Anda mungkin juga menyukai
- Industrial Biorenewables: A Practical ViewpointDari EverandIndustrial Biorenewables: A Practical ViewpointBelum ada peringkat
- Fydp - Final Report - G6Dokumen185 halamanFydp - Final Report - G6Sanika TalathiBelum ada peringkat
- Methyl Tertiary Butyl Ether (MTBE) Full ReportDokumen369 halamanMethyl Tertiary Butyl Ether (MTBE) Full Reportnasnazir100% (1)
- G 1 PDFDokumen199 halamanG 1 PDFKing HenryBelum ada peringkat
- Maleic Anhydride Production From N-ButaneDokumen5 halamanMaleic Anhydride Production From N-ButaneMagdyBelum ada peringkat
- Acrolein Project Final PDFDokumen104 halamanAcrolein Project Final PDFPankaj RanaBelum ada peringkat
- Maleic Anhydride - Process DesignDokumen45 halamanMaleic Anhydride - Process Designstavros7100% (4)
- 64788Dokumen35 halaman64788ghatak2100% (1)
- Production of Aniline by Reduction of Nitrobenzene: Group#2Dokumen26 halamanProduction of Aniline by Reduction of Nitrobenzene: Group#2Arsal MaqboolBelum ada peringkat
- Report 0Dokumen19 halamanReport 0Joseph OrjiBelum ada peringkat
- Material Balance: The Nitration ProcessDokumen14 halamanMaterial Balance: The Nitration Processlaoy aolBelum ada peringkat
- Brandstaedter Willi MichaelDokumen202 halamanBrandstaedter Willi MichaelApril JuneBelum ada peringkat
- ReportDokumen20 halamanReportCrazy HelloBelum ada peringkat
- Project 2 Maleic AnhydrideDokumen11 halamanProject 2 Maleic AnhydrideAhmed Ali50% (2)
- Report BTPDokumen47 halamanReport BTPvpsrpuchBelum ada peringkat
- Paracetamol Plant ProjectDokumen90 halamanParacetamol Plant ProjectEshan BhatBelum ada peringkat
- Styrene Production Plant Dwsim FlowsheetDokumen11 halamanStyrene Production Plant Dwsim FlowsheetmurtadaBelum ada peringkat
- LECTURE - 6: Ethylene Derivatives: Ethylene Oxide and Ethanol Amines 6.1 Ethylene OxideDokumen7 halamanLECTURE - 6: Ethylene Derivatives: Ethylene Oxide and Ethanol Amines 6.1 Ethylene Oxideمحمود محمدBelum ada peringkat
- Acrolein Design ProjectDokumen13 halamanAcrolein Design ProjectPeter McCormack100% (1)
- Hydrogenation of Nitrobenzene To AnilineDokumen8 halamanHydrogenation of Nitrobenzene To AnilineYu HuiBelum ada peringkat
- (1)Dokumen119 halaman(1)Virginia Rosales OlmosBelum ada peringkat
- Project 6 - Ethylene Oxide PDFDokumen13 halamanProject 6 - Ethylene Oxide PDFStephanie Hawkins100% (1)
- Process Simulation of Ethanol Production From Biomass Gasification and Syngas Fermentation PDFDokumen33 halamanProcess Simulation of Ethanol Production From Biomass Gasification and Syngas Fermentation PDFramesh pokhrelBelum ada peringkat
- Production of Maleic Anhydride PresentationDokumen15 halamanProduction of Maleic Anhydride PresentationNqobile LowakwaMkhize100% (1)
- Control of Evaporator in The Production of UreaDokumen15 halamanControl of Evaporator in The Production of Ureatariq fareedBelum ada peringkat
- NaphthaleneDokumen7 halamanNaphthalenesudivgulla1100% (1)
- Final ProjectDokumen80 halamanFinal ProjectLASSANABelum ada peringkat
- Production of Ethylene OxideDokumen22 halamanProduction of Ethylene OxideShahabuddin Khan Niazi100% (1)
- Mini Project Full PDFDokumen37 halamanMini Project Full PDFMohamad El KheirBelum ada peringkat
- Phenol PlantDokumen33 halamanPhenol PlantrakeshBelum ada peringkat
- It1.Introduction & History:-: 1.1 Introduction To Cumene:-StructureDokumen12 halamanIt1.Introduction & History:-: 1.1 Introduction To Cumene:-StructureJaymin GoswamiBelum ada peringkat
- Production of Aniline by Direct AminationDokumen29 halamanProduction of Aniline by Direct AminationSatyshikh SrivBelum ada peringkat
- Ethylene and Acetylene Plant PDFDokumen405 halamanEthylene and Acetylene Plant PDFاحمد الدلالBelum ada peringkat
- Project: Design of A Reactor For The Aniline ProductionDokumen19 halamanProject: Design of A Reactor For The Aniline ProductionLUIS ESTEBAN VÁSQUEZ CASTANEDABelum ada peringkat
- 1-DESIGN OF A DISTILLATION COLUMN (AutoRecovered)Dokumen20 halaman1-DESIGN OF A DISTILLATION COLUMN (AutoRecovered)defred100% (1)
- Revised PFD - Aniline ProductionDokumen1 halamanRevised PFD - Aniline Productionxxkooonxx100% (2)
- The Production of Acetylsalicylic AcidDokumen45 halamanThe Production of Acetylsalicylic AcidAhmed Ali100% (1)
- Final Year Design Project Thesis Report Session 2018Dokumen153 halamanFinal Year Design Project Thesis Report Session 2018RiholoBelum ada peringkat
- Preliminary Report CompletedDokumen28 halamanPreliminary Report CompletedJacky100% (1)
- Mtbe 3 - DP 2Dokumen303 halamanMtbe 3 - DP 2Faiz ZainiBelum ada peringkat
- Adipic AcidDokumen33 halamanAdipic AcidjY-renBelum ada peringkat
- Procss Design and Mass BalanceDokumen7 halamanProcss Design and Mass BalanceBa Tawa NaBelum ada peringkat
- 2506Dokumen74 halaman2506Madhukar ScribdBelum ada peringkat
- Simulation and Analysis of A Reactive Distillation Column For Removal of Water From Ethanol Water MixturesDokumen9 halamanSimulation and Analysis of A Reactive Distillation Column For Removal of Water From Ethanol Water MixturesBryanJianBelum ada peringkat
- Naphthalene ProductionDokumen4 halamanNaphthalene ProductionprabudhaBelum ada peringkat
- FYP CompleteDokumen104 halamanFYP CompleteAnonymous b9fcR5Belum ada peringkat
- Production of Formaldehyde From MethanolDokumen13 halamanProduction of Formaldehyde From MethanolAugusto Mohr Christmann100% (1)
- Table of Contents (00000002) .Docx LatestDokumen94 halamanTable of Contents (00000002) .Docx LatestkashifwarsiBelum ada peringkat
- Aspirin PDFDokumen3 halamanAspirin PDFRayan FuadBelum ada peringkat
- CAL As Is Study Production Process 1.2.1Dokumen12 halamanCAL As Is Study Production Process 1.2.1Tharmaraj MuralikrishnanBelum ada peringkat
- CH3-CH-OH CoohDokumen105 halamanCH3-CH-OH CoohAniket GawdeBelum ada peringkat
- AI in Chemical EngineeringDokumen17 halamanAI in Chemical Engineeringpatel arpitBelum ada peringkat
- FYP ProposalDokumen11 halamanFYP ProposalArslan SamBelum ada peringkat
- Chapter One: Acid Anhydride Maleic AcidDokumen55 halamanChapter One: Acid Anhydride Maleic AcidTCBerkcanErbilgeBelum ada peringkat
- Design & Simulation For Production of Maleic AnhydrideDokumen23 halamanDesign & Simulation For Production of Maleic AnhydrideSanika TalathiBelum ada peringkat
- Production of Maleic Anhydride From BenzeneDokumen5 halamanProduction of Maleic Anhydride From BenzeneAmirul Assyraf NoorBelum ada peringkat
- Cpe520 - Mini Project Report - Eh2204g PDFDokumen40 halamanCpe520 - Mini Project Report - Eh2204g PDFAwiBurhanuddinBelum ada peringkat
- 01 IntroductionDokumen11 halaman01 IntroductionM.AbdullahBelum ada peringkat
- (NIIR) Industrial Chemicals Technology Hand BookDokumen9 halaman(NIIR) Industrial Chemicals Technology Hand BookNaveen KamatBelum ada peringkat
- Chemical IndustryDokumen9 halamanChemical Industryapi-320290632Belum ada peringkat
- 1.1 Industry ProfileDokumen9 halaman1.1 Industry ProfilemgajenBelum ada peringkat
- 1.3 Company ProfileDokumen10 halaman1.3 Company ProfilemgajenBelum ada peringkat
- Table 17: Factors Wise Classification From Respondents: (AverageDokumen4 halamanTable 17: Factors Wise Classification From Respondents: (AveragemgajenBelum ada peringkat
- Findings: Age Wise ClassificationDokumen3 halamanFindings: Age Wise ClassificationmgajenBelum ada peringkat
- Findings of Leverages and Cost SheetDokumen3 halamanFindings of Leverages and Cost SheetmgajenBelum ada peringkat
- Summary, Findings and ConclusionDokumen10 halamanSummary, Findings and ConclusionmgajenBelum ada peringkat
- Credit Appraisal & NPA Management: Arkadip Gupta PGDMB14-101Dokumen34 halamanCredit Appraisal & NPA Management: Arkadip Gupta PGDMB14-101mgajenBelum ada peringkat
- Inventory To Current Asset RatioDokumen6 halamanInventory To Current Asset RatiomgajenBelum ada peringkat
- Abhinav: International Monthly Refereed Journal of Research in Management & TechnologyDokumen6 halamanAbhinav: International Monthly Refereed Journal of Research in Management & TechnologymgajenBelum ada peringkat
- Objectives of The Study Primary ObjectiveDokumen1 halamanObjectives of The Study Primary ObjectivemgajenBelum ada peringkat
- Ratio Formula RemarksDokumen7 halamanRatio Formula RemarksmgajenBelum ada peringkat
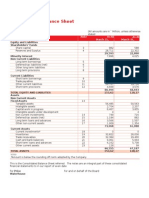
- Consolidated Balance Sheet: Annual Report 2013 - 2014Dokumen2 halamanConsolidated Balance Sheet: Annual Report 2013 - 2014mgajenBelum ada peringkat
- Credit Appraisal IntroductionDokumen17 halamanCredit Appraisal IntroductionmgajenBelum ada peringkat
- Project On IobDokumen63 halamanProject On IobSadha Nanda PrabhuBelum ada peringkat
- (Highest Safety) : Crisil AaaDokumen1 halaman(Highest Safety) : Crisil AaamgajenBelum ada peringkat
- IOB Annual Report 2011Dokumen184 halamanIOB Annual Report 2011mgajenBelum ada peringkat
- Mr.S.VIGNESH (REG NO:711300247) Student From Your College (Chennai) Private Limited From 28Dokumen1 halamanMr.S.VIGNESH (REG NO:711300247) Student From Your College (Chennai) Private Limited From 28mgajenBelum ada peringkat
- A Study On Grievance Handling Procedure at Hema Engineering Industries Limited, HosurDokumen9 halamanA Study On Grievance Handling Procedure at Hema Engineering Industries Limited, Hosurmgajen100% (1)
- Distillation: Unit Operations (Che 347/ 251)Dokumen27 halamanDistillation: Unit Operations (Che 347/ 251)Amira KormainBelum ada peringkat
- 02-1a Fundamentals of Plant Process Layout & Piping DesignDokumen88 halaman02-1a Fundamentals of Plant Process Layout & Piping DesignJhoann CastroBelum ada peringkat
- Material BalanceDokumen29 halamanMaterial Balancepeter-albert.danielBelum ada peringkat
- Life Cycle Assessment of Pet BottleDokumen72 halamanLife Cycle Assessment of Pet BottleGökhan YatağanBelum ada peringkat
- Difference Between Atmospheric Distillation and Vacuum Distillation - Compare The Difference Between Similar TermsDokumen7 halamanDifference Between Atmospheric Distillation and Vacuum Distillation - Compare The Difference Between Similar TermsPranto ShuvoBelum ada peringkat
- Toluene Acc First Chemical Corporation (FCC)Dokumen80 halamanToluene Acc First Chemical Corporation (FCC)Ali AbbasovBelum ada peringkat
- Distillation Basics FinalDokumen164 halamanDistillation Basics FinalmanankBelum ada peringkat
- Distillation CalculationDokumen76 halamanDistillation Calculationlutfi awn100% (1)
- Mto-2 Oep (30,31,32)Dokumen1 halamanMto-2 Oep (30,31,32)Nayan ParmarBelum ada peringkat
- Oil Refinery Processes: CHE-401 Petroleum EngineeringDokumen154 halamanOil Refinery Processes: CHE-401 Petroleum EngineeringAshish Mishra100% (6)
- Au5 Online Operating ManualDokumen303 halamanAu5 Online Operating ManualAjesh Babu100% (1)
- Ped IDokumen92 halamanPed IPriyank KhirsariyaBelum ada peringkat
- Distillation PrinciplesDokumen71 halamanDistillation PrinciplesRaghu Kohli100% (1)
- Determiners of Refinery Complexity An OverviewDokumen4 halamanDeterminers of Refinery Complexity An OverviewInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- OSHA Technical ManualDokumen102 halamanOSHA Technical ManualthugpanditBelum ada peringkat
- Submit Question 2.: Tutorial 6Dokumen1 halamanSubmit Question 2.: Tutorial 6sehunBelum ada peringkat
- Lab 2 - Distillation Column CompleteDokumen18 halamanLab 2 - Distillation Column CompleteHadiChan100% (1)
- Aim, Apparatus, Method For Distillation ColumnDokumen4 halamanAim, Apparatus, Method For Distillation ColumnNurtasha AtikahBelum ada peringkat
- A Major Project Report On Design of Multicomponent Distillation Column by Approximate and Rigorous Method Using MatlabDokumen51 halamanA Major Project Report On Design of Multicomponent Distillation Column by Approximate and Rigorous Method Using MatlabMasood HassanBelum ada peringkat
- Generalized Equation For Thermophysical PropertiesDokumen5 halamanGeneralized Equation For Thermophysical PropertiesAmmar .kBelum ada peringkat
- Unit-02 Petroleum Process I-IVDokumen143 halamanUnit-02 Petroleum Process I-IVMayank KoparkarBelum ada peringkat
- Petroleum Industry Structure: Hassan Z. HarrazDokumen64 halamanPetroleum Industry Structure: Hassan Z. HarrazMuhammad AliBelum ada peringkat
- UcucucDokumen97 halamanUcucucJV Custodio100% (2)
- Distillation Column Lab ReportDokumen14 halamanDistillation Column Lab ReportWahida Shukori67% (3)
- Chapter 8Dokumen44 halamanChapter 8Syukri ZainuddinBelum ada peringkat
- Distillation PrinciplesDokumen71 halamanDistillation PrinciplesMuhammad Qaisar KhanBelum ada peringkat
- Report On Industrial Training at Eastern Refinery LimitedDokumen109 halamanReport On Industrial Training at Eastern Refinery LimitedTouhid Islam67% (3)
- RefineryDokumen547 halamanRefineryValeanu ErmilBelum ada peringkat
- Futures First Gasoil Market Handbook 1.26Dokumen75 halamanFutures First Gasoil Market Handbook 1.26Sourav GargBelum ada peringkat
- MT3 - Continuous Distillation TowerDokumen14 halamanMT3 - Continuous Distillation TowerRafiah JobBelum ada peringkat