Anda mungkin juga menyukai
- Efeito Espessura Chapa Na DobragemDokumen51 halamanEfeito Espessura Chapa Na DobragemValdemir FerreiraBelum ada peringkat
- Análise Metalográfica Do Aço Inox 304 Submetido A Diferentes Esforços Mecânicos - 2016Dokumen6 halamanAnálise Metalográfica Do Aço Inox 304 Submetido A Diferentes Esforços Mecânicos - 2016LuizFBelum ada peringkat
- Cap 7 - DobramentoDokumen38 halamanCap 7 - DobramentoneralregoneBelum ada peringkat
- Efeito Da Espessura Da Chapa Na DobragemDokumen53 halamanEfeito Da Espessura Da Chapa Na DobragemAntónio AlmeidaBelum ada peringkat
- Avaliação Da Influência Da Rugosidade Superficial Sobre O Atrito No Ensaio de Compressão Do AnelDokumen8 halamanAvaliação Da Influência Da Rugosidade Superficial Sobre O Atrito No Ensaio de Compressão Do AnelGian RemundiniBelum ada peringkat
- Relatório Extrusão Inversa FINALDokumen21 halamanRelatório Extrusão Inversa FINALHugo FontesBelum ada peringkat
- 1° Entrega Geral IDokumen9 halaman1° Entrega Geral ILuis GabrielBelum ada peringkat
- Prova 1 - ResolvidaDokumen13 halamanProva 1 - ResolvidaAUGUSTO ALPE COPPETTIBelum ada peringkat
- Teoria Básica Endireitadeiras PDFDokumen36 halamanTeoria Básica Endireitadeiras PDFJOSE SERGIO MENEGAZBelum ada peringkat
- TesteDokumen14 halamanTesteFelipe Nigro MartinezBelum ada peringkat
- Aula 8 - Estampagem de Repuxo EmbutimentoDokumen15 halamanAula 8 - Estampagem de Repuxo EmbutimentoLEONIDASBelum ada peringkat
- Relatório - Ensaio de TraçãoDokumen9 halamanRelatório - Ensaio de TraçãoCarol BrigagãoBelum ada peringkat
- Aula 5 - Conformação de Chapas - EstampagemDokumen25 halamanAula 5 - Conformação de Chapas - EstampagemWillian FranchescoBelum ada peringkat
- FadigaDokumen9 halamanFadigaSandra PenhaBelum ada peringkat
- Teoria Básica EndireitadeirasDokumen36 halamanTeoria Básica EndireitadeirasJose Sergio MenegazBelum ada peringkat
- Livro - Concreto Armado Vigas - EscadasDokumen16 halamanLivro - Concreto Armado Vigas - EscadasGilson SantanaBelum ada peringkat
- Livros Assuntos 1 2 3 4 5 6 7 8 PDFDokumen139 halamanLivros Assuntos 1 2 3 4 5 6 7 8 PDFNauricio NauBelum ada peringkat
- Lista de Exercícios Respostas Análise de FalhasDokumen5 halamanLista de Exercícios Respostas Análise de FalhasheyheyheyharuBelum ada peringkat
- Estudo Pla Variando DensidadeDokumen6 halamanEstudo Pla Variando DensidadeMiraldo JRBelum ada peringkat
- Ensaios e Caracterização de MateriaisDokumen14 halamanEnsaios e Caracterização de MateriaisRogério Lopes Da CostaBelum ada peringkat
- Triaxial Cubico Deformação Plana 2009-2 Final PDFDokumen89 halamanTriaxial Cubico Deformação Plana 2009-2 Final PDFtrinitrocainaBelum ada peringkat
- Estudo Do Processo de Puncionamento Por Punção Com Ângulo Convexo Assistido Por Simulação NuméricaDokumen9 halamanEstudo Do Processo de Puncionamento Por Punção Com Ângulo Convexo Assistido Por Simulação NuméricaAlexandre NecromanteionBelum ada peringkat
- Forças e Potências de CorteDokumen16 halamanForças e Potências de Cortematheus medeiros cesar CesarBelum ada peringkat
- Apostila Estampagem TorresDokumen43 halamanApostila Estampagem TorresLuiz Cesar Torres100% (2)
- Resumo Propriedades Mecânicas Dos Materiais e EnsaiosDokumen7 halamanResumo Propriedades Mecânicas Dos Materiais e EnsaiosNathália RozaBelum ada peringkat
- Análise de Falha em Eixo de Compressor RotativoDokumen13 halamanAnálise de Falha em Eixo de Compressor RotativovaninhoBelum ada peringkat
- Corte ArrombamentoDokumen50 halamanCorte ArrombamentomigalveBelum ada peringkat
- EXPERIMENTO 02 - Coeficiente de AtritoDokumen6 halamanEXPERIMENTO 02 - Coeficiente de AtritoLipie AlcantaraBelum ada peringkat
- 11° CONICIT - CorrigidoDokumen5 halaman11° CONICIT - CorrigidoCarol MachadoBelum ada peringkat
- Experimento 3 Materiais e Suas PropriedadesDokumen7 halamanExperimento 3 Materiais e Suas PropriedadesDih Eiji KuribayashiBelum ada peringkat
- Conformação A FrioDokumen6 halamanConformação A FrioGonçalo CostaBelum ada peringkat
- Análise de Falhas PDFDokumen22 halamanAnálise de Falhas PDFcarlofilippinBelum ada peringkat
- A46149 - José Magalhães - Fadiga e FraturaDokumen25 halamanA46149 - José Magalhães - Fadiga e FraturaJosé MagalhãesBelum ada peringkat
- Mecanica Dos Solidos - CisalhamentoDokumen18 halamanMecanica Dos Solidos - CisalhamentoGustavo CastroBelum ada peringkat
- 1est EDDokumen7 halaman1est EDGabriel MBelum ada peringkat
- Ancoragem Capitulo 11Dokumen24 halamanAncoragem Capitulo 11JAIMEBelum ada peringkat
- Relatório BritagemDokumen4 halamanRelatório BritagembrmateusBelum ada peringkat
- 031 - Aderência e Ancoragem de BarrasDokumen21 halaman031 - Aderência e Ancoragem de BarrasWagner PifferBelum ada peringkat
- 3 - Relatorio de Ensaio de Tração - Ensaios MecanicosDokumen27 halaman3 - Relatorio de Ensaio de Tração - Ensaios MecanicosNicollas Alves100% (1)
- 4 - Relatorio - Ensaio de CompressãoDokumen14 halaman4 - Relatorio - Ensaio de CompressãoNicollas AlvesBelum ada peringkat
- 7 - Cap. 06 - Propriedades Mecânicas Exercícios 14.1Dokumen72 halaman7 - Cap. 06 - Propriedades Mecânicas Exercícios 14.1Christianne G. Rodrigues0% (2)
- SEMINÁRIODokumen26 halamanSEMINÁRIOlarissasBelum ada peringkat
- Salete, 6 AVALIAÇÃO DOS MÉTODOS DE TRAÇÃO E COMPRESSÃO PARA OBTENÇÃO DE CURVAS DE ESCOAMENTO DE LIGAS DE ALUMÍNIODokumen7 halamanSalete, 6 AVALIAÇÃO DOS MÉTODOS DE TRAÇÃO E COMPRESSÃO PARA OBTENÇÃO DE CURVAS DE ESCOAMENTO DE LIGAS DE ALUMÍNIOJoão GuilhermeBelum ada peringkat
- Ensaio de Flexão PRONTO - Luiza CustódioDokumen15 halamanEnsaio de Flexão PRONTO - Luiza Custódiod202110623Belum ada peringkat
- TCC Giovani Nichetti de QuadrosDokumen60 halamanTCC Giovani Nichetti de QuadrosOdair Castilhos Dos PassosBelum ada peringkat
- Processo de Laminação - Processos de FabricaçãoDokumen16 halamanProcesso de Laminação - Processos de FabricaçãoisaiasBelum ada peringkat
- Simulação Ensaio de Tração UniaxialDokumen4 halamanSimulação Ensaio de Tração UniaxialRui CostaBelum ada peringkat
- Dimensionamento de EixosDokumen11 halamanDimensionamento de EixosWeslley Henrique SouzaBelum ada peringkat
- Apostila Aco Inox Estampagem Parte2Dokumen24 halamanApostila Aco Inox Estampagem Parte2aguinaldo6690Belum ada peringkat
- Introdução À Ciência e Tecnologia Dos Materiais - Discordâncias e Mecanismos de Aumento de ResistênciaDokumen39 halamanIntrodução À Ciência e Tecnologia Dos Materiais - Discordâncias e Mecanismos de Aumento de ResistênciaBruno Vilas BoasBelum ada peringkat
- Relatorio Compressão SimplesDokumen18 halamanRelatorio Compressão SimplesBRUNA SILVEIRA LIRABelum ada peringkat
- Anisotropia Dos AçosDokumen2 halamanAnisotropia Dos AçosArteplena HomeDesignBelum ada peringkat
- Conformação 2Dokumen14 halamanConformação 2Matheus BonfimBelum ada peringkat
- Portfólio Ciîencia e Resistencia Dos MateriaisDokumen8 halamanPortfólio Ciîencia e Resistencia Dos Materiaisrafael123deusinhoBelum ada peringkat
- Lista Tração e Compressão - PMTDokumen3 halamanLista Tração e Compressão - PMTBeatriz LimaBelum ada peringkat
- Relatorio Resistência Dos MateriaisDokumen6 halamanRelatorio Resistência Dos MateriaisFelipe KlimaczewskiBelum ada peringkat
- Ceramicas PropriedadesDokumen30 halamanCeramicas PropriedadesThiago TakeoBelum ada peringkat
- Competitividade No Projeto MecânicoDokumen1 halamanCompetitividade No Projeto MecânicoRui CostaBelum ada peringkat
- Processo de Pirólise de ResíduosDokumen19 halamanProcesso de Pirólise de ResíduosRui Costa100% (1)
- A Prototipagem RápidaDokumen1 halamanA Prototipagem RápidaRui CostaBelum ada peringkat
- Determinação Das Curvas Características de Uma Bomba Centrífuga (Gilkes)Dokumen22 halamanDeterminação Das Curvas Características de Uma Bomba Centrífuga (Gilkes)Rui Costa100% (3)
- Segurança e Ergonomia No Projeto (Ergonomics and Safety in Design)Dokumen12 halamanSegurança e Ergonomia No Projeto (Ergonomics and Safety in Design)Rui CostaBelum ada peringkat
- Gestão de ProjetosDokumen1 halamanGestão de ProjetosRui CostaBelum ada peringkat
- Secagem Por Jatos Dyson AirbladeDokumen31 halamanSecagem Por Jatos Dyson AirbladeRui CostaBelum ada peringkat
- Teoria para Resolução de Problemas Inventivos (TRIZ)Dokumen1 halamanTeoria para Resolução de Problemas Inventivos (TRIZ)Rui CostaBelum ada peringkat
- Secagem Por Jatos Dyson Airblade - Estado Da ArteDokumen19 halamanSecagem Por Jatos Dyson Airblade - Estado Da ArteRui CostaBelum ada peringkat
- Sigmund FreudDokumen48 halamanSigmund FreudRui CostaBelum ada peringkat
- Eliminação de Condensados Formados No EvaporadorDokumen24 halamanEliminação de Condensados Formados No EvaporadorRui CostaBelum ada peringkat
- Evaporação Por Transferência de MassaDokumen16 halamanEvaporação Por Transferência de MassaRui CostaBelum ada peringkat
- Análise Forças TricicloDokumen6 halamanAnálise Forças TricicloRui CostaBelum ada peringkat
- Simulação Ensaio de Tração UniaxialDokumen4 halamanSimulação Ensaio de Tração UniaxialRui CostaBelum ada peringkat
- Tabelas e Gráficos FluídosDokumen19 halamanTabelas e Gráficos FluídosRui Costa100% (1)
- A CortiçaDokumen22 halamanA CortiçaRui CostaBelum ada peringkat
- Kart e Lançador de ProjéteisDokumen42 halamanKart e Lançador de ProjéteisRui CostaBelum ada peringkat
- Portugues ADokumen11 halamanPortugues ARui CostaBelum ada peringkat
- Maquinagem de Uma PeçaDokumen22 halamanMaquinagem de Uma PeçaRui CostaBelum ada peringkat
- AprendizagemDokumen26 halamanAprendizagemRui CostaBelum ada peringkat
- Análise Cinemática Pedaleira TricicloDokumen2 halamanAnálise Cinemática Pedaleira TricicloRui CostaBelum ada peringkat
- Vinculação e Conceito de ResiliênciaDokumen18 halamanVinculação e Conceito de ResiliênciaRui CostaBelum ada peringkat
- Projeto TEORIAS SOBRE A CRIAÇÃO DO MUNDO - 1 SerieDokumen20 halamanProjeto TEORIAS SOBRE A CRIAÇÃO DO MUNDO - 1 SerieJerônimo MedeirosBelum ada peringkat
- Relatório de FQDokumen11 halamanRelatório de FQmarilyamanteBelum ada peringkat
- Man Grt7 Th2Dokumen13 halamanMan Grt7 Th2Ricardo Nunes Pereira JuniorBelum ada peringkat
- Vigas Inclinadas - ExemploDokumen2 halamanVigas Inclinadas - Exemplojorge25_aguila2832Belum ada peringkat
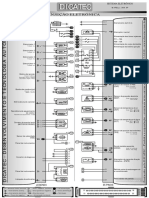
- Esquema Elétrico Xsara LFZ Iaw 8pDokumen1 halamanEsquema Elétrico Xsara LFZ Iaw 8pAlexsander MeloBelum ada peringkat
- Catalogo Antares CompletoDokumen9 halamanCatalogo Antares CompletorsalvasanBelum ada peringkat
- Nomenclatura de Funções InorgânicasDokumen4 halamanNomenclatura de Funções InorgânicasHugo CimehrioBelum ada peringkat
- Desenho ProjetivoDokumen4 halamanDesenho ProjetivoMoisés FerrariBelum ada peringkat
- Resistência Química PPRDokumen82 halamanResistência Química PPRCristiano Garcia RosaBelum ada peringkat
- Lista Exercícios PercolaçãoDokumen11 halamanLista Exercícios Percolaçãovictor leviBelum ada peringkat
- Cálculos para Dimensionamento de Transortador de CorreiaDokumen5 halamanCálculos para Dimensionamento de Transortador de CorreiaMrTaty60% (5)
- APR - Parede DiafragmaDokumen28 halamanAPR - Parede DiafragmaMoniqueDomingues100% (1)
- Instrumentação e Tecnicas de MedidaDokumen161 halamanInstrumentação e Tecnicas de MedidaFrancisco CostaBelum ada peringkat
- 27ddf5ab5a55e8 ResistenciaDokumen3 halaman27ddf5ab5a55e8 ResistenciaDeibson OliveiraBelum ada peringkat
- Experimento - V - Cordas Vibrantes e Ondas Estacion RiasDokumen2 halamanExperimento - V - Cordas Vibrantes e Ondas Estacion RiasxongassilvaBelum ada peringkat
- Rexroth - Perfis de Aluminio-PortugDokumen64 halamanRexroth - Perfis de Aluminio-PortugsandroaptBelum ada peringkat
- ENG 118 - Aula 3 (Hidrodinâmica) PDFDokumen51 halamanENG 118 - Aula 3 (Hidrodinâmica) PDFRafaella GomesBelum ada peringkat
- 1 Transf LaplaceDokumen9 halaman1 Transf LaplaceDenise PereiraBelum ada peringkat
- Exercicios de Permeabilidade de SolosDokumen18 halamanExercicios de Permeabilidade de SolosCarlos Augusto Zilli60% (5)
- Atividade de Quimica 3Dokumen6 halamanAtividade de Quimica 3Kayron Willis100% (1)
- Isostática 2 - Aula 3 - Método Das SeçõesDokumen18 halamanIsostática 2 - Aula 3 - Método Das SeçõesJoão Henrique Furtado100% (1)
- Prova Cefet-Mg 2015Dokumen68 halamanProva Cefet-Mg 2015Jonas Araujo0% (1)
- Acao de Controle PIDDokumen7 halamanAcao de Controle PIDDouglas SilvaBelum ada peringkat
- Ficha Exercícios-CM-jun22-Student - 215b8f93ae2c2006 - 220613 - 093647Dokumen4 halamanFicha Exercícios-CM-jun22-Student - 215b8f93ae2c2006 - 220613 - 093647Polo SemedoBelum ada peringkat
- WEG Alternadores Sincronos Linha G Plus 50013799 Catalogo Portugues BRDokumen36 halamanWEG Alternadores Sincronos Linha G Plus 50013799 Catalogo Portugues BRVinicius Silva MartinsBelum ada peringkat
- 3M Pad - 2230Dokumen2 halaman3M Pad - 2230reprega&1279Belum ada peringkat
- Equação Cúbica WikipédiaDokumen2 halamanEquação Cúbica WikipédiaMarcos Vinicius Borochok de OliveiraBelum ada peringkat
- F1 - Energia e Tipos Fundamentais de Energia. Energia InternaDokumen20 halamanF1 - Energia e Tipos Fundamentais de Energia. Energia InternaDavidBelum ada peringkat
- fq16Dokumen3 halamanfq16Larissa MeloBelum ada peringkat
- Posto Transformação 400KVA 1050032 1080419Dokumen23 halamanPosto Transformação 400KVA 1050032 1080419Zé CerqueiraBelum ada peringkat