally Sprayed Aluminium (Issued To NSRP)Dokumen13 halamanS-000-1274-0004V - 0 - 0010 Specification For Thermally Sprayed Aluminium (Issued To NSRP)Anonymous nLMJGuBelum ada peringkat
- Safety ValvesDokumen3 halamanSafety ValvesGiovanni LerasBelum ada peringkat
- Corrosion Failures: Theory, Case Studies, and SolutionsDari EverandCorrosion Failures: Theory, Case Studies, and SolutionsBelum ada peringkat
- Spec FJCDokumen38 halamanSpec FJCRufina Petronella SinagaBelum ada peringkat
- 645295-P56790A-0154 - 01 Acoustic Insulation PDFDokumen18 halaman645295-P56790A-0154 - 01 Acoustic Insulation PDFAnsar AliBelum ada peringkat
- 10 0000@www Onepetro org@conference-paper@NACE-2019-12783Dokumen13 halaman10 0000@www Onepetro org@conference-paper@NACE-2019-12783rajiv_quantumBelum ada peringkat
- 20019.MAT - COR.PRG Selezione Maeriali Servizio Marino Rev. 0 - Aprile 2009Dokumen45 halaman20019.MAT - COR.PRG Selezione Maeriali Servizio Marino Rev. 0 - Aprile 2009MatteoBelum ada peringkat
- Requisition For HRSG Packages: (10301-H-PKG & 10401-H-PKG)Dokumen206 halamanRequisition For HRSG Packages: (10301-H-PKG & 10401-H-PKG)ThiruppathirajanBelum ada peringkat
- RC 17015Dokumen4 halamanRC 17015Shubham MoreBelum ada peringkat
- Foamed Polypropylene Insulation Coating SpecificationDokumen26 halamanFoamed Polypropylene Insulation Coating SpecificationThinh NguyenBelum ada peringkat
- I HRSGDokumen7 halamanI HRSGJayanath Nuwan SameeraBelum ada peringkat
- Sick Tanker Unloading PumpDokumen3 halamanSick Tanker Unloading PumpSumantrra ChattopadhyayBelum ada peringkat
- RPS MMR Piping ClassDokumen42 halamanRPS MMR Piping ClassKathia Espinoza RojasBelum ada peringkat
- TN0001 007 Equipment Surface Protection Published English - 210710 - 160106Dokumen15 halamanTN0001 007 Equipment Surface Protection Published English - 210710 - 160106RJ ROHITBelum ada peringkat
- GB015 Disc Check Valve Technical Specifications and Performance DataDokumen2 halamanGB015 Disc Check Valve Technical Specifications and Performance DataJessicalba LouBelum ada peringkat
- References: American National Standards Institute (ANSI), 1430 Broadway, New York 10018Dokumen4 halamanReferences: American National Standards Institute (ANSI), 1430 Broadway, New York 10018mika cabelloBelum ada peringkat
- VolDokumen67 halamanVolapi-3698996100% (1)
- Method of Corrosion MappingDokumen14 halamanMethod of Corrosion MappingNur Abdillah SiddiqBelum ada peringkat
- Engineering Specification Ssd0519emp IndDokumen28 halamanEngineering Specification Ssd0519emp Indsurabhi0706Belum ada peringkat
- Saes A 102Dokumen21 halamanSaes A 102Ziyad ShaathBelum ada peringkat
- KOC-MP-011 Part 1Dokumen49 halamanKOC-MP-011 Part 1Akhil VasBelum ada peringkat
- Electroslag & Electrogas PDFDokumen5 halamanElectroslag & Electrogas PDFRobin GuBelum ada peringkat
- Pressure Vessels Carbon Steel: Standard Specification 3-11-6Dokumen26 halamanPressure Vessels Carbon Steel: Standard Specification 3-11-6minh nguyenBelum ada peringkat
- B88-14 Standard Specification For Seamless Copper Water TubeDokumen7 halamanB88-14 Standard Specification For Seamless Copper Water TubeislamakthamBelum ada peringkat
- HTHA Autoclave TestingDokumen13 halamanHTHA Autoclave TestingTim MunstermanBelum ada peringkat
- Challenges of Welding of Catalyst TubesDokumen16 halamanChallenges of Welding of Catalyst TubesTravis SkinnerBelum ada peringkat
- 3034 17 Ed Pi Mto 50237 A3Dokumen12 halaman3034 17 Ed Pi Mto 50237 A3mb_sirousBelum ada peringkat
- M-501 Rev 5 Surface Prep & CoatingDokumen24 halamanM-501 Rev 5 Surface Prep & Coatingmareepierre003Belum ada peringkat
- Saep 500Dokumen9 halamanSaep 500Anonymous 4IpmN7OnBelum ada peringkat
- 32 Samss 019Dokumen17 halaman32 Samss 019Moustafa BayoumiBelum ada peringkat
- DS - Epilux - 9 - HB - Phenolic - Coating F15Dokumen2 halamanDS - Epilux - 9 - HB - Phenolic - Coating F15parvez_ameenBelum ada peringkat
- Welker 2Dokumen2 halamanWelker 2faradbBelum ada peringkat
- b2020-Tdc-Fas-004 Fasteners r3Dokumen2 halamanb2020-Tdc-Fas-004 Fasteners r3Ramalingam PrabhakaranBelum ada peringkat
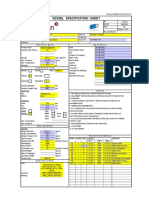
- Vessel Specification SheetDokumen2 halamanVessel Specification Sheetangel gabriel perez valdezBelum ada peringkat
- Coating Selection & Application RequirementsDokumen93 halamanCoating Selection & Application RequirementsHarish Kumar Kannepalli50% (2)
- Mahesh Pandit Updated CV 09.01.2021Dokumen12 halamanMahesh Pandit Updated CV 09.01.2021Mahesh PanditBelum ada peringkat
- Standard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Dokumen31 halamanStandard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Agniva DuttaBelum ada peringkat
- A Me Ron Corrosion Control ManualDokumen174 halamanA Me Ron Corrosion Control ManualSunil SharmaBelum ada peringkat
- Description of Damage: 5.1.1.1 Amine Corrosion 5.1.1.1.1Dokumen5 halamanDescription of Damage: 5.1.1.1 Amine Corrosion 5.1.1.1.1Ajmi HmidaBelum ada peringkat
- Mitigate Corrosion in CondensateDokumen27 halamanMitigate Corrosion in CondensateGeorge MarkasBelum ada peringkat
- استاندارد ساپورتDokumen323 halamanاستاندارد ساپورتoctobr.86Belum ada peringkat
- KOC-P-004 Part 4Dokumen38 halamanKOC-P-004 Part 4Hari KrishnanBelum ada peringkat
- Delta FerriteDokumen4 halamanDelta FerriteRavindra ErabattiBelum ada peringkat
- Inspection Report: ITT-1808 Fabcon Industrial Services FZ LLCDokumen6 halamanInspection Report: ITT-1808 Fabcon Industrial Services FZ LLCBrain AliveBelum ada peringkat
- 02555E03Dokumen51 halaman02555E03rachedBelum ada peringkat
- Pitting Evaluation + EL CalculationDokumen33 halamanPitting Evaluation + EL CalculationFirman SetiawanBelum ada peringkat
- S-156-Eng 97Dokumen19 halamanS-156-Eng 97coolguy12345Belum ada peringkat
- PFI ES 05 2006 CleaningDokumen2 halamanPFI ES 05 2006 CleaningJesúsGarcíaBelum ada peringkat
- Welding Steels Cracking: Without HydrogenDokumen156 halamanWelding Steels Cracking: Without HydrogenTarun100% (1)
- Sensitization of Inconel 625Dokumen9 halamanSensitization of Inconel 625nantha kumarBelum ada peringkat
- MQ SP I 7015 PDFDokumen66 halamanMQ SP I 7015 PDFJaseelKanhirathinkalBelum ada peringkat
- TE-419888-001 - 869-U-1004 - ANTIFOAM INJECTION PACKAGE - Rev.BDokumen13 halamanTE-419888-001 - 869-U-1004 - ANTIFOAM INJECTION PACKAGE - Rev.Brizwan.zamanBelum ada peringkat
- Din 7168-91 PDFDokumen7 halamanDin 7168-91 PDFAndres Afanador MuñozBelum ada peringkat
- Duplex Stainless Steel Quality - ASTM A923 Vs ISO 17781: HistoryDokumen4 halamanDuplex Stainless Steel Quality - ASTM A923 Vs ISO 17781: HistoryshojiBelum ada peringkat
- Duplex Stainless Steels Welding Guidelines EN Juin 2019 WebDokumen56 halamanDuplex Stainless Steels Welding Guidelines EN Juin 2019 WebMohamed YousufBelum ada peringkat
- Detecting Harmful Phases in Duplex SteelDokumen9 halamanDetecting Harmful Phases in Duplex SteelutreshwarmiskinBelum ada peringkat
- OpTransactionHistoryUX522-08-2022 23 - 27 - 53Dokumen1 halamanOpTransactionHistoryUX522-08-2022 23 - 27 - 53el_sharkawy2011Belum ada peringkat
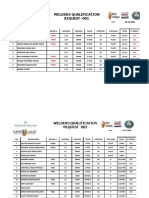
- Welders Qualification REQUEST - 001: TSM02 ACC TSM04 ACC TSM01 ACC - REJ - REJ TSM03 ACC TSM06 ACC TSM05 ACC - REJDokumen3 halamanWelders Qualification REQUEST - 001: TSM02 ACC TSM04 ACC TSM01 ACC - REJ - REJ TSM03 ACC TSM06 ACC TSM05 ACC - REJel_sharkawy2011Belum ada peringkat
- As Run Sheet PQR 051 PDF FreeDokumen14 halamanAs Run Sheet PQR 051 PDF Freeel_sharkawy2011Belum ada peringkat
- Duplex Ss Welding PDF FreeDokumen8 halamanDuplex Ss Welding PDF Freeel_sharkawy2011Belum ada peringkat
- 1 Dec2008Dokumen9 halaman1 Dec2008el_sharkawy2011Belum ada peringkat
- Welding Guidelines For Duplex, Super Duplex and Hyper Duplex Stainless SteelsDokumen8 halamanWelding Guidelines For Duplex, Super Duplex and Hyper Duplex Stainless Steelsel_sharkawy2011Belum ada peringkat
- PWPS Eksperimen Super DuplexDokumen33 halamanPWPS Eksperimen Super Duplexryan.sBelum ada peringkat
- Welding of Duplex Stainless SteelDokumen7 halamanWelding of Duplex Stainless Steelel_sharkawy2011Belum ada peringkat
- PCP Workshop Special Items List Fainal 001 QuotedDokumen17 halamanPCP Workshop Special Items List Fainal 001 Quotedel_sharkawy2011Belum ada peringkat
- A Avesta-2507-P100 Ss en 5Dokumen1 halamanA Avesta-2507-P100 Ss en 5el_sharkawy2011Belum ada peringkat
- Humidity and Temperature FormDokumen6 halamanHumidity and Temperature Formel_sharkawy2011Belum ada peringkat
- Working IsoDokumen2 halamanWorking Isoel_sharkawy2011Belum ada peringkat
- PCP Workshop Special Items List Fainal 001 QuotedDokumen17 halamanPCP Workshop Special Items List Fainal 001 Quotedel_sharkawy2011Belum ada peringkat
- Humidity and Temperature FormDokumen6 halamanHumidity and Temperature Formel_sharkawy2011Belum ada peringkat
- Liquid Penetrant Report: SER Iso No SH# SP# Joint No Joint Type DIA Welder Stamp Evaluation Remarks 1 2 3 4 5 6 7 8 9 10Dokumen1 halamanLiquid Penetrant Report: SER Iso No SH# SP# Joint No Joint Type DIA Welder Stamp Evaluation Remarks 1 2 3 4 5 6 7 8 9 10el_sharkawy2011Belum ada peringkat
- Calibration Wekding EquipmentsDokumen4 halamanCalibration Wekding Equipmentsel_sharkawy2011Belum ada peringkat
- RFE For Unit 42HA - 41HA - 32HA - 31HA 22HA - 21HA - 12HA - 11HA 2015 - 21-SAG-PSP-T-000886 2016-09-20Dokumen1 halamanRFE For Unit 42HA - 41HA - 32HA - 31HA 22HA - 21HA - 12HA - 11HA 2015 - 21-SAG-PSP-T-000886 2016-09-20el_sharkawy2011Belum ada peringkat
- Measuring and Testing Equipment List: Page 1 of 2Dokumen2 halamanMeasuring and Testing Equipment List: Page 1 of 2el_sharkawy2011Belum ada peringkat
- 7-Material ASME VIIIDokumen23 halaman7-Material ASME VIIIel_sharkawy2011Belum ada peringkat
- Weld Consumable CalculatorDokumen7 halamanWeld Consumable Calculatormed chabaneBelum ada peringkat
- Corregation Test Sample #1Dokumen2 halamanCorregation Test Sample #1el_sharkawy2011Belum ada peringkat
- MT ReportDokumen11 halamanMT Reportel_sharkawy2011100% (1)
- Iso PDFDokumen1 halamanIso PDFel_sharkawy2011Belum ada peringkat
- Eslam Abdelhameed Asme Ix IdDokumen1 halamanEslam Abdelhameed Asme Ix Idel_sharkawy2011Belum ada peringkat
- Tanks RT REQUESTDokumen4 halamanTanks RT REQUESTel_sharkawy2011Belum ada peringkat
- RT Request-003-1&-2Dokumen2 halamanRT Request-003-1&-2el_sharkawy2011Belum ada peringkat
- Azolla ZS 32Dokumen10 halamanAzolla ZS 32William EvansBelum ada peringkat
- Erucamide: Safety Data SheetDokumen11 halamanErucamide: Safety Data SheetSeshagiri KalyanasundaramBelum ada peringkat
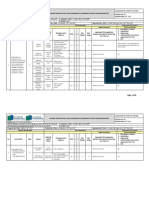
- HIRA AssessmentDokumen25 halamanHIRA AssessmentPanchdev KumarBelum ada peringkat
- Brush CutterDokumen43 halamanBrush CutterChristian Makande100% (1)
- 505 Enhanced Instruction Manual V1Dokumen212 halaman505 Enhanced Instruction Manual V1metalshock67% (3)
- Hiradc For 36 Inch End FlangeDokumen6 halamanHiradc For 36 Inch End FlangeMohd KhaidirBelum ada peringkat
- Carboguard - 1340 MSDS-BDokumen9 halamanCarboguard - 1340 MSDS-BAyman JadBelum ada peringkat
- Moa - Our Lady of Guadalupe Orphanage FoundationDokumen6 halamanMoa - Our Lady of Guadalupe Orphanage FoundationRenier Dela Vega FloresBelum ada peringkat
- TLE Beauty Care (Nail Care) Services: Department of Education - Republic of The PhilippinesDokumen38 halamanTLE Beauty Care (Nail Care) Services: Department of Education - Republic of The PhilippinesREYNOLD MILLONDAGA100% (2)
- Boc Universal GasDokumen5 halamanBoc Universal GasshaggerukBelum ada peringkat
- Risk Assessment Format For SampleDokumen3 halamanRisk Assessment Format For SampleSaqib RasoolBelum ada peringkat
- 60.1502 Chemical Management ProgramDokumen48 halaman60.1502 Chemical Management ProgramHtoo Htoo KyawBelum ada peringkat
- Ammonia Refrigeration Safety Management ProgramDokumen8 halamanAmmonia Refrigeration Safety Management ProgrambenonBelum ada peringkat
- Sds Shell r97Dokumen21 halamanSds Shell r97mbusairiBelum ada peringkat
- Use and Maintenance of an Inspissator SOPDokumen6 halamanUse and Maintenance of an Inspissator SOPnazmiBelum ada peringkat
- 4010 Fiber Optic Cleaning Solution SDSDokumen12 halaman4010 Fiber Optic Cleaning Solution SDSDanu SriBelum ada peringkat
- Metal Shear 8096000 PDFDokumen7 halamanMetal Shear 8096000 PDFBruno PilieciBelum ada peringkat
- SAICE Code of Safety in Trial HolesDokumen52 halamanSAICE Code of Safety in Trial HolesMatthew HolmwoodBelum ada peringkat
- TAE40116 WHS Policies and Procedures V4.0Dokumen8 halamanTAE40116 WHS Policies and Procedures V4.0Monal PansalBelum ada peringkat
- 256 Copeland ZR ZP Scroll Application and Installation GuideDokumen27 halaman256 Copeland ZR ZP Scroll Application and Installation GuideFerdie FernandezBelum ada peringkat
- 1388Dokumen10 halaman1388Carlos GonzalezBelum ada peringkat
- ISLA JHA Temfacil ConstructionDokumen2 halamanISLA JHA Temfacil Constructionaasafety06Belum ada peringkat
- DOCUMENT Job Hazard AnalysisDokumen11 halamanDOCUMENT Job Hazard AnalysisFrancis Enriquez Tan0% (1)
- Calcium Octoate MSDSDokumen5 halamanCalcium Octoate MSDSThế Sự PhạmBelum ada peringkat
- Atk - 001844-Mos-Acm-0002 - 00 - Method Statement For Formworks Cooling Tower FoundationDokumen15 halamanAtk - 001844-Mos-Acm-0002 - 00 - Method Statement For Formworks Cooling Tower Foundationtiote moussaBelum ada peringkat
- Safe Operational Procedure: Excavator: Personal Protective Equipment (PPE)Dokumen2 halamanSafe Operational Procedure: Excavator: Personal Protective Equipment (PPE)JamesBelum ada peringkat
- Amino Acid F Safety Data SheetDokumen5 halamanAmino Acid F Safety Data Sheetkerem__22Belum ada peringkat
- Incident Root Cause Analysis PDFDokumen14 halamanIncident Root Cause Analysis PDFAhmed Omer100% (1)
- Airside Safety Training Reference BookDokumen63 halamanAirside Safety Training Reference BookRichard R M Thodé75% (4)
- INTIMIDATOR™ 18XP / 1590: Operating & Parts ManualDokumen185 halamanINTIMIDATOR™ 18XP / 1590: Operating & Parts ManualFatyan YanBelum ada peringkat