Anda mungkin juga menyukai
- Paper Steel Geodesic Dome PDFDokumen6 halamanPaper Steel Geodesic Dome PDFAngga WijayaBelum ada peringkat
- Water Hammer Analysis Using An Implicit Finite-Difference Method PDFDokumen12 halamanWater Hammer Analysis Using An Implicit Finite-Difference Method PDFOmarBelum ada peringkat
- Durlon Gasket ManualDokumen84 halamanDurlon Gasket Manualhumberto.aranguiz2715Belum ada peringkat
- API 650 10th Edition ErrataDokumen6 halamanAPI 650 10th Edition ErrataJosé Ramón GutierrezBelum ada peringkat
- AP1000 Piping Design Criteria PDFDokumen47 halamanAP1000 Piping Design Criteria PDFkhaireddinBelum ada peringkat
- Resistencia Al Desgaste Abrasivo Según Norma Astm 105Dokumen9 halamanResistencia Al Desgaste Abrasivo Según Norma Astm 105Robin J. Pico MontesBelum ada peringkat
- Cooling System Surge Analysis With AFT ImpulseDokumen2 halamanCooling System Surge Analysis With AFT ImpulsektejankarBelum ada peringkat
- GRI DurlonTechnicalHandbookDokumen30 halamanGRI DurlonTechnicalHandbookFrank RamirezBelum ada peringkat
- Norma Astm f2648-13 - SP Tuberia PerforadaDokumen12 halamanNorma Astm f2648-13 - SP Tuberia PerforadaAlcidesRivasMancillaBelum ada peringkat
- HDPE Pipe Specifications and DetailsDokumen2 halamanHDPE Pipe Specifications and DetailsSandeep BhatiaBelum ada peringkat
- Bolts Torque CalculatorDokumen2 halamanBolts Torque CalculatorguravdrBelum ada peringkat
- 07 Bubble BreakDokumen25 halaman07 Bubble BreakWeb LogueandoBelum ada peringkat
- Gaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-TipsDokumen4 halamanGaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-Tipsdnageshm4n244Belum ada peringkat
- C929Dokumen3 halamanC929dinhtung2210Belum ada peringkat
- En 1092-1 PN-10 Steel Pipe Flange - ValviasDokumen5 halamanEn 1092-1 PN-10 Steel Pipe Flange - ValviasHoria ZecheruBelum ada peringkat
- Mechanical Unit AnchorageDokumen1 halamanMechanical Unit Anchoragentah84Belum ada peringkat
- Flexibility Analysis of A Bare Pipe Line Used For Cryo ApplicationDokumen12 halamanFlexibility Analysis of A Bare Pipe Line Used For Cryo ApplicationksvvijBelum ada peringkat
- Strahman Line Blinds PDFDokumen11 halamanStrahman Line Blinds PDFGrandy Anantha SaktiBelum ada peringkat
- Pipeline Stress Analysis - Anchor BlokDokumen16 halamanPipeline Stress Analysis - Anchor Blokdenstar silalahiBelum ada peringkat
- Fitness-For-Service and Integrity of Piping, Vessels, and Tanks (Antaki) - p201-236Dokumen36 halamanFitness-For-Service and Integrity of Piping, Vessels, and Tanks (Antaki) - p201-236Tiago Rodrigues dos SantosBelum ada peringkat
- Stresses From Local Loadings in Cylindrical VesselsDokumen12 halamanStresses From Local Loadings in Cylindrical Vesselsobbireddy4645Belum ada peringkat
- Eulerian Model Fluent TutorialDokumen32 halamanEulerian Model Fluent Tutorialbjhamnani100% (1)
- Design of A Small Boat TrailerDokumen9 halamanDesign of A Small Boat TrailerM Hamza NadeemBelum ada peringkat
- Halar-Lined Tank Questionnaire Rev3Dokumen2 halamanHalar-Lined Tank Questionnaire Rev3maxpower1984Belum ada peringkat
- Lesson Learnt From SNC On Stress AnalysisDokumen3 halamanLesson Learnt From SNC On Stress AnalysiszahoorBelum ada peringkat
- Victaulic 2D BlocksDokumen8 halamanVictaulic 2D BlocksdemdiinBelum ada peringkat
- Transformer Vault PlacementDokumen7 halamanTransformer Vault PlacementMuhammad RafsanzaniBelum ada peringkat
- KSB Ball Valve 2 inDokumen8 halamanKSB Ball Valve 2 inrusli bahtiarBelum ada peringkat
- G-P-Pi 270 enDokumen10 halamanG-P-Pi 270 endeicaBelum ada peringkat
- 1 - CoolH2O Metric Total A4Dokumen35 halaman1 - CoolH2O Metric Total A4Bry Buray100% (1)
- Pages From Centrifugal Pumps HandbookDokumen4 halamanPages From Centrifugal Pumps HandbooksalamrefighBelum ada peringkat
- Unc Thread Ansi b1Dokumen1 halamanUnc Thread Ansi b1SurajPachhade0% (1)
- Thermal Design of Liquid Cooled Microelectronic EquipmentDari EverandThermal Design of Liquid Cooled Microelectronic EquipmentBelum ada peringkat
- CVE 372 Exercise Problems - Pipe FlowDokumen10 halamanCVE 372 Exercise Problems - Pipe FlowMahmoud I. MahmoudBelum ada peringkat
- Conditioning OrificeDokumen8 halamanConditioning OrificeUber_KonstruktorBelum ada peringkat
- Annex H (Summary API 650) : 1. MaterialDokumen6 halamanAnnex H (Summary API 650) : 1. MaterialnjkasdncjkdBelum ada peringkat
- 3.1 MC-2317-01 - FA3102 Rev - 2Dokumen372 halaman3.1 MC-2317-01 - FA3102 Rev - 2IME SOLUTIONSBelum ada peringkat
- ClydeBergemannSootblowers PrinceGeorge06Dokumen36 halamanClydeBergemannSootblowers PrinceGeorge06Arun YogaBelum ada peringkat
- YS2-03-C10017-TL-BOD-L-001 Rev A0 - Piping Design BasisDokumen26 halamanYS2-03-C10017-TL-BOD-L-001 Rev A0 - Piping Design BasisameerBelum ada peringkat
- PipingDokumen4 halamanPipingramthecharm_46098467Belum ada peringkat
- Din 6914-10.9Dokumen2 halamanDin 6914-10.9vpjagannaathBelum ada peringkat
- Architects Centra r200 DatasheetDokumen2 halamanArchitects Centra r200 DatasheetCarlos SantoyoBelum ada peringkat
- Trailer Overall Dimensions:: Page 1 of 11Dokumen11 halamanTrailer Overall Dimensions:: Page 1 of 11Prem KumarBelum ada peringkat
- SP0793-0000-1M05-005 - Standard Specification For Welding Rev0 Marzo 2022Dokumen19 halamanSP0793-0000-1M05-005 - Standard Specification For Welding Rev0 Marzo 2022Nestor De Jesus Pico TorresBelum ada peringkat
- 010 Subsea Hose PDFDokumen16 halaman010 Subsea Hose PDFJhonatan FerreiraBelum ada peringkat
- Definitions - Piping NotesDokumen4 halamanDefinitions - Piping NotesMridul Das100% (1)
- Orifice Plate BrochureDokumen39 halamanOrifice Plate Brochureronzies100% (1)
- FRP Tank PDFDokumen4 halamanFRP Tank PDFSunil KumarBelum ada peringkat
- Elastec TDS-118 Skimmer Brochure PDFDokumen2 halamanElastec TDS-118 Skimmer Brochure PDFGiorgiana RosuBelum ada peringkat
- Caesar II-4 - 4 Oct02Dokumen24 halamanCaesar II-4 - 4 Oct02violinistae2000Belum ada peringkat
- Nozzle Flexibility PDFDokumen4 halamanNozzle Flexibility PDFkaruna346100% (1)
- Section - 13D: Locating Field Welds: Section 13 - Pipe Fabrication Shop Issues Flowr8Dokumen9 halamanSection - 13D: Locating Field Welds: Section 13 - Pipe Fabrication Shop Issues Flowr8Satish SonawaneBelum ada peringkat
- Piping Quiz AnsDokumen13 halamanPiping Quiz Anssairam2234100% (1)
- Piping Quiz & Ans (Fluor Daniel) PDFDokumen13 halamanPiping Quiz & Ans (Fluor Daniel) PDFaslam.ambBelum ada peringkat
- Weldolet CatalogueDokumen44 halamanWeldolet Cataloguehwdyang100% (2)
- Straddle Principle For FlangesDokumen1 halamanStraddle Principle For Flangesameybarve67% (3)
- Bonney Forge Branch ConnectionsDokumen45 halamanBonney Forge Branch ConnectionsperoooBelum ada peringkat
- Piping DesignDokumen122 halamanPiping Designfacebookshop100% (9)
- HVAC Handbook Part 3 Piping DesignDokumen122 halamanHVAC Handbook Part 3 Piping DesignTanveer100% (7)
- Storage Tank Design Calculation - Api 650: Open Cone-RoofDokumen1 halamanStorage Tank Design Calculation - Api 650: Open Cone-RoofRafeek ShaikhBelum ada peringkat
- Spray Drying PlantsDokumen3 halamanSpray Drying PlantsRafeek ShaikhBelum ada peringkat
- 50kl Cost Estimation of Storage TankDokumen1 halaman50kl Cost Estimation of Storage TankRafeek ShaikhBelum ada peringkat
- Bom List50klDokumen3 halamanBom List50klRafeek ShaikhBelum ada peringkat
- Agitator Vessel Design Costing50klDokumen1 halamanAgitator Vessel Design Costing50klRafeek ShaikhBelum ada peringkat
- 125k Receiver DataDokumen2 halaman125k Receiver DataRafeek ShaikhBelum ada peringkat
- Chip Plus Handson With Ms WordDokumen50 halamanChip Plus Handson With Ms Wordknlyadav8463Belum ada peringkat
- Standard Measurement of Painting (Section Area/Metre) For Beams For Channels For Angels (Star Bracing)Dokumen2 halamanStandard Measurement of Painting (Section Area/Metre) For Beams For Channels For Angels (Star Bracing)Rafeek ShaikhBelum ada peringkat
- 30kl Reactor Cost EstimationDokumen2 halaman30kl Reactor Cost EstimationRafeek ShaikhBelum ada peringkat
- THE SECRETS OUT - How To Hack Yahoo PasswordsDokumen1 halamanTHE SECRETS OUT - How To Hack Yahoo PasswordsRafeek ShaikhBelum ada peringkat
- Painting Work Inquiry-20121205-235314Dokumen2 halamanPainting Work Inquiry-20121205-235314Rafeek ShaikhBelum ada peringkat
- Faizaan 5kl With Distillation UnitDokumen2 halamanFaizaan 5kl With Distillation UnitRafeek ShaikhBelum ada peringkat
- Related FormulaDokumen279 halamanRelated FormulaRafeek ShaikhBelum ada peringkat
- Virus CodeDokumen1 halamanVirus CodeRafeek ShaikhBelum ada peringkat
- Battery Sizing CalculatorDokumen6 halamanBattery Sizing Calculatormfisol2000Belum ada peringkat
- Rotary Dryer Design & Working PrincipleDokumen12 halamanRotary Dryer Design & Working PrincipleRafeek ShaikhBelum ada peringkat
- MYMT PersonalBudgetWorksheet TrackingWeeklyExpenses Final Version 1 Jan 2004Dokumen7 halamanMYMT PersonalBudgetWorksheet TrackingWeeklyExpenses Final Version 1 Jan 2004gopi100% (2)
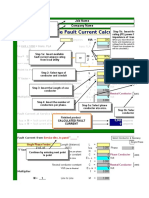
- Fault Current Calculation V7 1Dokumen8 halamanFault Current Calculation V7 1enghassanain6486Belum ada peringkat
- Ra BillDokumen1 halamanRa BillRafeek ShaikhBelum ada peringkat
- Autocad TricksDokumen1 halamanAutocad TricksRafeek ShaikhBelum ada peringkat
- Electrical Panel Load Calculation 22 8 12Dokumen33 halamanElectrical Panel Load Calculation 22 8 12vicent johnBelum ada peringkat
- Home Electrical Bill / Energy Consumption / Electrical Load CalculatorDokumen21 halamanHome Electrical Bill / Energy Consumption / Electrical Load Calculatorsrabon1059Belum ada peringkat
- Pharma Co ListDokumen7 halamanPharma Co ListRafeek ShaikhBelum ada peringkat
- MKM Solutions Plastic Pyrolysis Plant: Other ProductsDokumen4 halamanMKM Solutions Plastic Pyrolysis Plant: Other ProductsRafeek ShaikhBelum ada peringkat
- MINIMUM Insulation Resistance Value MINIMUM Insulation Resistance ValueDokumen37 halamanMINIMUM Insulation Resistance Value MINIMUM Insulation Resistance ValueHilmy FadlyBelum ada peringkat
- Jdi-L11 Liaquat Engineering WorksDokumen21 halamanJdi-L11 Liaquat Engineering WorksRafeek ShaikhBelum ada peringkat
- Continuous DryerDokumen11 halamanContinuous DryerBülent KabadayiBelum ada peringkat
- Motor Power and TorqueDokumen4 halamanMotor Power and Torquepippo2378793Belum ada peringkat
- ASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewDokumen1 halamanASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewRafeek ShaikhBelum ada peringkat
- ASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewDokumen55 halamanASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewAravindan Ganesh KumarBelum ada peringkat
- Effective Leadership Case Study AssignmentDokumen5 halamanEffective Leadership Case Study AssignmentAboubakr Soultan67% (3)
- Gutoiu - 2019 - Demography RomaniaDokumen18 halamanGutoiu - 2019 - Demography RomaniaDomnProfessorBelum ada peringkat
- Anguyo Emmanuel Research ReportDokumen51 halamanAnguyo Emmanuel Research ReportTendo PaulBelum ada peringkat
- Experimental Nucleonics PDFDokumen1 halamanExperimental Nucleonics PDFEricBelum ada peringkat
- Entrepreneurial Culture - Chapter 13Dokumen11 halamanEntrepreneurial Culture - Chapter 13bnp guptaBelum ada peringkat
- Orthogonal Curvilinear CoordinatesDokumen16 halamanOrthogonal Curvilinear CoordinatesstriaukasBelum ada peringkat
- Concrete Batching and MixingDokumen8 halamanConcrete Batching and MixingIm ChinithBelum ada peringkat
- Ass HeniDokumen14 halamanAss Henialexsabebe28Belum ada peringkat
- Introduction To The Philosophy of The Human PersonDokumen21 halamanIntroduction To The Philosophy of The Human Personanon_254928515Belum ada peringkat
- Unit 9Dokumen3 halamanUnit 9LexBelum ada peringkat
- Full Download Test Bank For Microbiology The Human Experience First Edition First Edition PDF Full ChapterDokumen36 halamanFull Download Test Bank For Microbiology The Human Experience First Edition First Edition PDF Full Chapterscalp.downcast.c7wgo100% (20)
- தசம பின்னம் ஆண்டு 4Dokumen22 halamanதசம பின்னம் ஆண்டு 4Jessica BarnesBelum ada peringkat
- Presentation Management Trainee Batch VII - Mohammad Arian RahmatullahDokumen8 halamanPresentation Management Trainee Batch VII - Mohammad Arian RahmatullahMohammad Arian RahmatullahBelum ada peringkat
- Tales From The Wood RPGDokumen51 halamanTales From The Wood RPGArthur Taylor100% (1)
- Cytomegalovirus in Primary ImmunodeficiencyDokumen9 halamanCytomegalovirus in Primary ImmunodeficiencyAle Pushoa UlloaBelum ada peringkat
- Problems of Alternative Dispute Resolution Mechanisms and Proposals For Improvement: A Study in BangladeshDokumen12 halamanProblems of Alternative Dispute Resolution Mechanisms and Proposals For Improvement: A Study in BangladeshssfsdsdBelum ada peringkat
- CONTARE Notes and ReviewerDokumen4 halamanCONTARE Notes and ReviewerApong VillegasBelum ada peringkat
- Test Initial 9FDokumen2 halamanTest Initial 9FGeorge StancuBelum ada peringkat
- Moorish Architecture - KJDokumen7 halamanMoorish Architecture - KJKairavi JaniBelum ada peringkat
- Professional Ethics in Human ValuesDokumen25 halamanProfessional Ethics in Human Valuesdips03275% (4)
- Numerical Skills LectureDokumen48 halamanNumerical Skills LecturezararBelum ada peringkat
- Finals - SS12 PrefinalsDokumen14 halamanFinals - SS12 PrefinalsTENBENTENTEN100% (1)
- School Work - The Marriage CrisisDokumen2 halamanSchool Work - The Marriage CrisisTreesy NgoBelum ada peringkat
- The Importance of MoneyDokumen9 halamanThe Importance of MoneyLinda FeiBelum ada peringkat
- Hydrostatic PressureDokumen13 halamanHydrostatic Pressureapi-2859151810% (1)
- Thesis Statement For Moral CourageDokumen7 halamanThesis Statement For Moral CourageMonica Franklin100% (2)
- DhamanDokumen20 halamanDhamanAman BrarBelum ada peringkat
- Bi Tahun 5 Penjajaran RPT 2020Dokumen6 halamanBi Tahun 5 Penjajaran RPT 2020poppy_90Belum ada peringkat
- (After The Reading of The Quote) : For The Entrance of The Philippine National Flag!Dokumen4 halaman(After The Reading of The Quote) : For The Entrance of The Philippine National Flag!JV DeeBelum ada peringkat
- Econometrics 2 Exam AnswersDokumen6 halamanEconometrics 2 Exam AnswersDavide Rossetti67% (3)