Anda mungkin juga menyukai
- Plan de Negocio de Un Restaurante en El Distrito de Punta NegraDokumen33 halamanPlan de Negocio de Un Restaurante en El Distrito de Punta NegraKiara NovoaBelum ada peringkat
- Estrategias CorporativasDokumen5 halamanEstrategias CorporativasKamal Vidal GazaueBelum ada peringkat
- Sintesis - Administración de La Calidad Total PDFDokumen8 halamanSintesis - Administración de La Calidad Total PDFDaniel AlejandroBelum ada peringkat
- 22 - Indicadores Hospitalarios - 2019Dokumen10 halaman22 - Indicadores Hospitalarios - 2019Alejandro Huallanca ZamudioBelum ada peringkat
- Direccionamiento EstrategicoDokumen25 halamanDireccionamiento EstrategicoCamila CastellanosBelum ada peringkat
- ¿Qué Son Los Stakeholders?Dokumen4 halaman¿Qué Son Los Stakeholders?José Luis RamírezBelum ada peringkat
- Posicionamiento de MarcaDokumen4 halamanPosicionamiento de MarcaMichael Jose Villadiego CantilloBelum ada peringkat
- Mercados ProyectoDokumen78 halamanMercados ProyectoCarlos CPBelum ada peringkat
- Teoria de La CalidadDokumen5 halamanTeoria de La CalidadLuis DiazBelum ada peringkat
- Plan Estrategico de MercadeoDokumen11 halamanPlan Estrategico de MercadeoTatiana A. GomezBelum ada peringkat
- Foro 8 Estrategia de Precios y La Importancia Del Pronóstico de VentasDokumen3 halamanForo 8 Estrategia de Precios y La Importancia Del Pronóstico de VentasJuliana Avila VegaBelum ada peringkat
- El Control Como Funcion AdministrativaDokumen10 halamanEl Control Como Funcion AdministrativaGerman Andres Gomez EslavaBelum ada peringkat
- Factores Que Influyen en El Comportamiento Del ConsumidorDokumen4 halamanFactores Que Influyen en El Comportamiento Del ConsumidorRicardoSilveiraBelum ada peringkat
- Nuevo Documento de Microsoft WordDokumen10 halamanNuevo Documento de Microsoft WordediaonBelum ada peringkat
- La Crisis GriegaDokumen17 halamanLa Crisis GriegaPaul SequeirosBelum ada peringkat
- Monografia D MarketingDokumen29 halamanMonografia D MarketingYanetCcunoTitiBelum ada peringkat
- Valor Percibido FinalDokumen26 halamanValor Percibido FinalJose MiguelBelum ada peringkat
- Investigación de Mercado Caso Restaurante Sabores de CasaDokumen71 halamanInvestigación de Mercado Caso Restaurante Sabores de CasaCristhian Vivanco PiedraBelum ada peringkat
- El Valor Percibido Por El ConsumidorDokumen16 halamanEl Valor Percibido Por El ConsumidorXaviera MNBelum ada peringkat
- Autores de La CalidadDokumen39 halamanAutores de La CalidadVERENA CARDENASBelum ada peringkat
- Ejemplo de Un Proyecto Productivo de Un Negocio de RopaDokumen48 halamanEjemplo de Un Proyecto Productivo de Un Negocio de RopaKaren MaciasBelum ada peringkat
- Proyectos de Inversión para Empresas en OperaciónDokumen8 halamanProyectos de Inversión para Empresas en OperaciónSamuel González CandiaBelum ada peringkat
- Investigacion de Mercado Coco-MadeimoselleDokumen26 halamanInvestigacion de Mercado Coco-MadeimoselleSally MartínezBelum ada peringkat
- La Ética EmpresarialDokumen9 halamanLa Ética EmpresarialDelu AlvarezBelum ada peringkat
- DiapositivasDokumen10 halamanDiapositivasbernardBelum ada peringkat
- Calidad de Vida Laboral y Equidad en EmpresasDokumen24 halamanCalidad de Vida Laboral y Equidad en EmpresasAdriana Karina Villalobos DiazBelum ada peringkat
- Comportamiento Del Consumidor y ProductoDokumen25 halamanComportamiento Del Consumidor y ProductoJayke MaybiBelum ada peringkat
- Filosofías Del MarketingDokumen3 halamanFilosofías Del MarketingBriyito Super100% (1)
- Necesidades y Motivacion Del ConsumidorDokumen19 halamanNecesidades y Motivacion Del ConsumidorKevin Rosales OcampoBelum ada peringkat
- MARKETING I Comportamiento de Compra Mercado de ConsumoDokumen30 halamanMARKETING I Comportamiento de Compra Mercado de ConsumoJosefina Muñoz MollerBelum ada peringkat
- Proyecto RopaDokumen103 halamanProyecto Ropaflor mariaBelum ada peringkat
- Proyecto Gerencia de ProduccionDokumen28 halamanProyecto Gerencia de ProduccionFernando MolinaBelum ada peringkat
- Las Cinco Etapas para Un Benchmarking Propuestas Por SpendoliniDokumen1 halamanLas Cinco Etapas para Un Benchmarking Propuestas Por SpendoliniVirginia Suarez100% (1)
- Variables de SegmentaciónDokumen3 halamanVariables de SegmentaciónLuz SantivanezBelum ada peringkat
- Clase Costo de OportunidadDokumen2 halamanClase Costo de Oportunidadmarcelo17890Belum ada peringkat
- Plan de NegociosDokumen38 halamanPlan de NegociosAlexander Coro EquiceBelum ada peringkat
- Estudio de MercadoDokumen26 halamanEstudio de MercadoGeorge Luis FlorezBelum ada peringkat
- Administración de La Calidad TotalDokumen5 halamanAdministración de La Calidad TotalEDUALPRBelum ada peringkat
- Qué Es El Marketing 4.0Dokumen5 halamanQué Es El Marketing 4.0JuanBelum ada peringkat
- Damaris Nicol - Primera PresentaciónDokumen40 halamanDamaris Nicol - Primera Presentaciónjuan daniel padilla aguilarBelum ada peringkat
- Ciclo de Vida de Un ProductoDokumen7 halamanCiclo de Vida de Un ProductoJuan PinedaBelum ada peringkat
- Resumen La InflacionDokumen9 halamanResumen La InflacionJackeline Arteaga VillegasBelum ada peringkat
- Marketing Caso de Las Mascotas ListosDokumen19 halamanMarketing Caso de Las Mascotas ListosCarlos Cano GonzalezBelum ada peringkat
- Estudio Factibilidad DiegoDokumen69 halamanEstudio Factibilidad DiegoYara Alejandra Vargas FontanillaBelum ada peringkat
- Promocion y Proceso de VentasDokumen5 halamanPromocion y Proceso de VentasRaul Ramos Ramos100% (1)
- Plan de Negocios Zhirenia D' Anjella Quiroz ParedesDokumen79 halamanPlan de Negocios Zhirenia D' Anjella Quiroz ParedesElvio Esteban Condori FloresBelum ada peringkat
- Sesión 4 - Sesión 4Dokumen10 halamanSesión 4 - Sesión 4fcoval71Belum ada peringkat
- Ensayo Sobre La Importancia de La DemandaDokumen2 halamanEnsayo Sobre La Importancia de La Demandalady jimenezBelum ada peringkat
- El Ciclo PHVADokumen6 halamanEl Ciclo PHVANima maza YefersonBelum ada peringkat
- tp1 AdmiDokumen4 halamantp1 AdmicelesteBelum ada peringkat
- Como Instalar Un Restaurante de Comida RápidaDokumen16 halamanComo Instalar Un Restaurante de Comida RápidaRamon Segundo Ruiz MonteroBelum ada peringkat
- Corrientes Principales de La Planificacion EstrategicaDokumen19 halamanCorrientes Principales de La Planificacion Estrategicagabby_gamaBelum ada peringkat
- Postura Competitiva OriginalDokumen6 halamanPostura Competitiva OriginalDana Tkm NaorBelum ada peringkat
- Innovacion EmpresarialDokumen2 halamanInnovacion EmpresarialDEVEC88Belum ada peringkat
- Marco TeoricoDokumen28 halamanMarco TeoricoMisshell GutierrezBelum ada peringkat
- Micro y Macro Entorno (1) CorreccionDokumen17 halamanMicro y Macro Entorno (1) CorreccionDiana Martinez MBelum ada peringkat
- La Globalización y Los Recursos HumanosDokumen4 halamanLa Globalización y Los Recursos HumanosGuillermo Zubieta reyes100% (3)
- Unidad - 13 CULTURA DE CALIDADDokumen51 halamanUnidad - 13 CULTURA DE CALIDADLIC. JENARO REYESBelum ada peringkat
- Modulo 1 Generalidades de CalidadDokumen17 halamanModulo 1 Generalidades de CalidadnicodemusBelum ada peringkat
- Control Estadistico Tarea 1Dokumen10 halamanControl Estadistico Tarea 1LEONEL LAGUNA HERNANDEZBelum ada peringkat
- Libro Etica Profesional - El Tercer Cantero.-25!10!2010Dokumen14 halamanLibro Etica Profesional - El Tercer Cantero.-25!10!2010Glendy Ancona Tec100% (2)
- Equipo y Grupo - LiderazgoDokumen3 halamanEquipo y Grupo - LiderazgoGlendy Ancona TecBelum ada peringkat
- Balanza de PagosDokumen1 halamanBalanza de PagosGlendy Ancona TecBelum ada peringkat
- Discrepancia FiscalDokumen7 halamanDiscrepancia FiscalGlendy Ancona Tec100% (1)
- Indicadores FinancierosDokumen5 halamanIndicadores FinancierosGlendy Ancona TecBelum ada peringkat
- Muestreo de Auditoria Nia 530Dokumen32 halamanMuestreo de Auditoria Nia 530Glendy Ancona Tec100% (3)
- CartaDokumen11 halamanCartaGlendy Ancona TecBelum ada peringkat
- Contrato Individual de Trabajo Por Tiempo IndeterminadoDokumen5 halamanContrato Individual de Trabajo Por Tiempo Indeterminadoradio2016Belum ada peringkat
- Indicadores FinancierosDokumen5 halamanIndicadores FinancierosGlendy Ancona TecBelum ada peringkat
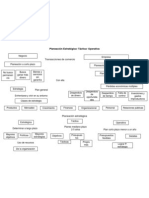
- Planeacion EstrategicaDokumen1 halamanPlaneacion EstrategicaGlendy Ancona TecBelum ada peringkat
- Norma APA (6ta. Edición-Slideshare)Dokumen104 halamanNorma APA (6ta. Edición-Slideshare)Stanley FrancoBelum ada peringkat
- Haciendas EspañolDokumen13 halamanHaciendas EspañolGlendy Ancona TecBelum ada peringkat
- Mapa Mental TareaDokumen5 halamanMapa Mental TareaGlendy Ancona TecBelum ada peringkat
- Contratos MercantilesDokumen10 halamanContratos MercantilesGlendy Ancona TecBelum ada peringkat
- Democrito YempedoclesDokumen3 halamanDemocrito YempedoclesGlendy Ancona TecBelum ada peringkat
- ProblemaDokumen3 halamanProblemaGlendy Ancona Tec65% (20)
- Definiciones de Esttetica Equipo6Dokumen18 halamanDefiniciones de Esttetica Equipo6Glendy Ancona TecBelum ada peringkat
- Etica y ValoresDokumen13 halamanEtica y ValoresGlendy Ancona TecBelum ada peringkat
- Tecnicismos de Las CuentasDokumen23 halamanTecnicismos de Las CuentasGlendy Ancona TecBelum ada peringkat
- Resumen, Franquicias Actividad 1Dokumen6 halamanResumen, Franquicias Actividad 1Monique RamirezBelum ada peringkat
- Gestion de La Innovacion en PRODEMU V 4.5Dokumen16 halamanGestion de La Innovacion en PRODEMU V 4.5Luis SáezBelum ada peringkat
- Lectura Seguridad de La InformaciónDokumen6 halamanLectura Seguridad de La InformaciónVictor Carlos Huanca BediaBelum ada peringkat
- Guía de Derecho Aduanero 2 ParcialDokumen8 halamanGuía de Derecho Aduanero 2 ParcialAnilu RodriguezBelum ada peringkat
- Entrenos C1Dokumen22 halamanEntrenos C1Zenaida GarciaBelum ada peringkat
- Diseño Grafico Logos LibroDokumen50 halamanDiseño Grafico Logos LibroDidier DutruelBelum ada peringkat
- Mapa Estrategico RR HH - Grupo 5Dokumen12 halamanMapa Estrategico RR HH - Grupo 5Carlos Cabrera AranaBelum ada peringkat
- Taller de Contabilizaciones 2Dokumen1 halamanTaller de Contabilizaciones 2Jesica Martinez RamirezBelum ada peringkat
- Inspeccion Del AlmacenDokumen3 halamanInspeccion Del AlmacenPEDRO LOPEZBelum ada peringkat
- El Proceso de Producción en ZaraDokumen3 halamanEl Proceso de Producción en ZaraMary Paez Soto80% (5)
- Examen de Gestion y Gerencia de La SaludDokumen3 halamanExamen de Gestion y Gerencia de La Salud11-MH-HU-SYLVANE PAREDES SAMARBelum ada peringkat
- Desiciones Gerenciales Caso Global FoodsDokumen7 halamanDesiciones Gerenciales Caso Global FoodsLuis BadillaBelum ada peringkat
- Guía de Aprendizaje HACCPDokumen8 halamanGuía de Aprendizaje HACCPSebas Rincon HenaoBelum ada peringkat
- Manual Del Maestrando Mdpi 2017Dokumen7 halamanManual Del Maestrando Mdpi 2017Maestría en Diseño de Procesos Innovativos100% (1)
- Consulta Egresos Dic2022Dokumen8 halamanConsulta Egresos Dic2022Asistente Contadora IMABelum ada peringkat
- Regimenes Tributarios de BoliviaDokumen12 halamanRegimenes Tributarios de BoliviaFaBi Llanquipacha RojasBelum ada peringkat
- Actividad Evaluativa Guía 1 Atención Al ClienteDokumen7 halamanActividad Evaluativa Guía 1 Atención Al ClienteNATALY ANDREA PINTO BALLESTEROSBelum ada peringkat
- Segunda Tarea de Principio de EconomiaDokumen5 halamanSegunda Tarea de Principio de Economiayo yoBelum ada peringkat
- Ejercicios Cap3Dokumen44 halamanEjercicios Cap3Angel IscoaBelum ada peringkat
- Tarifa Decorban 2015 B PDFDokumen243 halamanTarifa Decorban 2015 B PDFJuli SánchezBelum ada peringkat
- Niif Pymes Seccion2Dokumen40 halamanNiif Pymes Seccion2GaBy Salcedo JaraBelum ada peringkat
- Plantilla - Proyecciones FinancierasDokumen22 halamanPlantilla - Proyecciones FinancierasCindy CaviedesBelum ada peringkat
- H.C Reglamento de Recaudación de FondosDokumen1 halamanH.C Reglamento de Recaudación de FondosClaudia Alfonso SequeiraBelum ada peringkat
- Constitutivo ExplicasionDokumen8 halamanConstitutivo Explicasionjoel chambiBelum ada peringkat
- Tarea 10 SerDokumen4 halamanTarea 10 SerJEAN Carlos Ogando50% (2)
- Sesión# 5 - Diseño Organizacional (Oct2021)Dokumen45 halamanSesión# 5 - Diseño Organizacional (Oct2021)contactochris 2022Belum ada peringkat
- S9 - UPN PPT - El Estado de ResultadosDokumen20 halamanS9 - UPN PPT - El Estado de ResultadosAdriana Fiorella Arenas RuizBelum ada peringkat
- Autorizacion Retiro de ContenedoresDokumen5 halamanAutorizacion Retiro de Contenedoresmissleydys1Belum ada peringkat
- Sistemas de Monitoreo e Inteligencia CompetitivaDokumen7 halamanSistemas de Monitoreo e Inteligencia CompetitivaCésar Orbegozo MedinaBelum ada peringkat
- Detalle Organigrama de AreasDokumen6 halamanDetalle Organigrama de AreasRoberth VgaBelum ada peringkat