Anda mungkin juga menyukai
- 03-01C Engine, 4.0L V-66ford 4.0 Repair ManualDokumen206 halaman03-01C Engine, 4.0L V-66ford 4.0 Repair ManualMike GunionBelum ada peringkat
- Manual Hydrill K20-5000Dokumen16 halamanManual Hydrill K20-5000IgorCencič100% (3)
- Bendix D-2 GovernorDokumen4 halamanBendix D-2 GovernormarcrunnerBelum ada peringkat
- 199R7948 5rev5 PDFDokumen16 halaman199R7948 5rev5 PDFbatman2054Belum ada peringkat
- Boiler Inspection TechniquesDokumen288 halamanBoiler Inspection TechniquesHernan Coba100% (1)
- CP150 SMDokumen50 halamanCP150 SMjacklyn ade putra100% (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDari EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceBelum ada peringkat
- Planning For Project Layout ReportDokumen11 halamanPlanning For Project Layout ReportAko C Rence100% (2)
- E-10 Dual Brake ValvesDokumen8 halamanE-10 Dual Brake Valvesjgomez30Belum ada peringkat
- Installation and Operating InstructionsDokumen20 halamanInstallation and Operating InstructionsArtūrs CeimersBelum ada peringkat
- Er 82Dokumen2 halamanEr 82michaelxiaoBelum ada peringkat
- V40232 Clark C270 Torque ConverterDokumen44 halamanV40232 Clark C270 Torque ConverterRemHenry100% (4)
- SB 09-2916a Reg. MooneyDokumen16 halamanSB 09-2916a Reg. MooneyJavier Leonidas0% (1)
- 09-2916 Regulador Series Four WaukeshaDokumen14 halaman09-2916 Regulador Series Four WaukeshaMaria Fernanda Bonilla SalasBelum ada peringkat
- Qualification of Compressed Air ProtocolDokumen18 halamanQualification of Compressed Air ProtocolBRIJENDRA KUMAR SINGH100% (2)
- Choke Maintnance PDFDokumen42 halamanChoke Maintnance PDFbtrasla9023Belum ada peringkat
- Valvula Bendix PP-1 ManualDokumen4 halamanValvula Bendix PP-1 Manualjgomez30Belum ada peringkat
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementDari EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementBelum ada peringkat
- Hf2 77ebDokumen12 halamanHf2 77ebPetrovici Remus100% (1)
- Manual Partes Torre Iluminacion Chicago CPLT - M10 PDFDokumen56 halamanManual Partes Torre Iluminacion Chicago CPLT - M10 PDFromaldoagurto0% (1)
- Ariel Performance Software DescriptionDokumen8 halamanAriel Performance Software Descriptionmichaelxiao100% (2)
- Valve Lash G3408Dokumen9 halamanValve Lash G3408Djebali MouradBelum ada peringkat
- Topic 1 Electrical Installation System in The BuildingDokumen96 halamanTopic 1 Electrical Installation System in The Buildingnabilnash21100% (5)
- B&W Maneouvring DiaDokumen16 halamanB&W Maneouvring DiaAjinkya KhamkarBelum ada peringkat
- REXROTH Service Manual PVC PSSFDokumen6 halamanREXROTH Service Manual PVC PSSFRaghavendra DeshpandeBelum ada peringkat
- CAMERON France S.A.S: Front SheetDokumen24 halamanCAMERON France S.A.S: Front SheetkrishnsgkBelum ada peringkat
- Portable Cargo Pump TK80 Simillar To Marflex Portable PPDokumen18 halamanPortable Cargo Pump TK80 Simillar To Marflex Portable PPSubramoniam MarineBelum ada peringkat
- Instruction Manual Air CompressorDokumen13 halamanInstruction Manual Air Compressornguyenvanhai1903198156% (9)
- 002-004 Tapa de Cilindro-3Dokumen34 halaman002-004 Tapa de Cilindro-3Jose Leandro Del ZarBelum ada peringkat
- Operating & Service Manual AZ-1-107-NL SERIES PumpDokumen16 halamanOperating & Service Manual AZ-1-107-NL SERIES PumpREZA ASGARIBelum ada peringkat
- Gas Booster 5 0.75 Series Models AG AGD AGT S PDFDokumen16 halamanGas Booster 5 0.75 Series Models AG AGD AGT S PDFu2006262918100% (1)
- Rotterdam Programme On Sustainaibilty and Climate Change 2015-2018Dokumen39 halamanRotterdam Programme On Sustainaibilty and Climate Change 2015-2018David Flood50% (2)
- Instalacion Marcha NeumaticaDokumen36 halamanInstalacion Marcha Neumaticaacere18Belum ada peringkat
- Service Instruction: LycomingDokumen4 halamanService Instruction: LycomingGABelum ada peringkat
- 002-004 Tapa de Cilindro-2Dokumen34 halaman002-004 Tapa de Cilindro-2Jose Leandro Del ZarBelum ada peringkat
- Operating Instructions & Service Manual Blue Max Ii Hydrostatic Test PumpDokumen10 halamanOperating Instructions & Service Manual Blue Max Ii Hydrostatic Test PumpdocrafiBelum ada peringkat
- Actuador de Válvula FlowserveDokumen8 halamanActuador de Válvula FlowserveemanuellesanchezBelum ada peringkat
- Manual MSA2 SandPiperDokumen9 halamanManual MSA2 SandPiperVictor Timana SilvaBelum ada peringkat
- SB388CDokumen13 halamanSB388CBenjamin LeedsBelum ada peringkat
- 2660CE37-807 & 2660CGHI42-807: Compressor Field Service ManualDokumen24 halaman2660CE37-807 & 2660CGHI42-807: Compressor Field Service ManualHenry ArguettBelum ada peringkat
- Om 15 e PDFDokumen8 halamanOm 15 e PDFOscar C. GabinayBelum ada peringkat
- Om-3 S PDFDokumen16 halamanOm-3 S PDFmecambBelum ada peringkat
- Kysor Service GuideDokumen24 halamanKysor Service GuideAlex Renne ChambiBelum ada peringkat
- 22 0 100 - NCDokumen7 halaman22 0 100 - NCjussmeeeBelum ada peringkat
- Maintenance and Operation Manual Hydraulic Choke and Control ConsoleDokumen42 halamanMaintenance and Operation Manual Hydraulic Choke and Control ConsoleMehdi Hajd KacemBelum ada peringkat
- Eng Rasad orDokumen8 halamanEng Rasad orhernanaguirre7Belum ada peringkat
- Disamble Cylinder HeadDokumen17 halamanDisamble Cylinder HeadFredy Mauricio Diaz VargasBelum ada peringkat
- Air Amplifier Models AA 8 AA 15 AA 30 Arabic PDFDokumen22 halamanAir Amplifier Models AA 8 AA 15 AA 30 Arabic PDFwinasharBelum ada peringkat
- BulletDokumen68 halamanBulletjasonspectorBelum ada peringkat
- SM 60700Dokumen54 halamanSM 60700HENKO7659Belum ada peringkat
- Range Rover Manual Brakes PDFDokumen78 halamanRange Rover Manual Brakes PDFPablo Pacheco Reyes100% (1)
- Masoneilan+ +87+and+88+Series+Spring+and+Diaphragm+Actuator+IOMDokumen24 halamanMasoneilan+ +87+and+88+Series+Spring+and+Diaphragm+Actuator+IOMAsterixBelum ada peringkat
- Sis 631 PRTDokumen15 halamanSis 631 PRTAshraf m aliBelum ada peringkat
- Treadle ValveDokumen8 halamanTreadle ValveBOB100% (1)
- Fuel System: SectionDokumen15 halamanFuel System: SectionRonildo GirardiBelum ada peringkat
- Caution: Counterclockwise, As Viewed From TheDokumen19 halamanCaution: Counterclockwise, As Viewed From TheanilBelum ada peringkat
- Convertidor Neumatico Y695ADokumen8 halamanConvertidor Neumatico Y695AALBERTOBelum ada peringkat
- Operating Manual: Altronic Gas Control Valve, 690210Dokumen12 halamanOperating Manual: Altronic Gas Control Valve, 690210Esau Jose PabloBelum ada peringkat
- Iom Gen Truseal 1Dokumen16 halamanIom Gen Truseal 1tsuoscaradrian100% (1)
- Manual SSW10Dokumen31 halamanManual SSW10Victor RodriguezBelum ada peringkat
- 21-44 Charge Pressure System With Exhaust Turbocharger ServiceDokumen22 halaman21-44 Charge Pressure System With Exhaust Turbocharger Servicejromero_rpgBelum ada peringkat
- Technical Note: 1.0 Maintenance ScheduleDokumen6 halamanTechnical Note: 1.0 Maintenance ScheduleJhan Carlos RamosBelum ada peringkat
- KF Series P3 - M3 IOMDokumen3 halamanKF Series P3 - M3 IOMCarlos MantillaBelum ada peringkat
- Removing and Installing Cylinder Head (Cylinder Head Assembly) - ALLDATA Repair Vento 1.6ltsDokumen5 halamanRemoving and Installing Cylinder Head (Cylinder Head Assembly) - ALLDATA Repair Vento 1.6ltsFran SanchezBelum ada peringkat
- 35391B RevaDokumen234 halaman35391B RevaFelipe FloresBelum ada peringkat
- Vertical Ammonia CompressorsDokumen41 halamanVertical Ammonia CompressorsIulian12345Belum ada peringkat
- Catálogo Anderson Greenwood 400sDokumen32 halamanCatálogo Anderson Greenwood 400sDaniela BeltranBelum ada peringkat
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitDari EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitBelum ada peringkat
- Vendor Literature Selection For Reciprocating Compressor Customer ManualsDokumen2 halamanVendor Literature Selection For Reciprocating Compressor Customer ManualsmichaelxiaoBelum ada peringkat
- Leveling Limits For Stationary Reciprocating Compressors: Engineering ReferenceDokumen2 halamanLeveling Limits For Stationary Reciprocating Compressors: Engineering ReferencemichaelxiaoBelum ada peringkat
- Er 26Dokumen2 halamanEr 26michaelxiaoBelum ada peringkat
- Rotary Compressor Warranty Notification and Installation List DataDokumen1 halamanRotary Compressor Warranty Notification and Installation List DatamichaelxiaoBelum ada peringkat
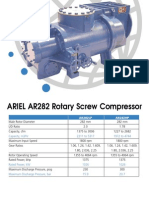
- ARIEL AR282 Rotary Screw Compressor: Capacity, m3/hr 2211 To 5317 1972 To 4744Dokumen2 halamanARIEL AR282 Rotary Screw Compressor: Capacity, m3/hr 2211 To 5317 1972 To 4744michaelxiaoBelum ada peringkat
- Ar166 208 260Dokumen82 halamanAr166 208 260michaelxiaoBelum ada peringkat
- Valve Theory DesignDokumen345 halamanValve Theory Designmichaelxiao0% (1)
- Lab 2 - Electric FieldDokumen5 halamanLab 2 - Electric FieldAbdoul BinJimBelum ada peringkat
- GE Polyamine TechnologyDokumen17 halamanGE Polyamine TechnologyDonatas BertasiusBelum ada peringkat
- Genius SW hf5.1 6000Dokumen36 halamanGenius SW hf5.1 6000A HBelum ada peringkat
- BCT-UU 48V200Ah LiFePO4 Battery Pack 2021-9-2Dokumen3 halamanBCT-UU 48V200Ah LiFePO4 Battery Pack 2021-9-2Abd AlhadiBelum ada peringkat
- Reclosers: Form 6 Microprocessor-Based Pole Mount Recloser Control Installation and Operation InstructionsDokumen48 halamanReclosers: Form 6 Microprocessor-Based Pole Mount Recloser Control Installation and Operation InstructionsTrịnh Huy ĐảmBelum ada peringkat
- ADB (2009) Sustainable Energy Efficiency Development Program PDFDokumen542 halamanADB (2009) Sustainable Energy Efficiency Development Program PDFaanchanBelum ada peringkat
- Flexible Disc Couplings: TB Wood's Form-Flex & Torsiflex-IDokumen52 halamanFlexible Disc Couplings: TB Wood's Form-Flex & Torsiflex-Ioscar.pabaBelum ada peringkat
- Electrode Potentials & Cells 4 MSDokumen6 halamanElectrode Potentials & Cells 4 MSNight Mist7Belum ada peringkat
- TheoryDokumen11 halamanTheoryJatin hemwaniBelum ada peringkat
- Vdocuments - MX - Cummins Parts Mag Diesel Parts Cummins Engine CumminsDokumen283 halamanVdocuments - MX - Cummins Parts Mag Diesel Parts Cummins Engine CumminsBonifasius LgaolBelum ada peringkat
- Coulson MethodDokumen17 halamanCoulson MethodSanjeeb SutradharBelum ada peringkat
- H1 3 6K S2 CEI 0 21 CertificateDokumen7 halamanH1 3 6K S2 CEI 0 21 Certificatebeydacaltu beydacaltuBelum ada peringkat
- Indian Ocean Rising Maritime Security and Policy Challenges (PDFDrive)Dokumen136 halamanIndian Ocean Rising Maritime Security and Policy Challenges (PDFDrive)Kebede MichaelBelum ada peringkat
- SCG-SH-0201 Lockout Tagout (LOTO) FinalDokumen52 halamanSCG-SH-0201 Lockout Tagout (LOTO) FinalThái TrầnBelum ada peringkat
- Progress in Electromagnetics Research, PIER 41, 307-335, 2003Dokumen29 halamanProgress in Electromagnetics Research, PIER 41, 307-335, 2003Vu Duc TuBelum ada peringkat
- Objective: "Spiritalia Seu Pneumatica," Describes A Number of Contrivances Which Either Had Then LongDokumen15 halamanObjective: "Spiritalia Seu Pneumatica," Describes A Number of Contrivances Which Either Had Then Longmohamad_shukor_5Belum ada peringkat
- QUICK STUDY NOTES in EARTH SCIENCE Q2 W1Dokumen6 halamanQUICK STUDY NOTES in EARTH SCIENCE Q2 W1Hector PantiBelum ada peringkat
- ТМТ 2525 эл.схемаDokumen17 halamanТМТ 2525 эл.схемаВячеслав ШапочкаBelum ada peringkat
- SPP Pumps - Tf15h - Dp6h-Ufaa50 - DrawingDokumen1 halamanSPP Pumps - Tf15h - Dp6h-Ufaa50 - Drawingroger cuipalBelum ada peringkat
- ME MotronicDokumen3 halamanME Motronicdory7dawBelum ada peringkat
- Electronics Interview QuestionsDokumen8 halamanElectronics Interview QuestionsshyamBelum ada peringkat
- Wells Thermostat IDDokumen18 halamanWells Thermostat IDJuan A Aguilera ABelum ada peringkat
- Dutypoint Dirt & Air SeparatorsDokumen12 halamanDutypoint Dirt & Air SeparatorsdokundotBelum ada peringkat
- E25b'04 E30h'04 25B'04 30H'04: (69P4) (60B4) (69R4) (69S4)Dokumen61 halamanE25b'04 E30h'04 25B'04 30H'04: (69P4) (60B4) (69R4) (69S4)Mauro SantafeBelum ada peringkat