Anda mungkin juga menyukai
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitDari EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitBelum ada peringkat
- Compressor Over-Lubrication PresentationDokumen38 halamanCompressor Over-Lubrication Presentation1mmahoneyBelum ada peringkat
- Er-96-0-7-1 - Piston Rod Runout CorrectionDokumen3 halamanEr-96-0-7-1 - Piston Rod Runout CorrectionJeff LBelum ada peringkat
- F 0077 e 55Dokumen6 halamanF 0077 e 55Bùi Cảnh TrungBelum ada peringkat
- DPC 2802 Startup ProcedureDokumen6 halamanDPC 2802 Startup ProcedureMuhammad Asad100% (1)
- Altronic V Installation Manual (FORM AV II)Dokumen12 halamanAltronic V Installation Manual (FORM AV II)francis_mouille_iiBelum ada peringkat
- Compressor With Seal OilDokumen7 halamanCompressor With Seal OilKamel NaimiBelum ada peringkat
- Ariel compressor instrumentation requirementsDokumen8 halamanAriel compressor instrumentation requirementsFaisal NaeemBelum ada peringkat
- Automation of Reciprocating Gas Engine Compressor Packages UsingDokumen7 halamanAutomation of Reciprocating Gas Engine Compressor Packages UsingGnanaSekar0% (1)
- المستندDokumen5 halamanالمستندMahdi HassanBelum ada peringkat
- 20 RR NOV 300Q-5 Technical Data SheetsDokumen2 halaman20 RR NOV 300Q-5 Technical Data SheetsJorge SoriaBelum ada peringkat
- WH Compressor Frame OverviewDokumen43 halamanWH Compressor Frame OverviewArzyman100% (1)
- Cylinder and Packing LubeDokumen6 halamanCylinder and Packing LubemadhancairnBelum ada peringkat
- A Procedure For Lube Oil FlushingDokumen2 halamanA Procedure For Lube Oil FlushingchrisBelum ada peringkat
- Centrifugal Compressor: Key Components and ApplicationsDokumen14 halamanCentrifugal Compressor: Key Components and ApplicationsAnis FarhanaBelum ada peringkat
- Samson PRV Mounting and Operating InstructionDokumen20 halamanSamson PRV Mounting and Operating InstructionRick CalaguiBelum ada peringkat
- Bibby CouplingsDokumen25 halamanBibby CouplingsKemoy JohnsonBelum ada peringkat
- Manual 99 LDDokumen20 halamanManual 99 LDCristianBelum ada peringkat
- A Procedure For Lube Oil FlushingDokumen9 halamanA Procedure For Lube Oil FlushingBrosGeeBelum ada peringkat
- Troubleshooting The Divider Block SystemDokumen3 halamanTroubleshooting The Divider Block SystemMarcus MorganBelum ada peringkat
- Atmospheric Relief Valve ManualDokumen12 halamanAtmospheric Relief Valve ManualTarun ChandraBelum ada peringkat
- Hoerbiger Rings & Packings Training SeminarDokumen20 halamanHoerbiger Rings & Packings Training SeminarinamBelum ada peringkat
- ELP End User Rev10Dokumen38 halamanELP End User Rev10hugoheloBelum ada peringkat
- Performance and Mechanical Running Tests of Centrifugal Compressors PDFDokumen9 halamanPerformance and Mechanical Running Tests of Centrifugal Compressors PDFDaniel Key Bordin100% (1)
- Cook Compression PackingDokumen2 halamanCook Compression PackingMuhammad Imran100% (1)
- Screw Pump 197131EDokumen59 halamanScrew Pump 197131EJeffrey BaldwinBelum ada peringkat
- Compressor piston rings and rider rings guideDokumen22 halamanCompressor piston rings and rider rings guidemauricioBelum ada peringkat
- Operation Manual Oil-Free Oxygen Piston Compressor Water-CooledDokumen20 halamanOperation Manual Oil-Free Oxygen Piston Compressor Water-CooledPABLOBOBADILLABelum ada peringkat
- Dry Gas Compressor Seals Piyush ShahDokumen8 halamanDry Gas Compressor Seals Piyush Shahmarkus_naslundBelum ada peringkat
- High Pressure CompressorsDokumen16 halamanHigh Pressure CompressorsnghiaBelum ada peringkat
- Aatisbh Sehgal CV PDFDokumen5 halamanAatisbh Sehgal CV PDFAnkush SehgalBelum ada peringkat
- NIC 13.20 Rev.01Dokumen15 halamanNIC 13.20 Rev.01Mahmoud Ahmed100% (1)
- Microsoft Word - WET GAS COMPRESSOR OVERHAULING REPORTDokumen8 halamanMicrosoft Word - WET GAS COMPRESSOR OVERHAULING REPORTAbhi SharmaBelum ada peringkat
- BPCL CYLINDER MANUFACTURINGDokumen34 halamanBPCL CYLINDER MANUFACTURINGVishalVaishBelum ada peringkat
- Compressor Troubleshooting: Problem Cause SolutionDokumen11 halamanCompressor Troubleshooting: Problem Cause SolutionPatrickioBelum ada peringkat
- Camcs L PlantairDokumen20 halamanCamcs L PlantairSergio MoncadaBelum ada peringkat
- Warning: Recommended Lube Oil Change Intervals Taking An Oil SampleDokumen6 halamanWarning: Recommended Lube Oil Change Intervals Taking An Oil SamplegalaxiprinceBelum ada peringkat
- VH60-100 Presentation Philippe ChabinDokumen46 halamanVH60-100 Presentation Philippe ChabinMohamedMansour50% (2)
- D VipDokumen6 halamanD VipClemente Rafael Marval EscalonaBelum ada peringkat
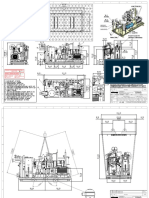
- Maintenance/clearance Area: Dimensions Could Be Change +/-5 MMDokumen2 halamanMaintenance/clearance Area: Dimensions Could Be Change +/-5 MMZander MctrevorBelum ada peringkat
- Guidelines For Preventing Torsional Vibration Problems in Reciprocating MachineryDokumen48 halamanGuidelines For Preventing Torsional Vibration Problems in Reciprocating MachineryFabbrox100% (2)
- Relief Valve PDFDokumen34 halamanRelief Valve PDFThái Mai ĐìnhBelum ada peringkat
- COMPRESSOR VALVES: CAUSES AND SOLUTIONSDokumen4 halamanCOMPRESSOR VALVES: CAUSES AND SOLUTIONSpathakshashankBelum ada peringkat
- Gas Turbine in Cairo North Power StationDokumen38 halamanGas Turbine in Cairo North Power StationAbdul Moeed Kalson0% (1)
- Field Testing of CompressorsDokumen12 halamanField Testing of CompressorsmishraenggBelum ada peringkat
- BFP ARC Valve FunctionDokumen6 halamanBFP ARC Valve FunctionVenkat ShanBelum ada peringkat
- Running Performance: Service/Stage Data Performance OutputDokumen2 halamanRunning Performance: Service/Stage Data Performance OutputJose RattiaBelum ada peringkat
- Data Sheet RVO 07011Dokumen2 halamanData Sheet RVO 07011cvg ertd100% (1)
- Aircraft Turbine Engine Oil QPLDokumen10 halamanAircraft Turbine Engine Oil QPLDenis JimenezBelum ada peringkat
- Turboexpander Lubricant Problems.Dokumen3 halamanTurboexpander Lubricant Problems.dr_kh_ahmedBelum ada peringkat
- Ignition SystemDokumen6 halamanIgnition SystemNopBelum ada peringkat
- ChecklistDokumen3 halamanChecklistAndy Noven KrisdiantoBelum ada peringkat
- Maintain Reciprocating CompressorsDokumen4 halamanMaintain Reciprocating CompressorsCarlos MantillaBelum ada peringkat
- V40232 Clark C270 Torque ConverterDokumen44 halamanV40232 Clark C270 Torque ConverterRemHenry100% (4)
- Operating and Maintenance Instructions PDFDokumen13 halamanOperating and Maintenance Instructions PDFshihabBelum ada peringkat
- D6TMaintenance Interval ScheduleDokumen12 halamanD6TMaintenance Interval Schedulepedro sanchezBelum ada peringkat
- 6D105 Series O&M manualDokumen49 halaman6D105 Series O&M manualjobin joyBelum ada peringkat
- Image Server HandlerDokumen12 halamanImage Server Handlerbobcat1810Belum ada peringkat
- ER 58.11startup ProcedureDokumen3 halamanER 58.11startup Proceduredongosuperstar100% (2)
- Hyundai Exel 89 1.5l.mantenimientoDokumen18 halamanHyundai Exel 89 1.5l.mantenimientoAlexander cesar neyra sotoBelum ada peringkat
- Yhl/ Ar Ali/ Subardi 11/6/2012 Scale Units MM No Scale CoolerDokumen1 halamanYhl/ Ar Ali/ Subardi 11/6/2012 Scale Units MM No Scale CoolerMargaret DaughertyBelum ada peringkat
- VibrationDokumen24 halamanVibrationDaniel Codina100% (1)
- BoilerDokumen90 halamanBoilerMargaret DaughertyBelum ada peringkat
- EAM MetersDokumen20 halamanEAM MetersVictor MillanBelum ada peringkat
- CATERPILLAR KRA Gas Lift DrawwingSEK PDFDokumen3 halamanCATERPILLAR KRA Gas Lift DrawwingSEK PDFMargaret DaughertyBelum ada peringkat
- Caps and lifting levers parts referenceDokumen1 halamanCaps and lifting levers parts referenceMargaret DaughertyBelum ada peringkat
- Piping and Instrumentation Diagram - Legend Sheet 2 of 9 - E PDFDokumen1 halamanPiping and Instrumentation Diagram - Legend Sheet 2 of 9 - E PDFMargaret DaughertyBelum ada peringkat
- 9 07sek PDFDokumen1 halaman9 07sek PDFMargaret DaughertyBelum ada peringkat
- Piping and Instrumentation Diagram - Legend Sheet 3 of 9 - EDokumen1 halamanPiping and Instrumentation Diagram - Legend Sheet 3 of 9 - EMargaret DaughertyBelum ada peringkat
- Big Joe Type 630SEK PDFDokumen12 halamanBig Joe Type 630SEK PDFMargaret DaughertyBelum ada peringkat
- Piping and Instrumentation Diagram - Legend Sheet 1 of 9 - Id PDFDokumen1 halamanPiping and Instrumentation Diagram - Legend Sheet 1 of 9 - Id PDFMargaret DaughertyBelum ada peringkat
- Cat D-3600sek PDFDokumen2 halamanCat D-3600sek PDFMargaret DaughertyBelum ada peringkat
- Piping and Instrumentation Diagram - Legend Sheet 2 of 9 - E PDFDokumen1 halamanPiping and Instrumentation Diagram - Legend Sheet 2 of 9 - E PDFMargaret DaughertyBelum ada peringkat
- astroSEK PDFDokumen9 halamanastroSEK PDFMargaret DaughertyBelum ada peringkat
- Agco Type81sek PDFDokumen15 halamanAgco Type81sek PDFMargaret DaughertyBelum ada peringkat
- Crankcase Ventilation (LEBW4958)Dokumen20 halamanCrankcase Ventilation (LEBW4958)József Nagy100% (2)
- Drum Gauges PDFDokumen2 halamanDrum Gauges PDFMargaret DaughertyBelum ada peringkat
- Caterpillar G3500 Top End Overhaulesek PDFDokumen18 halamanCaterpillar G3500 Top End Overhaulesek PDFMargaret Daugherty75% (4)
- Klinger Product CatalogueDokumen248 halamanKlinger Product Cataloguemar_marcusBelum ada peringkat
- Proposal Budgetary LevelGauges - KLINGER - 200110 PDFDokumen2 halamanProposal Budgetary LevelGauges - KLINGER - 200110 PDFMargaret DaughertyBelum ada peringkat
- Cat & DdsekDokumen1 halamanCat & DdsekMargaret DaughertyBelum ada peringkat
- CATERPILLAR KRA Gas Lift DrawwingSEK PDFDokumen3 halamanCATERPILLAR KRA Gas Lift DrawwingSEK PDFMargaret DaughertyBelum ada peringkat
- Air Comp INGERSOLL-RAND SEK PDFDokumen16 halamanAir Comp INGERSOLL-RAND SEK PDFMargaret Daugherty100% (1)
- DB GB PDFDokumen8 halamanDB GB PDFMargaret DaughertyBelum ada peringkat
- 3500 Engine Oil and Filter - ChangeSEK PDFDokumen11 halaman3500 Engine Oil and Filter - ChangeSEK PDFMargaret DaughertyBelum ada peringkat
- 3500 TroubleshootingSEK PDFDokumen33 halaman3500 TroubleshootingSEK PDFMargaret Daugherty50% (2)
- CATERPILLAR Manual For Altronic Digital Monitor CAS-2140SEK PDFDokumen16 halamanCATERPILLAR Manual For Altronic Digital Monitor CAS-2140SEK PDFMargaret DaughertyBelum ada peringkat
- 03 Tablas Catsek PDFDokumen10 halaman03 Tablas Catsek PDFMargaret DaughertyBelum ada peringkat
- Cat D-3600sek PDFDokumen2 halamanCat D-3600sek PDFMargaret DaughertyBelum ada peringkat
- ARIEL CompressorSEK PDFDokumen80 halamanARIEL CompressorSEK PDFMargaret Daugherty100% (1)
- EPS TestDokumen8 halamanEPS TestGhilea GeorgeBelum ada peringkat
- Assignment #3Dokumen2 halamanAssignment #3Choa Pei ShuangBelum ada peringkat
- 032 Aeroplane Performance (JAA ATPL Theory)Dokumen429 halaman032 Aeroplane Performance (JAA ATPL Theory)dforceman0% (1)
- 7 - In. Posiset Thru-Tubing Plug (2 / - In. Od) : Description FeaturesDokumen1 halaman7 - In. Posiset Thru-Tubing Plug (2 / - In. Od) : Description Featureshamed1725Belum ada peringkat
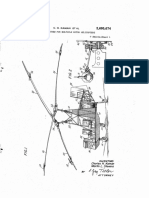
- 1950 Kaman Servoflap US2695674Dokumen23 halaman1950 Kaman Servoflap US2695674jorge paezBelum ada peringkat
- REE 6031 Tutorial 1Dokumen5 halamanREE 6031 Tutorial 1Eng Maboshe Charles Namafe0% (1)
- Válvula de Alivio Vicking - AGF 7000Dokumen2 halamanVálvula de Alivio Vicking - AGF 7000Maurilio Batista de LimaBelum ada peringkat
- Speedaire 10 and 15 HP 2 Stage Air Compressors Owners ManualDokumen84 halamanSpeedaire 10 and 15 HP 2 Stage Air Compressors Owners ManualKeron Trotz100% (1)
- Design Criteria For Exposed Hydro Penstocks - Gordon1978 PDFDokumen12 halamanDesign Criteria For Exposed Hydro Penstocks - Gordon1978 PDFDavid DelgadoBelum ada peringkat
- Dehumidifcation and CoolingDokumen3 halamanDehumidifcation and CoolingWaleed A. ShreimBelum ada peringkat
- An Insight of Compacted Graphite Iron (Cgi) Characteristics and Its Production A ReviewDokumen18 halamanAn Insight of Compacted Graphite Iron (Cgi) Characteristics and Its Production A ReviewMiguel BrionesBelum ada peringkat
- Small Bore Metric Seals CatalogDokumen64 halamanSmall Bore Metric Seals CatalogLeroy AraoBelum ada peringkat
- Intelligent Air Duct Detectors: FeaturesDokumen3 halamanIntelligent Air Duct Detectors: FeaturesMarcelo FradeBelum ada peringkat
- LEKX6306 Torque CurvesDokumen11 halamanLEKX6306 Torque Curvesmijael1393100% (1)
- Clayton RajaDokumen7 halamanClayton RajaSrinivasm SriniBelum ada peringkat
- Aqa MM1B W QP Jun07Dokumen8 halamanAqa MM1B W QP Jun07Annan_Faridi_517Belum ada peringkat
- Manual Awp Le Blanc Pag. 147Dokumen231 halamanManual Awp Le Blanc Pag. 147Ruben Alejandro Yam PechBelum ada peringkat
- OMM Volvo Penta TAD 851 VE PDFDokumen78 halamanOMM Volvo Penta TAD 851 VE PDFHariyono Busro100% (5)
- Atlas EbookDokumen48 halamanAtlas EbookVyas SrinivasanBelum ada peringkat
- Assignment 2 Ch2 3Dokumen10 halamanAssignment 2 Ch2 3Zuhairi ZakariaBelum ada peringkat
- Hilti Profis Anchor calculation software provides tension load design values for anchorDokumen7 halamanHilti Profis Anchor calculation software provides tension load design values for anchorsamBelum ada peringkat
- Control Cables PDFDokumen28 halamanControl Cables PDFPandurang NalawadeBelum ada peringkat
- Koerner. On The Creep GeosynteticDokumen6 halamanKoerner. On The Creep GeosynteticSergio Xexo Gonzalez RuizBelum ada peringkat
- DESIGN CRITERIA AND LOADING PARAMETERSDokumen6 halamanDESIGN CRITERIA AND LOADING PARAMETERSVhorn TiuBelum ada peringkat
- Relativity QuestionsDokumen4 halamanRelativity QuestionsChristoph KirchBelum ada peringkat
- How VVT and Variable Lift Improve Engine PerformanceDokumen32 halamanHow VVT and Variable Lift Improve Engine PerformanceumairBelum ada peringkat
- Lecture - Convective Heat TransferDokumen17 halamanLecture - Convective Heat TransferPaul Bryan OcampoBelum ada peringkat
- Assignment QuestionDokumen15 halamanAssignment QuestionPratik WalimbeBelum ada peringkat
- Design of An Electronic Stability Program For Vehicle Simulation SoftwareDokumen25 halamanDesign of An Electronic Stability Program For Vehicle Simulation SoftwarepmaznikerBelum ada peringkat
- One-Way Slab Design: (Based On BS8110:2000-Part1)Dokumen2 halamanOne-Way Slab Design: (Based On BS8110:2000-Part1)mayphyo100% (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDari EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsBelum ada peringkat
- Transformed: Moving to the Product Operating ModelDari EverandTransformed: Moving to the Product Operating ModelPenilaian: 4 dari 5 bintang4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDari EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CulturePenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessDari EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessBelum ada peringkat
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryDari EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryPenilaian: 4 dari 5 bintang4/5 (5)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsDari EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsBelum ada peringkat
- Design for How People Think: Using Brain Science to Build Better ProductsDari EverandDesign for How People Think: Using Brain Science to Build Better ProductsPenilaian: 4 dari 5 bintang4/5 (8)
- Design Is The Problem: The Future of Design Must Be SustainableDari EverandDesign Is The Problem: The Future of Design Must Be SustainablePenilaian: 1.5 dari 5 bintang1.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveDari EverandUnderstanding Automotive Electronics: An Engineering PerspectivePenilaian: 3.5 dari 5 bintang3.5/5 (16)
- Operational Amplifier Circuits: Analysis and DesignDari EverandOperational Amplifier Circuits: Analysis and DesignPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Electrical Principles and Technology for EngineeringDari EverandElectrical Principles and Technology for EngineeringPenilaian: 4 dari 5 bintang4/5 (4)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDari EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tPenilaian: 4.5 dari 5 bintang4.5/5 (27)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDari EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableBelum ada peringkat
- Iconic Advantage: Don’t Chase the New, Innovate the OldDari EverandIconic Advantage: Don’t Chase the New, Innovate the OldPenilaian: 4 dari 5 bintang4/5 (1)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDari EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperiencePenilaian: 4 dari 5 bintang4/5 (19)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorDari EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorPenilaian: 4 dari 5 bintang4/5 (7)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationDari EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- The User's Journey: Storymapping Products That People LoveDari EverandThe User's Journey: Storymapping Products That People LovePenilaian: 3.5 dari 5 bintang3.5/5 (8)
- Basic Electric Circuit Theory: A One-Semester TextDari EverandBasic Electric Circuit Theory: A One-Semester TextPenilaian: 1.5 dari 5 bintang1.5/5 (2)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsDari EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsBelum ada peringkat
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesDari EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesBelum ada peringkat