Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Exp11 Electrical - Conductivity.sum17Dokumen1 halamanExp11 Electrical - Conductivity.sum17joshua_98548Belum ada peringkat
- CH1Dokumen46 halamanCH1Muhammad FahmiBelum ada peringkat
- 62f PDFDokumen20 halaman62f PDFMohsenBelum ada peringkat
- F.T. - Tronox CR-826Dokumen1 halamanF.T. - Tronox CR-826Arte AngelCRBelum ada peringkat
- The Calvin CycleDokumen4 halamanThe Calvin CycleVerena Raga100% (1)
- Bo 16 DêDokumen118 halamanBo 16 DêYến NhiBelum ada peringkat
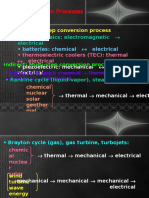
- Energy Conversion ProcessesDokumen15 halamanEnergy Conversion Processesimamsakroni048Belum ada peringkat
- BiologyDokumen2 halamanBiologyDuaa GillaniBelum ada peringkat
- Master AlloysDokumen8 halamanMaster AlloysAsif AliBelum ada peringkat
- Identification of The Best Model and Parameters For T-Y-X Equilibrium Data of Ethanol-Water MixtureDokumen7 halamanIdentification of The Best Model and Parameters For T-Y-X Equilibrium Data of Ethanol-Water MixtureMeghana SBelum ada peringkat
- Induction FurnaceDokumen16 halamanInduction FurnaceMURSELIM ALIBelum ada peringkat
- Oil-Dri Catalog v.17Dokumen24 halamanOil-Dri Catalog v.17Jelly TepskincareBelum ada peringkat
- Ejercicios TermodinamicaDokumen13 halamanEjercicios Termodinamica601195Belum ada peringkat
- Pit Iagi37 Sdg043 Lambok Full Paper Gas Geochemistry Final PDFDokumen12 halamanPit Iagi37 Sdg043 Lambok Full Paper Gas Geochemistry Final PDFakun cadanganBelum ada peringkat
- English SHS - Oral Communication PDFDokumen324 halamanEnglish SHS - Oral Communication PDFCee Notes100% (1)
- The Chemistry of Cooking and Cleaning - Ellen RichardsDokumen106 halamanThe Chemistry of Cooking and Cleaning - Ellen RichardsSandra Mian100% (2)
- Introduction To Biological Laboratory: Lab Report 1Dokumen65 halamanIntroduction To Biological Laboratory: Lab Report 1Thịnh Lê thiênBelum ada peringkat
- Design and Construction of A SerpentineDokumen8 halamanDesign and Construction of A SerpentineToti RamosBelum ada peringkat
- Alchemical TalesDokumen15 halamanAlchemical TalesVic LoveBelum ada peringkat
- 8 Forms of CorrosionDokumen3 halaman8 Forms of CorrosionSuhaib AshrafBelum ada peringkat
- A Simulation of Roll Wear in Hot Rolling ProcessesDokumen336 halamanA Simulation of Roll Wear in Hot Rolling ProcessesVinay Rajput100% (1)
- Industrial Types of Gold Deposits of The East KazakhstanDokumen9 halamanIndustrial Types of Gold Deposits of The East KazakhstanGEOLINKS International Conference 2019Belum ada peringkat
- Absroption Unit in Dilute Nitric Acid ProductionDokumen8 halamanAbsroption Unit in Dilute Nitric Acid ProductionFateh HakeemBelum ada peringkat
- HSE Fire Watcher TrainingDokumen32 halamanHSE Fire Watcher TrainingMuneeb RehmanBelum ada peringkat
- 34 Qualitative Analysis Formula Sheets QuizrrDokumen11 halaman34 Qualitative Analysis Formula Sheets QuizrrSwapnil SharmaBelum ada peringkat
- Lecture 5 C - IsomerismDokumen29 halamanLecture 5 C - IsomerismAliah IzzahBelum ada peringkat
- 3 - Terpenoids 1 PDFDokumen24 halaman3 - Terpenoids 1 PDFAnonymous ojJ64xSOGBelum ada peringkat
- Hydrology - Final Examination (1S, 2023-2024)Dokumen2 halamanHydrology - Final Examination (1S, 2023-2024)fathima camangianBelum ada peringkat
- Recovery of Gold, Silver, Palladium, and Copper From Waste Printed Circuit BoardsDokumen9 halamanRecovery of Gold, Silver, Palladium, and Copper From Waste Printed Circuit BoardsmiladrahimianBelum ada peringkat
- Senscient ELDS - Hydrogen Sulphide - Data Sheet Rev6Dokumen2 halamanSenscient ELDS - Hydrogen Sulphide - Data Sheet Rev6Vincent GabrielBelum ada peringkat