Anda mungkin juga menyukai
- O Mundo Da UsinagemDokumen60 halamanO Mundo Da UsinagemmeatonBelum ada peringkat
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LDari EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LBelum ada peringkat
- 2017caderno de Exercícios Siemens PDFDokumen44 halaman2017caderno de Exercícios Siemens PDFValter Lima100% (1)
- Apostila Desenho Técnico Mecânico IFPE Espírito SantoDokumen165 halamanApostila Desenho Técnico Mecânico IFPE Espírito SantoJVictorBelum ada peringkat
- Tamboreamento PDFDokumen3 halamanTamboreamento PDFmarceloBelum ada peringkat
- Apresentação TCC TamboreadorDokumen39 halamanApresentação TCC TamboreadorAllery SamBelum ada peringkat
- Estampagem de Aço Inox PDFDokumen52 halamanEstampagem de Aço Inox PDFnicolau baltazar massabandeBelum ada peringkat
- CAtia v5 BasicoDokumen34 halamanCAtia v5 BasicoMario AndradeBelum ada peringkat
- Programação Fanuc 21TDokumen34 halamanProgramação Fanuc 21TFilhaoPiresBelum ada peringkat
- Apostila 2009-1Dokumen232 halamanApostila 2009-1ajhp2010Belum ada peringkat
- Usinagem - Folhas de ProcessoDokumen10 halamanUsinagem - Folhas de ProcessoWellington GhezziBelum ada peringkat
- Aula 3-TorneamentoDokumen57 halamanAula 3-TorneamentoElizeu Ferreira Dos Santos100% (1)
- Curso de Mastercam x6Dokumen44 halamanCurso de Mastercam x6Gabriel Henrique0% (1)
- Sistema Camara QuenteDokumen10 halamanSistema Camara QuenteJuliano BironBelum ada peringkat
- Manual Básico Do EES (V. 2.0)Dokumen73 halamanManual Básico Do EES (V. 2.0)Fabyo Luiz PereiraBelum ada peringkat
- Cálculo No TorneamentoDokumen5 halamanCálculo No TorneamentoBruno SilvaBelum ada peringkat
- Exercicio de Fresa MITSUBISHI M70Dokumen347 halamanExercicio de Fresa MITSUBISHI M70Fabio AlvesBelum ada peringkat
- CNCDokumen51 halamanCNCmineirom7Belum ada peringkat
- Calculo de PoliasDokumen2 halamanCalculo de PoliasPedro Luis SosaBelum ada peringkat
- Seleção de Fluidos de CorteDokumen16 halamanSeleção de Fluidos de CorteCarlos Eduardo Polatschek KopperschmidtBelum ada peringkat
- Apostila Ajustagem10 PDFDokumen46 halamanApostila Ajustagem10 PDFThiago HermesBelum ada peringkat
- Apostila Aco Inox Estampagem Parte1Dokumen0 halamanApostila Aco Inox Estampagem Parte1jzato1379Belum ada peringkat
- E Stamp AriaDokumen82 halamanE Stamp AriaThurckBelum ada peringkat
- Manual de Manutencao de Ferramentas para PuncionadeirasDokumen27 halamanManual de Manutencao de Ferramentas para PuncionadeirasJussBelum ada peringkat
- Simulador de Programas de Torno CNCDokumen28 halamanSimulador de Programas de Torno CNCAntonio Marcos MarcosBelum ada peringkat
- ABRASÃODokumen46 halamanABRASÃOleko200783% (6)
- CNC Centro - Usinagem1Dokumen52 halamanCNC Centro - Usinagem1Wanderley XavierBelum ada peringkat
- Fundição Sob-PressãoDokumen21 halamanFundição Sob-PressãoluizbekBelum ada peringkat
- Torneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Dokumen26 halamanTorneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Árlei Huebra Póvoa100% (1)
- Descritivos CAD-CAM NX 11Dokumen14 halamanDescritivos CAD-CAM NX 11Wendel TrentoBelum ada peringkat
- Apostila Solid EdgeDokumen51 halamanApostila Solid EdgeRonaldo Kanasiro BasilioBelum ada peringkat
- ZAMAKDokumen3 halamanZAMAKAbdoBelum ada peringkat
- Desenho Tecnico MecanicoDokumen226 halamanDesenho Tecnico MecanicoRoberto Fw WebberBelum ada peringkat
- 1 Aula - Estampo de RepuxoDokumen33 halaman1 Aula - Estampo de RepuxoCláudio DinizBelum ada peringkat
- Programador CNCDokumen2 halamanProgramador CNCJosimarBelum ada peringkat
- Seminário - Processos de Fabricação - Conformação Plastica - ChapasDokumen31 halamanSeminário - Processos de Fabricação - Conformação Plastica - ChapasNícoli GaloBelum ada peringkat
- CNC Programao Fanuc DenfordDokumen23 halamanCNC Programao Fanuc DenfordRobertodeOLiveiraBelum ada peringkat
- Set2012 Apostila Te CorteDokumen82 halamanSet2012 Apostila Te CorteWelly DiasBelum ada peringkat
- Fresamento CNC Com Edgecam Apostila Cefet PDFDokumen77 halamanFresamento CNC Com Edgecam Apostila Cefet PDFLuiz VendasBelum ada peringkat
- Torno CNCDokumen166 halamanTorno CNCLuiz Nogueira0% (1)
- Apostila de TorneariaDokumen63 halamanApostila de Torneariagabriel costaBelum ada peringkat
- Aula 1 - Introdução À Usinagem Por AbrasãoDokumen132 halamanAula 1 - Introdução À Usinagem Por AbrasãoJair ZorziBelum ada peringkat
- Resumo Sobre Torno Horizontal UniversalDokumen5 halamanResumo Sobre Torno Horizontal UniversalbecstudiesBelum ada peringkat
- 22-Proc - Fabricação - Acessórios para TorneamentoDokumen9 halaman22-Proc - Fabricação - Acessórios para TorneamentoGregory Aguilera LopesBelum ada peringkat
- Aplainamento e FuraçãoDokumen10 halamanAplainamento e FuraçãoSuellen AlcântaraBelum ada peringkat
- Processos Industriais - Aula Atividade 1Dokumen3 halamanProcessos Industriais - Aula Atividade 1Hellen SantsBelum ada peringkat
- Apostila de Processo de TorneamentoDokumen46 halamanApostila de Processo de TorneamentoSamuel IbiapinoBelum ada peringkat
- Cravar Porcas e ParafusosDokumen5 halamanCravar Porcas e ParafusosGustavo KozakBelum ada peringkat
- 38 PF Recartilhar PerfilDokumen11 halaman38 PF Recartilhar Perfileloisa899889100% (1)
- Máquinas OperatrizesDokumen61 halamanMáquinas OperatrizesCristiano RenataBelum ada peringkat
- Lista de Exercícios - Usinagem Dos MetaisDokumen5 halamanLista de Exercícios - Usinagem Dos MetaisAldo BarbosaBelum ada peringkat
- Informativo Tecnico MecaDokumen10 halamanInformativo Tecnico MecaHIGOR DA SILVABelum ada peringkat
- 5 FTM TorneamentoDokumen13 halaman5 FTM TorneamentoEdmundo Oliveira100% (1)
- Introdução Ao Processo de TorneamentoDokumen17 halamanIntrodução Ao Processo de TorneamentoMayke SilvaBelum ada peringkat
- Trabalho de TornoDokumen46 halamanTrabalho de TornoMarcelotsst100% (1)
- Relatório - Aula Prática de UsinagemDokumen14 halamanRelatório - Aula Prática de UsinagemVanessa SampaioBelum ada peringkat
- Geo Geral 11Dokumen5 halamanGeo Geral 11Antonio SilvaBelum ada peringkat
- 2021 PM3 03 Suportes e MáquinasDokumen16 halaman2021 PM3 03 Suportes e MáquinasAntonio SilvaBelum ada peringkat
- 304 289Dokumen12 halaman304 289Antonio SilvaBelum ada peringkat
- IIIn40 013Dokumen12 halamanIIIn40 013Antonio SilvaBelum ada peringkat
- 000665988Dokumen265 halaman000665988Antonio SilvaBelum ada peringkat
- Aula 05 Ensaios MecânicosDokumen55 halamanAula 05 Ensaios MecânicosNevePassiBelum ada peringkat
- V 7 N 4 A 05Dokumen8 halamanV 7 N 4 A 05Antonio SilvaBelum ada peringkat
- TeoriaDeETeoriaDeErros6 Pptrros6Dokumen24 halamanTeoriaDeETeoriaDeErros6 Pptrros6Antonio SilvaBelum ada peringkat
- Geo Geral 08Dokumen8 halamanGeo Geral 08Antonio SilvaBelum ada peringkat
- Tecnologia Dos Dispositivos PDFDokumen75 halamanTecnologia Dos Dispositivos PDFMarlonPriscoBelum ada peringkat
- Teoria de Erros 5Dokumen23 halamanTeoria de Erros 5Antonio SilvaBelum ada peringkat
- Anel Elástico DIN-471 (Eixo)Dokumen3 halamanAnel Elástico DIN-471 (Eixo)grzanga0% (1)
- V 56 N 337 A 10Dokumen9 halamanV 56 N 337 A 10Antonio SilvaBelum ada peringkat
- Usinagem Dos Fusos de EsferaDokumen1 halamanUsinagem Dos Fusos de EsferaAntonio SilvaBelum ada peringkat
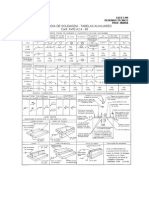
- Simbologia de Soldagem Tab AuxDokumen2 halamanSimbologia de Soldagem Tab AuxAntonio SilvaBelum ada peringkat
- Acabamento SuperficialDokumen6 halamanAcabamento SuperficialAntonio SilvaBelum ada peringkat
- Análise Da Aplicação Do Mapeamento Do Fluxo de Valor Na Identificação de Desperdícios Do Processo de Desenvolvimento de ProdutosDokumen13 halamanAnálise Da Aplicação Do Mapeamento Do Fluxo de Valor Na Identificação de Desperdícios Do Processo de Desenvolvimento de ProdutosAntonio SilvaBelum ada peringkat
- Metrologia - RugosidadeDokumen20 halamanMetrologia - Rugosidadesifarne100% (3)
- RUSOSIDADEDokumen17 halamanRUSOSIDADEmsarcinelliBelum ada peringkat
- Exercicio RugosidadeDokumen1 halamanExercicio RugosidadeAntonio SilvaBelum ada peringkat
- Catálogo Parker O RingDokumen107 halamanCatálogo Parker O Ringrjfreitas2Belum ada peringkat
- Catalago Cestalto CompletoDokumen29 halamanCatalago Cestalto Completoajb_nguessanBelum ada peringkat
- RugosidadeDokumen5 halamanRugosidadeAntonio SilvaBelum ada peringkat
- Rugosidade Exercicios Teoricos1Dokumen1 halamanRugosidade Exercicios Teoricos1Diego CorradiBelum ada peringkat
- Apostila de Desenho Mecanico LibreDokumen216 halamanApostila de Desenho Mecanico LibreAntonio SilvaBelum ada peringkat
- Aula 18 - RugosidadeDokumen8 halamanAula 18 - RugosidadeDouglas Gomes100% (3)
- GD&TDokumen10 halamanGD&TPedro_csBelum ada peringkat
- Ak23 R200F6FN1.8 G20 LinixDokumen5 halamanAk23 R200F6FN1.8 G20 LinixAntonio SilvaBelum ada peringkat
- Apostila MetrologiaDokumen72 halamanApostila Metrologiarsantos3560% (1)
- Vigas Inclinadas - ExemploDokumen2 halamanVigas Inclinadas - Exemplojorge25_aguila2832Belum ada peringkat
- Equação Cúbica WikipédiaDokumen2 halamanEquação Cúbica WikipédiaMarcos Vinicius Borochok de OliveiraBelum ada peringkat
- 1 Transf LaplaceDokumen9 halaman1 Transf LaplaceDenise PereiraBelum ada peringkat
- NBR 11863 1992 Carga para Extintor de Incêndio A Base deDokumen8 halamanNBR 11863 1992 Carga para Extintor de Incêndio A Base deBombeiro CivilBelum ada peringkat
- Bateria Tracionária Perfect SaturniaDokumen28 halamanBateria Tracionária Perfect SaturniaPaulo HenriqueBelum ada peringkat
- Isostática 2 - Aula 3 - Método Das SeçõesDokumen18 halamanIsostática 2 - Aula 3 - Método Das SeçõesJoão Henrique Furtado100% (1)
- Resistência Química PPRDokumen82 halamanResistência Química PPRCristiano Garcia RosaBelum ada peringkat
- 27ddf5ab5a55e8 ResistenciaDokumen3 halaman27ddf5ab5a55e8 ResistenciaDeibson OliveiraBelum ada peringkat
- Masa Isotópica e Massa Atómica Relativa MédiaDokumen9 halamanMasa Isotópica e Massa Atómica Relativa MédiaGui TemudoBelum ada peringkat
- Acao de Controle PIDDokumen7 halamanAcao de Controle PIDDouglas SilvaBelum ada peringkat
- Balança de CorrenteDokumen5 halamanBalança de Correnteandre20sccBelum ada peringkat
- Reflexão Da Luz Espelho PlanoDokumen12 halamanReflexão Da Luz Espelho PlanoKleriston MauricioBelum ada peringkat
- fq16Dokumen3 halamanfq16Larissa MeloBelum ada peringkat
- Tabela ANSI - Funções de ProteçãoDokumen4 halamanTabela ANSI - Funções de ProteçãoRafael DiasBelum ada peringkat
- Atividades Com Ímãs ImantarDokumen2 halamanAtividades Com Ímãs ImantarRodolfo98Belum ada peringkat
- Nomenclatura de Funções InorgânicasDokumen4 halamanNomenclatura de Funções InorgânicasHugo CimehrioBelum ada peringkat
- Questões EUF EletromagnetismoDokumen10 halamanQuestões EUF EletromagnetismoCafis UfpaBelum ada peringkat
- Projeto TEORIAS SOBRE A CRIAÇÃO DO MUNDO - 1 SerieDokumen20 halamanProjeto TEORIAS SOBRE A CRIAÇÃO DO MUNDO - 1 SerieJerônimo MedeirosBelum ada peringkat
- Fq9 Teste 4 EnunciadoDokumen5 halamanFq9 Teste 4 EnunciadoNewSpace Centro de Explicações100% (2)
- 3M Pad - 2230Dokumen2 halaman3M Pad - 2230reprega&1279Belum ada peringkat
- Manual Clark 45DDokumen2 halamanManual Clark 45DVictor SilvaBelum ada peringkat
- Ficha Exercícios-CM-jun22-Student - 215b8f93ae2c2006 - 220613 - 093647Dokumen4 halamanFicha Exercícios-CM-jun22-Student - 215b8f93ae2c2006 - 220613 - 093647Polo SemedoBelum ada peringkat
- Lista de Revisão AVII 1B 2018Dokumen12 halamanLista de Revisão AVII 1B 2018Pepeh MartinsBelum ada peringkat
- Lista Exercícios PercolaçãoDokumen11 halamanLista Exercícios Percolaçãovictor leviBelum ada peringkat
- Modulo 4 - Cinematica Dos FluidosDokumen45 halamanModulo 4 - Cinematica Dos FluidosJurandir FerreiraBelum ada peringkat
- Introdução e Perfuração Direcional PDFDokumen27 halamanIntrodução e Perfuração Direcional PDFAndré Diniz100% (1)
- Física - Optica Questões de Vestibular 2009Dokumen37 halamanFísica - Optica Questões de Vestibular 2009japizzirani406467% (3)
- Relatório de FQDokumen11 halamanRelatório de FQmarilyamanteBelum ada peringkat
- Segunda Lista de Exercícios 2018 01Dokumen5 halamanSegunda Lista de Exercícios 2018 01Alexya Garcia BarbosaBelum ada peringkat
- RUIDO Efeito CombinadoDokumen6 halamanRUIDO Efeito Combinadorodri23Belum ada peringkat