Anda mungkin juga menyukai
- Polymer-Based Bearing Materials The Role of Fillers and Fibre ReinforcementDokumen7 halamanPolymer-Based Bearing Materials The Role of Fillers and Fibre Reinforcementlessard1620Belum ada peringkat
- Grebe - Capacitor Switching and Its Impact On Power Quality Draft Paper 0000 PDFDokumen7 halamanGrebe - Capacitor Switching and Its Impact On Power Quality Draft Paper 0000 PDFrmendozaing100% (1)
- Hydrostatic Testing of Yankee Dryers Often Does More HarmDokumen4 halamanHydrostatic Testing of Yankee Dryers Often Does More HarmmgmqroBelum ada peringkat
- Spur Gears-Lewis FormulaDokumen1 halamanSpur Gears-Lewis FormulaDedi Kartiwa100% (1)
- Drive Selection of Rolling MillsDokumen4 halamanDrive Selection of Rolling MillsCihan OzturkBelum ada peringkat
- Curriculum Vitae: V.S.Yuvaraj MSC (E &I)Dokumen8 halamanCurriculum Vitae: V.S.Yuvaraj MSC (E &I)Poornima ShivajiBelum ada peringkat
- Water Treatment Residuals Management Fact SheetDokumen4 halamanWater Treatment Residuals Management Fact SheetWil OrtizBelum ada peringkat
- Paper Machine Suction Rolls TrainingDokumen26 halamanPaper Machine Suction Rolls TrainingEric Ramos Rodriguez100% (1)
- Mt-Ii MCQ QBDokumen13 halamanMt-Ii MCQ QBNeopoleanBelum ada peringkat
- Scanning probe microscopy techniques and principlesDokumen4 halamanScanning probe microscopy techniques and principlesbabakBelum ada peringkat
- Powder MetallurgyDokumen79 halamanPowder MetallurgyhavalBelum ada peringkat
- Doctor and Roll Cleaning Blade Holders BrochureDokumen2 halamanDoctor and Roll Cleaning Blade Holders BrochuregustirizkiawanBelum ada peringkat
- Rolling Lecture PDFDokumen35 halamanRolling Lecture PDFJojo HanyBelum ada peringkat
- Physical Properties of Hydraulic FluidsDokumen30 halamanPhysical Properties of Hydraulic FluidsSoheilDarvishMotavalli100% (1)
- Working Principle of DC MotorDokumen6 halamanWorking Principle of DC MotorMosabBelum ada peringkat
- GOLDEN Deep Well Turbine PumpsDokumen3 halamanGOLDEN Deep Well Turbine PumpskfctcoBelum ada peringkat
- Billet Defects - Off-Corner Cracks Formation, Prevention and EvolutionDokumen33 halamanBillet Defects - Off-Corner Cracks Formation, Prevention and EvolutionJorge Madias0% (1)
- 03 - Rolling of MetalsDokumen61 halaman03 - Rolling of MetalsAbhishek SinhaBelum ada peringkat
- Basic Rolling Bearing TechnologyDokumen75 halamanBasic Rolling Bearing TechnologyRobert Reyes100% (1)
- Vinod Pallapolu: Automation Engineer - Control & Instrumentation EngineerDokumen1 halamanVinod Pallapolu: Automation Engineer - Control & Instrumentation EngineervinodBelum ada peringkat
- CH 7 BDokumen19 halamanCH 7 BZahidah AmaninaBelum ada peringkat
- ABB-DMI Type DC Machines Operating and Maintenance InstructionsDokumen48 halamanABB-DMI Type DC Machines Operating and Maintenance InstructionsElafanBelum ada peringkat
- Tensile TestDokumen18 halamanTensile TestvinaykumaryadavBelum ada peringkat
- Mill Scale Safety Data SheetDokumen7 halamanMill Scale Safety Data SheetNeni RahayuBelum ada peringkat
- Zircon Sand: Milling MatterDokumen2 halamanZircon Sand: Milling MatterLe Hoang LongBelum ada peringkat
- Conic Curves - Ellipse, Hyperbola, Parabola PDFDokumen14 halamanConic Curves - Ellipse, Hyperbola, Parabola PDFKANCHARLA SRIMUKHABelum ada peringkat
- Abrasive ProcessesDokumen63 halamanAbrasive ProcessesmohdhmBelum ada peringkat
- CH - 3 Cast IronDokumen21 halamanCH - 3 Cast IronMechanical BSIET100% (1)
- (2ed86710 3b4f 4bc1 8799 504c7406e82a) Fasteners, Gaskets, Seals and SealantsDokumen47 halaman(2ed86710 3b4f 4bc1 8799 504c7406e82a) Fasteners, Gaskets, Seals and SealantsajmainBelum ada peringkat
- Gearbox InertiaDokumen5 halamanGearbox Inertiasezgin bayramBelum ada peringkat
- Unit 1 Metals and Melting Practices: StructureDokumen45 halamanUnit 1 Metals and Melting Practices: StructureTapas BanerjeeBelum ada peringkat
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Dokumen16 halamanCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseBelum ada peringkat
- Rigaku Operating ProcedureDokumen8 halamanRigaku Operating ProcedureGreen0789Belum ada peringkat
- Metal Process Technology (Meng) : Rolling and Ring Rolling Design of Roll Passes in Shape RollingDokumen35 halamanMetal Process Technology (Meng) : Rolling and Ring Rolling Design of Roll Passes in Shape RollingRavichandran GBelum ada peringkat
- Wire Rod Surface DefectsDokumen11 halamanWire Rod Surface DefectsNicolas ValleBelum ada peringkat
- Rolling Technology and Theory For The Last 100 Years Matsuo ATAKADokumen14 halamanRolling Technology and Theory For The Last 100 Years Matsuo ATAKASamir Bose100% (1)
- Hydrodynamic Journal Bearings by MFDokumen72 halamanHydrodynamic Journal Bearings by MFTanweer Ahmed100% (1)
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Dokumen12 halamanFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarBelum ada peringkat
- Unit V Belt Drive PullyDokumen25 halamanUnit V Belt Drive PullyAshok DaraBelum ada peringkat
- 2 2 Ultrasonic Welding PDFDokumen43 halaman2 2 Ultrasonic Welding PDFErick Venegas HerreraBelum ada peringkat
- Types of GearsDokumen22 halamanTypes of GearsAnonymous 2RbW9dBelum ada peringkat
- Chapter 7 Rolling Contact Bearing-2Dokumen33 halamanChapter 7 Rolling Contact Bearing-2Abaziz Mousa OutlawZzBelum ada peringkat
- Modelling and control of a hot rolling millDokumen7 halamanModelling and control of a hot rolling millHakanBelum ada peringkat
- XRDDokumen4 halamanXRDnonickBelum ada peringkat
- ISE 311 Rolling LabDokumen35 halamanISE 311 Rolling LabNareshBelum ada peringkat
- Different Types of FlangesDokumen11 halamanDifferent Types of Flangessambhav metalBelum ada peringkat
- MCMT Unit-IIDokumen190 halamanMCMT Unit-IISai RamBelum ada peringkat
- SKF Frecuently Questions With AnswersDokumen16 halamanSKF Frecuently Questions With AnswersCarlos AlcantaraBelum ada peringkat
- Rolling Contact BEARINGS - Part1: ME 308 Machine Elements IiDokumen58 halamanRolling Contact BEARINGS - Part1: ME 308 Machine Elements Iixxx100% (1)
- Jaw Crusher Review Kinematic Dynamic AnalysisDokumen4 halamanJaw Crusher Review Kinematic Dynamic AnalysisRagab AbulmagdBelum ada peringkat
- 6 Grinding & Other Abrasive ProcessesDokumen82 halaman6 Grinding & Other Abrasive Processessakali ali100% (1)
- Head Box TutorialDokumen12 halamanHead Box TutorialRakshak Nag100% (1)
- Plain Bearings - Lead and Tin Casting Alloys for Multilayer Plain BearingsDokumen8 halamanPlain Bearings - Lead and Tin Casting Alloys for Multilayer Plain BearingsTonicheshBelum ada peringkat
- Coefficient of Friction ChartDokumen6 halamanCoefficient of Friction ChartJunshen KazamaBelum ada peringkat
- Research and Design of Hydraulic AGC System Model of Cold Rolling MillDokumen8 halamanResearch and Design of Hydraulic AGC System Model of Cold Rolling MillOmid Behniya100% (1)
- O RingsDokumen6 halamanO RingsCuepattBelum ada peringkat
- Types of PatternsDokumen28 halamanTypes of PatternsMani Kandan100% (1)
- Wear On HOT RoLLING Mill RollsDokumen15 halamanWear On HOT RoLLING Mill RollssourajpatelBelum ada peringkat
- 06 Comp+hardnessDokumen8 halaman06 Comp+hardnessamokhtaBelum ada peringkat
- MODULUS, MICROSTRUCTURE AND CHEMISTRY OF OFFSHORE GALVANIC ANODESDokumen12 halamanMODULUS, MICROSTRUCTURE AND CHEMISTRY OF OFFSHORE GALVANIC ANODESsulaimanBelum ada peringkat
- Kainz Abaqus Austria 28092005Dokumen10 halamanKainz Abaqus Austria 28092005fahrgeruste3961Belum ada peringkat
- Kainz Abaqus UC 25112003Dokumen8 halamanKainz Abaqus UC 25112003fahrgeruste3961Belum ada peringkat
- Kainz Abaqus UC 25112003Dokumen8 halamanKainz Abaqus UC 25112003fahrgeruste3961Belum ada peringkat
- Me Reference Ssab CalDokumen4 halamanMe Reference Ssab Calfahrgeruste3961Belum ada peringkat
- Https WWW - Goswim.tv Lertertessons 1960 Underwater Dolphins IncreasiDokumen9 halamanHttps WWW - Goswim.tv Lertertessons 1960 Underwater Dolphins Increasifahrgeruste3961Belum ada peringkat
- SASAKI - T - 1984 - Control of Strip Buckling and Snaking in Continuous Annealing Furnace - 1984 - KAWASAKI-STEEL PDFDokumen11 halamanSASAKI - T - 1984 - Control of Strip Buckling and Snaking in Continuous Annealing Furnace - 1984 - KAWASAKI-STEEL PDFfahrgeruste3961Belum ada peringkat
- Me Selas Brochure en 2 PDFDokumen4 halamanMe Selas Brochure en 2 PDFfahrgeruste3961Belum ada peringkat
- Heavy Spalls Originating in The Cores of Chromium Rolls PDFDokumen4 halamanHeavy Spalls Originating in The Cores of Chromium Rolls PDFfahrgeruste3961Belum ada peringkat
- K ZW 2013 2 PDFDokumen11 halamanK ZW 2013 2 PDFfahrgeruste3961Belum ada peringkat
- Kainz Abaqus Austria 28092005Dokumen10 halamanKainz Abaqus Austria 28092005fahrgeruste3961Belum ada peringkat
- Kina25317enn 002 PDFDokumen115 halamanKina25317enn 002 PDFfahrgeruste3961Belum ada peringkat
- Thermal Contact Resistance PDFDokumen7 halamanThermal Contact Resistance PDFfahrgeruste3961Belum ada peringkat
- K ZW 2013 2 PDFDokumen11 halamanK ZW 2013 2 PDFfahrgeruste3961Belum ada peringkat
- Some Fundamental ConsiderationsDokumen12 halamanSome Fundamental ConsiderationsNishant JainBelum ada peringkat
- Study of Thermal Conductance in A Strip-Roll System PDFDokumen9 halamanStudy of Thermal Conductance in A Strip-Roll System PDFfahrgeruste3961Belum ada peringkat
- Asymmetric Cold Rolling of Thin Strip With Roll Edge Kiss: Research OnlineDokumen7 halamanAsymmetric Cold Rolling of Thin Strip With Roll Edge Kiss: Research Onlinefahrgeruste3961Belum ada peringkat
- Biomechanics of Swimming: ObjectivesDokumen25 halamanBiomechanics of Swimming: Objectivesfahrgeruste3961Belum ada peringkat
- 1 s2.0 S0921509314016207 Main PDFDokumen9 halaman1 s2.0 S0921509314016207 Main PDFfahrgeruste3961Belum ada peringkat
- Heavy Spalls Originating in The Cores of Chromium Rolls PDFDokumen4 halamanHeavy Spalls Originating in The Cores of Chromium Rolls PDFfahrgeruste3961Belum ada peringkat
- Patent Worldwide - Espacenet.com Publicationdetails Biblio FT D&D PDFDokumen2 halamanPatent Worldwide - Espacenet.com Publicationdetails Biblio FT D&D PDFfahrgeruste3961Belum ada peringkat
- Beginner's Guide To Measurement in Mechanical EngineeringDokumen52 halamanBeginner's Guide To Measurement in Mechanical Engineeringkreksomukti5508100% (1)
- Fundamental Hydrodynamics of Swimming Propulsion PDFDokumen5 halamanFundamental Hydrodynamics of Swimming Propulsion PDFfahrgeruste3961Belum ada peringkat
- The Accuracy of Computational Fluid Dynamics Analysis PDFDokumen19 halamanThe Accuracy of Computational Fluid Dynamics Analysis PDFfahrgeruste3961Belum ada peringkat
- 6 Cmi Thermline Boyer en PDFDokumen15 halaman6 Cmi Thermline Boyer en PDFfahrgeruste3961Belum ada peringkat
- Buckling and Wrinkling During Strip Conveying in Processing Lines PDFDokumen8 halamanBuckling and Wrinkling During Strip Conveying in Processing Lines PDFfahrgeruste3961100% (1)
- Ansys Capabilities 16.0 PDFDokumen9 halamanAnsys Capabilities 16.0 PDFfahrgeruste3961Belum ada peringkat
- Buckling and Wrinkling During Strip Conveying in Processing Lines PDFDokumen8 halamanBuckling and Wrinkling During Strip Conveying in Processing Lines PDFfahrgeruste3961100% (1)
- Hydrod Prop PDFDokumen109 halamanHydrod Prop PDFfahrgeruste3961Belum ada peringkat
- Experimental Evaluation of A New Braking System For Use in Passive Haptic DisplaysDokumen5 halamanExperimental Evaluation of A New Braking System For Use in Passive Haptic Displaysfahrgeruste3961Belum ada peringkat
- Solution To Problem 204 Stress-Strain Diagram - Strength of Materials ReviewDokumen3 halamanSolution To Problem 204 Stress-Strain Diagram - Strength of Materials ReviewimrancenakkBelum ada peringkat
- Worksheet: - Earthquake P-Wave & S-Wave Travel Time Chart TutorialDokumen31 halamanWorksheet: - Earthquake P-Wave & S-Wave Travel Time Chart TutorialJoanna Nicole MercadoBelum ada peringkat
- Revised PPT For Online Lecture 1 Human ComfortDokumen12 halamanRevised PPT For Online Lecture 1 Human ComfortAmey Deshmukh100% (1)
- jpcrd628 PDFDokumen360 halamanjpcrd628 PDFShijumon KpBelum ada peringkat
- SI Heat 4e Chap12 LectureDokumen43 halamanSI Heat 4e Chap12 LectureNik JaffBelum ada peringkat
- MECH 1002Y - Clement 2Dokumen9 halamanMECH 1002Y - Clement 2Keshav GopaulBelum ada peringkat
- One-Dimensional Site Response AnalysisDokumen85 halamanOne-Dimensional Site Response AnalysisesscindiaBelum ada peringkat
- Sec4 6 PDFDokumen2 halamanSec4 6 PDFpolistaBelum ada peringkat
- StructuralAnalysis2 PDFDokumen648 halamanStructuralAnalysis2 PDFKoti Veera Bhadram TammaBelum ada peringkat
- 4.5 Draw Hvac Piping DesignDokumen55 halaman4.5 Draw Hvac Piping DesignKamarul Hisyam Mat JanBelum ada peringkat
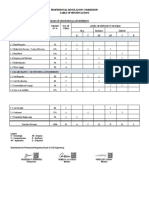
- Professional Regulation Commission Table of SpecificationsDokumen2 halamanProfessional Regulation Commission Table of Specificationsmichael SonuganBelum ada peringkat
- NorylDokumen1 halamanNorylAnonymous P8Bt46mk5IBelum ada peringkat
- Design of Piping Systems-KelloggDokumen436 halamanDesign of Piping Systems-KelloggAndres White100% (1)
- Gas DiffusionDokumen15 halamanGas DiffusionOh DausBelum ada peringkat
- 4-Settlement of Shallow FoundationsDokumen63 halaman4-Settlement of Shallow FoundationsEBelum ada peringkat
- Mununga Day Secondary School: Candidate'S Name: ClassDokumen3 halamanMununga Day Secondary School: Candidate'S Name: ClassSimon SimuntalaBelum ada peringkat
- Energy Dissipation in StructuresDokumen20 halamanEnergy Dissipation in StructuresTommy SidebottomBelum ada peringkat
- Flash Point ApparatusDokumen5 halamanFlash Point ApparatusKavindu UmayangaBelum ada peringkat
- Jespersen 8e Lecture ch06-1Dokumen172 halamanJespersen 8e Lecture ch06-1Lee KaysiaBelum ada peringkat
- Natural Convection Heat Transfer From Vertical Helical Coils in OilDokumen8 halamanNatural Convection Heat Transfer From Vertical Helical Coils in Oilnaval1908Belum ada peringkat
- Heat Transfer Methods QuizDokumen5 halamanHeat Transfer Methods QuizLoiweza AbagaBelum ada peringkat
- Burns & Mayne (S&F 2002) PiezoDissipationDokumen7 halamanBurns & Mayne (S&F 2002) PiezoDissipationJesus GonzalezBelum ada peringkat
- Gas Dynamics and Jet Propulsion 2 Marks All 5 UnitsDokumen22 halamanGas Dynamics and Jet Propulsion 2 Marks All 5 UnitsDinesh KumarBelum ada peringkat
- Why Coiled Tubing Fails and HowDokumen56 halamanWhy Coiled Tubing Fails and HowArdita S IrwanBelum ada peringkat
- VTU Tribology Lesson PlanDokumen3 halamanVTU Tribology Lesson Plankumar100% (1)
- Physics (Elasticity)Dokumen2 halamanPhysics (Elasticity)Julia Nicole BaliberBelum ada peringkat
- Twophaseflow: An Openfoam Based Framework For Development of Two Phase Ow SolversDokumen38 halamanTwophaseflow: An Openfoam Based Framework For Development of Two Phase Ow SolverstrongndBelum ada peringkat
- Application of Multichannel Analysis of Surface Waves and Seismic Refraction To Define The Engineering Properties of SoilDokumen37 halamanApplication of Multichannel Analysis of Surface Waves and Seismic Refraction To Define The Engineering Properties of Soilbestelot yinesuBelum ada peringkat
- Surface BOP Kill SheetDokumen12 halamanSurface BOP Kill Sheetzouke2002Belum ada peringkat
- Chapter 3 2D Simulations GuideDokumen23 halamanChapter 3 2D Simulations GuideTran Van TienBelum ada peringkat
- Advanced Modelling Techniques in Structural DesignDari EverandAdvanced Modelling Techniques in Structural DesignPenilaian: 5 dari 5 bintang5/5 (3)
- Marine Structural Design CalculationsDari EverandMarine Structural Design CalculationsPenilaian: 4.5 dari 5 bintang4.5/5 (13)
- Bridge Design: Concepts and AnalysisDari EverandBridge Design: Concepts and AnalysisPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsDari EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsBelum ada peringkat
- Pile Design and Construction Rules of ThumbDari EverandPile Design and Construction Rules of ThumbPenilaian: 4.5 dari 5 bintang4.5/5 (15)
- To Engineer Is Human: The Role of Failure in Successful DesignDari EverandTo Engineer Is Human: The Role of Failure in Successful DesignPenilaian: 4 dari 5 bintang4/5 (137)
- Building Support Structures, 2nd Ed., Analysis and Design with SAP2000 SoftwareDari EverandBuilding Support Structures, 2nd Ed., Analysis and Design with SAP2000 SoftwarePenilaian: 4.5 dari 5 bintang4.5/5 (15)
- Offshore Pipelines: Design, Installation, and MaintenanceDari EverandOffshore Pipelines: Design, Installation, and MaintenancePenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingDari EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingBelum ada peringkat
- Built: The Hidden Stories Behind Our StructuresDari EverandBuilt: The Hidden Stories Behind Our StructuresPenilaian: 4 dari 5 bintang4/5 (27)
- Design and Construction of Soil Anchor PlatesDari EverandDesign and Construction of Soil Anchor PlatesPenilaian: 5 dari 5 bintang5/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataDari EverandPocket Guide to Flanges, Fittings, and Piping DataPenilaian: 3.5 dari 5 bintang3.5/5 (22)
- Transmission Pipeline Calculations and Simulations ManualDari EverandTransmission Pipeline Calculations and Simulations ManualPenilaian: 4.5 dari 5 bintang4.5/5 (10)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsDari EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsBelum ada peringkat
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresDari EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresPenilaian: 1 dari 5 bintang1/5 (2)
- Matrix Methods for Advanced Structural AnalysisDari EverandMatrix Methods for Advanced Structural AnalysisPenilaian: 5 dari 5 bintang5/5 (1)
- Structural Analysis: In Theory and PracticeDari EverandStructural Analysis: In Theory and PracticePenilaian: 4.5 dari 5 bintang4.5/5 (24)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsDari EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsPenilaian: 4 dari 5 bintang4/5 (16)
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesDari EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraPenilaian: 4.5 dari 5 bintang4.5/5 (4)
- Concrete Structures: Repair, Rehabilitation and StrengtheningDari EverandConcrete Structures: Repair, Rehabilitation and StrengtheningBelum ada peringkat