Anda mungkin juga menyukai
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shock Chloro CalcDokumen2 halamanShock Chloro Calctata_77Belum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Module 4 Annex Part 1 MKDokumen95 halamanModule 4 Annex Part 1 MKtata_77Belum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Microbiology CourseDokumen74 halamanMicrobiology Coursetata_77Belum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Microbiology CourseDokumen132 halamanMicrobiology Coursetata_77Belum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Microbiology CourseDokumen129 halamanMicrobiology Coursetata_77Belum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- DesignDokumen3 halamanDesigntata_77Belum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Reverse Osmosis System Quotation For RO System 20m /H Recovery Rate 73%Dokumen6 halamanReverse Osmosis System Quotation For RO System 20m /H Recovery Rate 73%tata_77Belum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Water Sources and Potential Contamination of Taps and Water SystemsDokumen26 halamanWater Sources and Potential Contamination of Taps and Water Systemstata_77Belum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Homogenizer: Standard Operating ProcedureDokumen1 halamanHomogenizer: Standard Operating ProcedureDermedic phar este0% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- 03 Lewabrane Manual System Design 03Dokumen13 halaman03 Lewabrane Manual System Design 03zamijakaBelum ada peringkat
- EPA WWT Factsheet - Ozone Disinfection 9-1999Dokumen7 halamanEPA WWT Factsheet - Ozone Disinfection 9-1999kkdaBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- EmulsionDokumen8 halamanEmulsiontata_77Belum ada peringkat
- Lecture 2. Water Quality ParametersDokumen52 halamanLecture 2. Water Quality ParametersAbo-Khaled MohammedBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Water Quality MicrobiologyDokumen56 halamanWater Quality MicrobiologyEva Pa'e OBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Cepacia From Respiratory Secretions of Patients With Cystic Fibrosis. J.Clin - Microbiol. 22 (1) 5-8Dokumen1 halamanCepacia From Respiratory Secretions of Patients With Cystic Fibrosis. J.Clin - Microbiol. 22 (1) 5-8tata_77Belum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
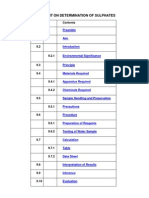
- Determain SulphateDokumen13 halamanDetermain SulphateNalita Aurelia AuritaBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Bromate Prove Ulr en 2016-01-06 HintDokumen3 halamanBromate Prove Ulr en 2016-01-06 Hinttata_77Belum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Calcium TestDokumen7 halamanCalcium Testtata_77Belum ada peringkat
- Technical Service Bulletin: Procedure For Measuring Silt Density Index (SDI)Dokumen3 halamanTechnical Service Bulletin: Procedure For Measuring Silt Density Index (SDI)JC PinoBelum ada peringkat
- 03 Lewabrane Manual System Design 03Dokumen13 halaman03 Lewabrane Manual System Design 03zamijakaBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- CH Lori NationDokumen11 halamanCH Lori NationihllhmBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- CH Lori NationDokumen11 halamanCH Lori NationihllhmBelum ada peringkat
- Pseudomona in Hot TubsDokumen2 halamanPseudomona in Hot Tubstata_77Belum ada peringkat
- Basics For Small Water Systems in Oregon: Storage Tank ChlorinationDokumen2 halamanBasics For Small Water Systems in Oregon: Storage Tank Chlorinationtata_77Belum ada peringkat
- وجية جرجس جزء 1Dokumen207 halamanوجية جرجس جزء 1Anonymous mghI7I7pBelum ada peringkat
- Chemical Additve CalculationDokumen2 halamanChemical Additve Calculationtata_77Belum ada peringkat
- Permeate Recycle To Improve The Performance of A Spiral-Wound RO PlantDokumen8 halamanPermeate Recycle To Improve The Performance of A Spiral-Wound RO Planttata_77Belum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Technical Service Bulletin: Procedure For Measuring Silt Density Index (SDI)Dokumen3 halamanTechnical Service Bulletin: Procedure For Measuring Silt Density Index (SDI)JC PinoBelum ada peringkat
- Catalogue Absorption Chillers ENG FDokumen80 halamanCatalogue Absorption Chillers ENG FBubai111100% (1)
- Biocides For Disinfection and Storage of Hydranautics Membrane ElementsDokumen6 halamanBiocides For Disinfection and Storage of Hydranautics Membrane Elementstata_77Belum ada peringkat
- EURAMET Cg-13 V 2.0 Temperature Block Calibrators 01Dokumen18 halamanEURAMET Cg-13 V 2.0 Temperature Block Calibrators 01jeisonangelocampoBelum ada peringkat
- Exercise 7Dokumen70 halamanExercise 7Gomes RibeiroBelum ada peringkat
- Hvac Research PaperDokumen8 halamanHvac Research Papergz7vhnpe100% (1)
- Report M&e Function Ventilation SystemDokumen8 halamanReport M&e Function Ventilation SystemAquw ArishaBelum ada peringkat
- Ijsetr Vol 4 Issue 7 2451 2461 PDFDokumen11 halamanIjsetr Vol 4 Issue 7 2451 2461 PDFmudassirBelum ada peringkat
- Startup OperationDokumen132 halamanStartup Operationorlando cartagena100% (1)
- Catalogo de Producto HFCF PDFDokumen12 halamanCatalogo de Producto HFCF PDFJhon Edinson Blanco GomezBelum ada peringkat
- 1199Dokumen90 halaman1199Ari SubiyantoBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Longitudinal Reversion of NEXOR HDPE PipesDokumen5 halamanLongitudinal Reversion of NEXOR HDPE PipesLuna GamoBelum ada peringkat
- UT301A UT303C English ManualDokumen2 halamanUT301A UT303C English ManualMARIO SALVATORE SANDOVAL PAIPAYBelum ada peringkat
- MECH3423 - 1516 - 08-Mechanical and Natural VentilationDokumen53 halamanMECH3423 - 1516 - 08-Mechanical and Natural Ventilationahtin618Belum ada peringkat
- Pasqual Cavaliere - Shaft Furnaces and Beehive Charcoal Kilns - A History of Smelting in The Far West, 1863-1900Dokumen4 halamanPasqual Cavaliere - Shaft Furnaces and Beehive Charcoal Kilns - A History of Smelting in The Far West, 1863-1900HamidBarekatainBelum ada peringkat
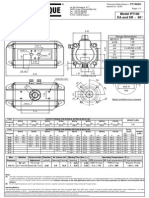
- Pt100du Air TorqueDokumen1 halamanPt100du Air TorqueAurelio SuarezBelum ada peringkat
- Test On Vapor Compression Refrigeration FINALDokumen8 halamanTest On Vapor Compression Refrigeration FINALUdara ManawaduBelum ada peringkat
- Catalogue AC enDokumen194 halamanCatalogue AC enKA plusBelum ada peringkat
- Electric Consumption (KWH) Gas Consumption (Btu)Dokumen1 halamanElectric Consumption (KWH) Gas Consumption (Btu)Vashuka GhritlahreBelum ada peringkat
- Detonating CordscatalogDokumen21 halamanDetonating CordscatalogPajaroloco CarpinteroBelum ada peringkat
- FA With OLGA Exercises 20070522Dokumen36 halamanFA With OLGA Exercises 20070522abc123asd100% (2)
- Departamento de Química Facultad de Ciencias Exacta y Naturales Universidad de NariñoDokumen3 halamanDepartamento de Química Facultad de Ciencias Exacta y Naturales Universidad de NariñoGabrielBelum ada peringkat
- Reator de Alta Pressão BR - ProspDokumen16 halamanReator de Alta Pressão BR - ProspPerinto CalafangeBelum ada peringkat
- PCVAU1706-Daikin VRV General Brochure-LRDokumen102 halamanPCVAU1706-Daikin VRV General Brochure-LRNovember RainBelum ada peringkat
- Second Term (9th Physics T3, Unit# 09Dokumen1 halamanSecond Term (9th Physics T3, Unit# 09Ghulam sabirBelum ada peringkat
- 2027-3.0 Hour Review Test-1-SOLUTION - FinalDokumen9 halaman2027-3.0 Hour Review Test-1-SOLUTION - FinalROHANBelum ada peringkat
- Thermo Assignment 2Dokumen1 halamanThermo Assignment 2Mohamed HanifaBelum ada peringkat
- Chart+table From Ashrae PDFDokumen3 halamanChart+table From Ashrae PDFSurooshBelum ada peringkat
- Demand Control Ventilation Benefits For Your Building: White Paper SeriesDokumen6 halamanDemand Control Ventilation Benefits For Your Building: White Paper Serieshb_scribBelum ada peringkat
- Commercial Unit Cooler:Cubic Type: F35HC 174 N 6 N. Units: 1Dokumen2 halamanCommercial Unit Cooler:Cubic Type: F35HC 174 N 6 N. Units: 1ntt_121987Belum ada peringkat
- Geothermal in GreenhousesDokumen9 halamanGeothermal in Greenhousesa-christBelum ada peringkat
- GT FSR ControlDokumen15 halamanGT FSR ControlNaveed Irshad50% (2)
- Nara1991 Magneto-Resistance of A Highly Stable Industrial-Grade Platinum Resistance Thermometer Between 20 and 240 K.Dokumen5 halamanNara1991 Magneto-Resistance of A Highly Stable Industrial-Grade Platinum Resistance Thermometer Between 20 and 240 K.Alexandre HenriquesBelum ada peringkat
- How to Estimate with RSMeans Data: Basic Skills for Building ConstructionDari EverandHow to Estimate with RSMeans Data: Basic Skills for Building ConstructionPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Building Construction Technology: A Useful Guide - Part 1Dari EverandBuilding Construction Technology: A Useful Guide - Part 1Penilaian: 4 dari 5 bintang4/5 (3)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideDari Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuidePenilaian: 3.5 dari 5 bintang3.5/5 (7)
- A Place of My Own: The Architecture of DaydreamsDari EverandA Place of My Own: The Architecture of DaydreamsPenilaian: 4 dari 5 bintang4/5 (242)
- The Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseDari EverandThe Complete Guide to Building Your Own Home and Saving Thousands on Your New HousePenilaian: 5 dari 5 bintang5/5 (3)
- Field Guide for Construction Management: Management by Walking AroundDari EverandField Guide for Construction Management: Management by Walking AroundPenilaian: 4.5 dari 5 bintang4.5/5 (3)