Anda mungkin juga menyukai
- WPQ Template (Asme Ix) No LogoDokumen4 halamanWPQ Template (Asme Ix) No LogorcpretoriusBelum ada peringkat
- WPQR Welding Procedure QualificationDokumen3 halamanWPQR Welding Procedure QualificationThanasis KyrgiazoglouBelum ada peringkat
- Welding Procedure Qualification Record: Shipyard LogoDokumen4 halamanWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- Welder Visual Inspection ReportsDokumen24 halamanWelder Visual Inspection ReportsKyBelum ada peringkat
- Report on Welding Procedure Specifications for Single V-Groove JointsDokumen15 halamanReport on Welding Procedure Specifications for Single V-Groove JointsAvishek Gupta100% (1)
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Dokumen2 halaman(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Dokumen2 halamanASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- PQRDokumen2 halamanPQRafqzfieBelum ada peringkat
- P-WPS 135 - MAG (GR 316)Dokumen9 halamanP-WPS 135 - MAG (GR 316)Tarun PatelBelum ada peringkat
- ASME PQR - MMA/SMAW Fillet Welds on OGAP Supplies PartsDokumen1 halamanASME PQR - MMA/SMAW Fillet Welds on OGAP Supplies Partssathi_mechBelum ada peringkat
- Sabari Engineering PQRDokumen3 halamanSabari Engineering PQRAdvanced Quality Centre AQC100% (1)
- Wps - Asme Ix - Gtaw - Plat SteDokumen6 halamanWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraBelum ada peringkat
- Welding Procedure Specification (WPS) According To DIN EN ISO 15614-1Dokumen2 halamanWelding Procedure Specification (WPS) According To DIN EN ISO 15614-1Vijay OfficialBelum ada peringkat
- 1035 03Dokumen2 halaman1035 03Anuj ShahiBelum ada peringkat
- JIMT Visual Inspection ReportDokumen1.913 halamanJIMT Visual Inspection Reportgomathyselvi100% (1)
- Wps Mma PipeDokumen2 halamanWps Mma PipeDimitris NikouBelum ada peringkat
- QW-484A (WPQ) GTAW 4MM FilletDokumen2 halamanQW-484A (WPQ) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- PWPS Fillet WeldDokumen2 halamanPWPS Fillet WeldUgonnaBelum ada peringkat
- GTAW Welding Process ParametersDokumen12 halamanGTAW Welding Process Parametersmiteshpatel191Belum ada peringkat
- WPS ISO 15614-1 WeldNote MetricDokumen1 halamanWPS ISO 15614-1 WeldNote MetricVirgil SorcaruBelum ada peringkat
- WPS Welding Procedure SpecificationDokumen1 halamanWPS Welding Procedure SpecificationburakBelum ada peringkat
- Welding Procedure SpecificationDokumen3 halamanWelding Procedure SpecificationAhmed saber100% (1)
- Proposed WPSDokumen2 halamanProposed WPSChisom Ikengwu100% (2)
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Dokumen3 halamanWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaBelum ada peringkat
- Gta+sma PQRDokumen3 halamanGta+sma PQRRahul MoottolikandyBelum ada peringkat
- WPQ Sample PrintoutDokumen1 halamanWPQ Sample PrintoutKannan VelBelum ada peringkat
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Dokumen3 halamanWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- WPS Updated PDFDokumen2 halamanWPS Updated PDFRaja Muaz Ahmad KhanBelum ada peringkat
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Dokumen3 halamanWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad DanielBelum ada peringkat
- List WPS For Piping Package-B. Rev.0.1 (Att-B)Dokumen14 halamanList WPS For Piping Package-B. Rev.0.1 (Att-B)Ferdie OSBelum ada peringkat
- Weldspec ASME PQRDokumen2 halamanWeldspec ASME PQRSunil KumarBelum ada peringkat
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Dokumen2 halamanLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidBelum ada peringkat
- Ilcs-Smaw-D1.3-Deck (G) WPSDokumen3 halamanIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- Fcaw 16 THKDokumen5 halamanFcaw 16 THKparesh2387Belum ada peringkat
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDokumen3 halamanWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaBelum ada peringkat
- Welding Procedure SpecificationDokumen27 halamanWelding Procedure SpecificationGopakumar K100% (2)
- Wps Sp14 Reva PDFDokumen9 halamanWps Sp14 Reva PDFravi00098Belum ada peringkat
- WPS-6 Doc Rev00 On 17 Sept 2018 Final FormatDokumen3 halamanWPS-6 Doc Rev00 On 17 Sept 2018 Final FormatSWARUP CHUGUGLEBelum ada peringkat
- WPQR Welding Procedure Qualification RecordsDokumen3 halamanWPQR Welding Procedure Qualification Recordsramesh rajaBelum ada peringkat
- Welding Procedure Specification (WPS) (As Per EN / ISO 15609-1)Dokumen1 halamanWelding Procedure Specification (WPS) (As Per EN / ISO 15609-1)ramesh rajaBelum ada peringkat
- Joints (Qw-402) DetailsDokumen3 halamanJoints (Qw-402) DetailsNaqqash SajidBelum ada peringkat
- WPS PQR-08Dokumen8 halamanWPS PQR-08Ranjan KumarBelum ada peringkat
- Welding Procecure SpecificationDokumen9 halamanWelding Procecure SpecificationNwoha PeterBelum ada peringkat
- Preliminary Welding Procedure Specification for Dialog TowerDokumen1 halamanPreliminary Welding Procedure Specification for Dialog TowerAzriBelum ada peringkat
- Welding Procedure Qualification Records (WPQR) : (Section IX, ASME Boiler and Pressure Vessel Code)Dokumen2 halamanWelding Procedure Qualification Records (WPQR) : (Section IX, ASME Boiler and Pressure Vessel Code)ngonphanhoangBelum ada peringkat
- WPQDokumen10 halamanWPQayoki100% (3)
- Welding Procedure Qualification Record (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDokumen11 halamanWelding Procedure Qualification Record (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh raja100% (1)
- Aws 001Dokumen1 halamanAws 001akshay sarfareBelum ada peringkat
- WPQ-1083 3G PDFDokumen2 halamanWPQ-1083 3G PDFduendex360100% (1)
- Welding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001Dokumen2 halamanWelding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001neerajBelum ada peringkat
- PT Kuwera Karya Me: PanduDokumen2 halamanPT Kuwera Karya Me: PanduGalang Pratama PutraBelum ada peringkat
- Welding Proposed Pwps For Our Jubail WorkDokumen2 halamanWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDokumen3 halamanWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanBelum ada peringkat
- Wps - 09 Mt-Imecol Asme304 Gtaw Sheet-Tubesheet Rev 0Dokumen5 halamanWps - 09 Mt-Imecol Asme304 Gtaw Sheet-Tubesheet Rev 0Oscar Iván Duque DíazBelum ada peringkat
- MRPL Mangalore CDU VDU Heaters Welding Procedure SpecificationDokumen5 halamanMRPL Mangalore CDU VDU Heaters Welding Procedure SpecificationDeepak100% (1)
- Weld Joint 1Dokumen81 halamanWeld Joint 1rajibali27100% (1)
- Wps 15614 TemplateDokumen2 halamanWps 15614 Template0502raviBelum ada peringkat
- Welding Procedure SpecificationDokumen5 halamanWelding Procedure SpecificationFranklin londono0% (1)
- PQR Asme Template EDITABLEDokumen6 halamanPQR Asme Template EDITABLErcpretoriusBelum ada peringkat
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Dokumen5 halamanWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- SAP Number DataDokumen5 halamanSAP Number DataMohamed Reda HusseinBelum ada peringkat
- IqamaDokumen1 halamanIqamaMohamed Reda HusseinBelum ada peringkat
- Privacy Notice and ConsentDokumen2 halamanPrivacy Notice and ConsentMohamed Reda HusseinBelum ada peringkat
- Meeting action items Tanmia QA/QC submission inspectionDokumen2 halamanMeeting action items Tanmia QA/QC submission inspectionMohamed Reda HusseinBelum ada peringkat
- Test Procedure NFPA 705Dokumen3 halamanTest Procedure NFPA 705Mohamed Reda HusseinBelum ada peringkat
- Copy of PassportDokumen2 halamanCopy of PassportMohamed Reda HusseinBelum ada peringkat
- SATIP document titles and transmittalsDokumen2 halamanSATIP document titles and transmittalsMohamed Reda HusseinBelum ada peringkat
- HCU Train-B Action ItemsDokumen7 halamanHCU Train-B Action ItemsMohamed Reda HusseinBelum ada peringkat
- Internal NCR LogDokumen7 halamanInternal NCR LogMohamed Reda HusseinBelum ada peringkat
- Non-Conformance Details:: Dept./Discipline: Issue Date: Raised by LocationDokumen1 halamanNon-Conformance Details:: Dept./Discipline: Issue Date: Raised by LocationMohamed Reda HusseinBelum ada peringkat
- Receiving, Handling, Storage & Preservation ProcedureDokumen34 halamanReceiving, Handling, Storage & Preservation ProcedureMohamed Reda HusseinBelum ada peringkat
- MaterialsDokumen3 halamanMaterialsMohamed Reda HusseinBelum ada peringkat
- 15-12-2013 - Kubota - ReportDokumen6 halaman15-12-2013 - Kubota - ReportMohamed Reda HusseinBelum ada peringkat
- 09-SAMSS-097 - Ready-Mixed Concrete PDFDokumen9 halaman09-SAMSS-097 - Ready-Mixed Concrete PDFMohamed Reda HusseinBelum ada peringkat
- MaterialsDokumen3 halamanMaterialsMohamed Reda HusseinBelum ada peringkat
- ASME UG 37 Nozzles PDFDokumen6 halamanASME UG 37 Nozzles PDFlatif.deBelum ada peringkat
- 157-RD-12-17 Saudi Perlite CompanyDokumen4 halaman157-RD-12-17 Saudi Perlite CompanyMohamed Reda HusseinBelum ada peringkat
- Agap WPSDokumen181 halamanAgap WPSMohamed Reda Hussein100% (1)
- Client Invoice and Payment RecordsDokumen15 halamanClient Invoice and Payment RecordsMohamed Reda HusseinBelum ada peringkat
- As-built Drawing GuideDokumen1 halamanAs-built Drawing GuideMohamed Reda Hussein100% (1)
- Pressure Testing SafelyDokumen18 halamanPressure Testing SafelyHaleem Ur Rashid Bangash100% (1)
- P1 A C LHDokumen2 halamanP1 A C LHMohamed Reda HusseinBelum ada peringkat
- Installation Manual FPIDokumen60 halamanInstallation Manual FPIMohamed Reda HusseinBelum ada peringkat
- ASME U StampingDokumen1 halamanASME U StampingMohamed Reda HusseinBelum ada peringkat
- Astm D2563-94Dokumen24 halamanAstm D2563-94Santiago AngelBelum ada peringkat
- Hardness 2 PDFDokumen1 halamanHardness 2 PDFMohamed Reda HusseinBelum ada peringkat
- 1104Dokumen45 halaman1104fake nameBelum ada peringkat
- Hardness: Minimum Thickness Requirements For Various Testing MethodsDokumen1 halamanHardness: Minimum Thickness Requirements For Various Testing MethodsMohamed Reda HusseinBelum ada peringkat
- WP056P Rev0Dokumen12 halamanWP056P Rev0Mohamed Reda HusseinBelum ada peringkat
- API ExamDokumen1 halamanAPI ExamMohamed Reda HusseinBelum ada peringkat
- Gmaw Fcaw PrinciplesDokumen136 halamanGmaw Fcaw PrinciplesReza SalimiBelum ada peringkat
- Pauselli 700 Solar Pile Driver BrochureDokumen4 halamanPauselli 700 Solar Pile Driver BrochureJaouad Id BoubkerBelum ada peringkat
- Shop Manual Supplement Komatsu PC400 6, PC400LC 6, PC450 6, PC450LCDokumen38 halamanShop Manual Supplement Komatsu PC400 6, PC400LC 6, PC450 6, PC450LCMilad Rahimi100% (2)
- ONIXline BJ Series Dimensions GuideDokumen5 halamanONIXline BJ Series Dimensions Guidemarcusa85Belum ada peringkat
- ISO 9001 Certified U4.70-U4.250 Series Oil-Flooded Vacuum PumpsDokumen4 halamanISO 9001 Certified U4.70-U4.250 Series Oil-Flooded Vacuum PumpsAndy MulyonoBelum ada peringkat
- Bourdon Gauge - BellowDokumen14 halamanBourdon Gauge - BellowBikram RoyBelum ada peringkat
- Models 69NT40-511-300 To 309, 69NT40-511-311 To 399Dokumen117 halamanModels 69NT40-511-300 To 309, 69NT40-511-311 To 399cloviskrelling100% (2)
- Axial Cylindrical Roller Bearings - Cages and WashersDokumen14 halamanAxial Cylindrical Roller Bearings - Cages and WashersKamlesh DalavadiBelum ada peringkat
- Mobilgard HSD Plus 15W40 Engine Oil ExxonMobil MarineDokumen2 halamanMobilgard HSD Plus 15W40 Engine Oil ExxonMobil MarineM. FuentesBelum ada peringkat
- Chevrolet 327 V8 Engine Rebuild ManualDokumen120 halamanChevrolet 327 V8 Engine Rebuild ManualAlissa Davis0% (1)
- Product Information: Valvoline™ HD Nitrite Free Coolant RTUDokumen2 halamanProduct Information: Valvoline™ HD Nitrite Free Coolant RTUmcalidonio5656Belum ada peringkat
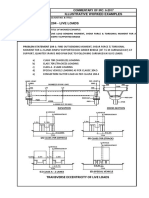
- Illustrative Worked Examples: Commentary of Irc: 6-2017Dokumen4 halamanIllustrative Worked Examples: Commentary of Irc: 6-2017jatin singla100% (1)
- Mechanical Engineer Muhammad Ibtisam's ResumeDokumen1 halamanMechanical Engineer Muhammad Ibtisam's ResumeshoaibBelum ada peringkat
- Morgana Digifold Service ManualDokumen55 halamanMorgana Digifold Service Manualpfequip100% (1)
- Metrology Chapter 13Dokumen70 halamanMetrology Chapter 13Sweekar KhadkaBelum ada peringkat
- Technical Data For Fan Model VAX-S-710-6/20-E2: Performance - Required ActualDokumen2 halamanTechnical Data For Fan Model VAX-S-710-6/20-E2: Performance - Required Actualkarim tarekBelum ada peringkat
- Training System DS4Dokumen164 halamanTraining System DS4Henrry Roberto Amaya BazánBelum ada peringkat
- Ae2251 - Aerodynamics - IDokumen3 halamanAe2251 - Aerodynamics - IMinu.j.jBelum ada peringkat
- 2000 BMW Z3 - M Roadster - Z3 - M Coupe Electrical Troubleshooting ManualDokumen382 halaman2000 BMW Z3 - M Roadster - Z3 - M Coupe Electrical Troubleshooting ManualShelli Godfrey100% (1)
- Adjustable Type EAZ SeriesDokumen8 halamanAdjustable Type EAZ SeriesVimalendra SinghBelum ada peringkat
- 3039exq Week 11 Session 1 Notes Example The Design of Slender RC ColumnsDokumen8 halaman3039exq Week 11 Session 1 Notes Example The Design of Slender RC ColumnsengkjBelum ada peringkat
- Buku PDTO Rabiman FinalDokumen134 halamanBuku PDTO Rabiman Finalilham romadhonaBelum ada peringkat
- View thousands of Crane Specifications on FreeCraneSpecs.comDokumen64 halamanView thousands of Crane Specifications on FreeCraneSpecs.comD Rider Casanova100% (1)
- Driller Controller User ManualDokumen12 halamanDriller Controller User ManualYahya BA100% (1)
- Air Handling Units GuidelineDokumen5 halamanAir Handling Units GuidelineImam MansyurBelum ada peringkat
- Ship Dynamics in Waves - RostokDokumen51 halamanShip Dynamics in Waves - Rostokvivekt510Belum ada peringkat
- DM25-SP Series: Atlas Copco Blasthole DrillsDokumen4 halamanDM25-SP Series: Atlas Copco Blasthole DrillsKOMATSU SHOVELBelum ada peringkat
- Courses Semester II 2019-20: Course Title LPU SEC NODokumen125 halamanCourses Semester II 2019-20: Course Title LPU SEC NOAnjumaBelum ada peringkat
- Explo - Lirika OTC PDFDokumen6 halamanExplo - Lirika OTC PDFMariusz PawlasBelum ada peringkat
- 2019 - Shen Et Al - Two and Three Dimensional Numerical Analyses of Geosynthetic Reinforced Soil GRS Piers PDFDokumen17 halaman2019 - Shen Et Al - Two and Three Dimensional Numerical Analyses of Geosynthetic Reinforced Soil GRS Piers PDFTomaz TurcarelliBelum ada peringkat