Anda mungkin juga menyukai
- Inventario CuarentenaDokumen4 halamanInventario CuarentenaArturo Ojeda PalmaBelum ada peringkat
- Inventario 0480Dokumen2 halamanInventario 0480Arturo Ojeda PalmaBelum ada peringkat
- Momento - TorqueDokumen2 halamanMomento - TorqueArturo Ojeda PalmaBelum ada peringkat
- Analisis Mangueta Reporte JITCATSDokumen4 halamanAnalisis Mangueta Reporte JITCATSArturo Ojeda PalmaBelum ada peringkat
- Cómo medir y nombrar un tornillo correctamenteDokumen3 halamanCómo medir y nombrar un tornillo correctamenteArturo Ojeda PalmaBelum ada peringkat
- RecuerdeDokumen1 halamanRecuerdeArturo Ojeda PalmaBelum ada peringkat
- Desde La Perspectiva de La NutriciónDokumen3 halamanDesde La Perspectiva de La NutriciónArturo Ojeda PalmaBelum ada peringkat
- Momento - TorqueDokumen2 halamanMomento - TorqueArturo Ojeda PalmaBelum ada peringkat
- Etiquetas para RadtragerDokumen2 halamanEtiquetas para RadtragerArturo Ojeda PalmaBelum ada peringkat
- Cómo Atraer A AlguienDokumen4 halamanCómo Atraer A AlguienArturo Ojeda PalmaBelum ada peringkat
- Cómo medir y nombrar un tornillo correctamenteDokumen3 halamanCómo medir y nombrar un tornillo correctamenteArturo Ojeda PalmaBelum ada peringkat
- 6 Tipos de Obesidad y A Qué Se Debe Cada UnaDokumen5 halaman6 Tipos de Obesidad y A Qué Se Debe Cada UnaArturo Ojeda Palma100% (1)
- 6 Tipos de Obesidad y A Qué Se Debe Cada UnaDokumen5 halaman6 Tipos de Obesidad y A Qué Se Debe Cada UnaArturo Ojeda Palma100% (1)
- 40 Preguntas Basicas Sobre El Acero Inoxidable y Sus RespuestasDokumen19 halaman40 Preguntas Basicas Sobre El Acero Inoxidable y Sus RespuestasArturo Ojeda Palma0% (1)
- BiblioDokumen1 halamanBiblioArturo Ojeda PalmaBelum ada peringkat
- 05 May 2015 Resultados AtletismoDokumen9 halaman05 May 2015 Resultados AtletismoArturo Ojeda PalmaBelum ada peringkat
- Robótica AvanzadaDokumen2 halamanRobótica AvanzadaArturo Ojeda PalmaBelum ada peringkat
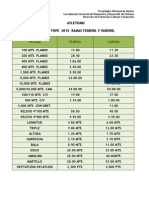
- Marcas Tope Atletismo 2015Dokumen1 halamanMarcas Tope Atletismo 2015Arturo Ojeda PalmaBelum ada peringkat
- 06 May 2015 Atletismo ResultadosDokumen3 halaman06 May 2015 Atletismo ResultadosArturo Ojeda PalmaBelum ada peringkat
- Anteproy Industrial Ad09Dokumen11 halamanAnteproy Industrial Ad09Jacob Cruz RmzBelum ada peringkat
- El Pequeño Instructivo de Cómo Ser Huevón Sin Fracasar en La VidaDokumen17 halamanEl Pequeño Instructivo de Cómo Ser Huevón Sin Fracasar en La VidaArturo Ojeda PalmaBelum ada peringkat
- Examen 1Dokumen3 halamanExamen 1Arturo Ojeda PalmaBelum ada peringkat
- VirgoDokumen17 halamanVirgoArturo Ojeda Palma100% (1)
- 3 Taxonomía de Los Tipos de Mantenimiento y ConservaciónDokumen17 halaman3 Taxonomía de Los Tipos de Mantenimiento y ConservaciónArturo Ojeda PalmaBelum ada peringkat
- 2.4 MantenibilidadDokumen36 halaman2.4 MantenibilidadArturo Ojeda PalmaBelum ada peringkat
- 3.5 Determinacion de Costos de Mantenimiento y ReparacionDokumen31 halaman3.5 Determinacion de Costos de Mantenimiento y ReparacionArturo Ojeda Palma100% (1)
- Macro Excel MRPDokumen23 halamanMacro Excel MRPArturo Ojeda PalmaBelum ada peringkat
- Icgm ProblemaDokumen3 halamanIcgm ProblemaArturo Ojeda PalmaBelum ada peringkat
- CALAPENSHKO-Semestral Intensivo Virtual San Marcos Semana 14 - RVDokumen10 halamanCALAPENSHKO-Semestral Intensivo Virtual San Marcos Semana 14 - RVPIERO MATIAS HERRERA SUAREZBelum ada peringkat
- Ponencia Comite MichoacanoDokumen14 halamanPonencia Comite MichoacanoDaphné Ga GaBelum ada peringkat
- Temperamentos y relaciones de parejaDokumen8 halamanTemperamentos y relaciones de parejaJuanBelum ada peringkat
- Objetivo de La CapacitaciónDokumen4 halamanObjetivo de La CapacitaciónJesús David Mendoza SuárezBelum ada peringkat
- Beneficios Tributarios en El Sector Empresas de ConstruccionDokumen47 halamanBeneficios Tributarios en El Sector Empresas de ConstruccionEstefani FloresBelum ada peringkat
- Reclutamiento y selección del talento humanoDokumen10 halamanReclutamiento y selección del talento humanoMichelle CamayoBelum ada peringkat
- Relacion de Orden y Fracciones EquivalentesDokumen6 halamanRelacion de Orden y Fracciones EquivalentesOscar AlvarezBelum ada peringkat
- Planos CartesianoDokumen7 halamanPlanos CartesianoDaniela Juliana Rey BenavidesBelum ada peringkat
- Ecuaciones Cuardraticas 4Dokumen8 halamanEcuaciones Cuardraticas 4wendy tereshkovaBelum ada peringkat
- Acta #1 Ternas Directivas 2021Dokumen8 halamanActa #1 Ternas Directivas 2021Flaka010506Belum ada peringkat
- Argumentos Ad Hominem CircunstancialDokumen2 halamanArgumentos Ad Hominem CircunstancialDANILO JESUS GUTIERREZ JACOMEBelum ada peringkat
- Act. 7 Zulema Díaz de Jesús. Educación InclusivaDokumen3 halamanAct. 7 Zulema Díaz de Jesús. Educación InclusivaZulema Diaz de JesúsBelum ada peringkat
- La Biblia de La MotocicletaDokumen5 halamanLa Biblia de La Motocicletadedo 1170% (1)
- Instructivo Descargar MGA de La WebDokumen12 halamanInstructivo Descargar MGA de La WebguaquezBelum ada peringkat
- Regla Men ToDokumen20 halamanRegla Men ToYeny Mercedes Yujra CopajaBelum ada peringkat
- Plasticidad Fenotipica AdaptativaDokumen14 halamanPlasticidad Fenotipica AdaptativaecologiafcaunlBelum ada peringkat
- DesdoblamientoDokumen42 halamanDesdoblamientoRonald GómezBelum ada peringkat
- PROCESO ELECTROLISIS CIRCUITOS DIGITALESDokumen8 halamanPROCESO ELECTROLISIS CIRCUITOS DIGITALESAndresFelipeSalgadoOzunaBelum ada peringkat
- Charles Robert DarwinDokumen25 halamanCharles Robert DarwinAngel AquinoBelum ada peringkat
- Malagana Guaqueria Vs ArqueologiaDokumen5 halamanMalagana Guaqueria Vs ArqueologiaSebas Zapata RiveraBelum ada peringkat
- Principio Del Dominio PropioDokumen18 halamanPrincipio Del Dominio PropioHEIDY MISHELL ROMAN DE LEONBelum ada peringkat
- Veraneando en ZapallarDokumen30 halamanVeraneando en ZapallarJulio César CorvalánBelum ada peringkat
- Test Personalidad EysenckDokumen2 halamanTest Personalidad EysenckSantosTenorioTorresBelum ada peringkat
- Kata de Mejora y Kata CoachingDokumen7 halamanKata de Mejora y Kata CoachingJorge Loyola100% (1)
- Clases de RespetoDokumen2 halamanClases de Respetojoseph2009_9Belum ada peringkat
- Transformaciones de Coordenadas Cartesianas A Coordenadas Cilíndricas y ViceversaDokumen2 halamanTransformaciones de Coordenadas Cartesianas A Coordenadas Cilíndricas y ViceversaAngel Miranda MoralesBelum ada peringkat
- Fdocuments - Ec - La Cantadera Aj Aj Fuego Lento Que Se Quema Panam Prendi en Un ClaroDokumen41 halamanFdocuments - Ec - La Cantadera Aj Aj Fuego Lento Que Se Quema Panam Prendi en Un ClaroWILFREDO A. REYESBelum ada peringkat
- Practica 7. Movimiento Opercular BBMDokumen2 halamanPractica 7. Movimiento Opercular BBMEumir RendónBelum ada peringkat
- Lista de Cotejo Problemas Practicos PDFDokumen1 halamanLista de Cotejo Problemas Practicos PDFGalvez CamachoBelum ada peringkat
- Memoria A Largo PlazoDokumen4 halamanMemoria A Largo PlazoAndrea Milagros Moya PrincipeBelum ada peringkat