Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Pclathe5 en PDFDokumen161 halamanPclathe5 en PDFphuongdxBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- MazakDokumen614 halamanMazakphuongdx86% (7)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- MazakDokumen74 halamanMazakphuongdx100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Precision, Stability and Productivity Increase in Throughfeed Centerless GrindingDokumen4 halamanPrecision, Stability and Productivity Increase in Throughfeed Centerless GrindingphuongdxBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Rotary-Axial Spindles For Ultra-Precision MachiningDokumen4 halamanRotary-Axial Spindles For Ultra-Precision MachiningphuongdxBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Mechatronic Systems For Machine ToolsDokumen30 halamanMechatronic Systems For Machine Toolsphuongdx100% (1)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Industrial Challenges in GrindingDokumen18 halamanIndustrial Challenges in GrindingphuongdxBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Multibody Dynamics Simulations With Abaqus From SIMULIADokumen32 halamanMultibody Dynamics Simulations With Abaqus From SIMULIAphuongdxBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Multibody Dynamics Simulations With Abaqus From SIMULIADokumen32 halamanMultibody Dynamics Simulations With Abaqus From SIMULIAphuongdxBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Equals Fast Payback.: Add A Kentube ECONOMIZER To Your Boiler. Subtract Big Fuel CostsDokumen6 halamanEquals Fast Payback.: Add A Kentube ECONOMIZER To Your Boiler. Subtract Big Fuel CostsSantiago SeveinBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Heat Transfer (Syllabus)Dokumen2 halamanHeat Transfer (Syllabus)Reginald VelanoBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- IncineratorDokumen6 halamanIncineratorKamal DeshapriyaBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- CH 8: Steady - State Non-Isothermal Reactor Design: BalanceDokumen96 halamanCH 8: Steady - State Non-Isothermal Reactor Design: BalanceRaja RamBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Advantec Folder Poster ENDokumen5 halamanAdvantec Folder Poster ENAhmed ShatlaBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- How To Properly Size Unitary EquipmentDokumen3 halamanHow To Properly Size Unitary EquipmentDavid O. AlmeidaBelum ada peringkat
- Compact Cassette: 2-Stage Turbo Fan Quiet QualityDokumen1 halamanCompact Cassette: 2-Stage Turbo Fan Quiet QualityDejan JovanovicBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Experiment WWC Wetted Wall Cooling TowerDokumen6 halamanExperiment WWC Wetted Wall Cooling TowerRavinder WanchooBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
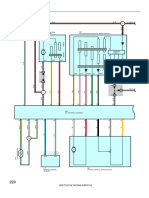
- AC Wiring DiagramDokumen4 halamanAC Wiring DiagramBernardus PramonoBelum ada peringkat
- Critical Heat FluxDokumen4 halamanCritical Heat FluxAshish VermaBelum ada peringkat
- TYH - TYA-Inverter Ducted PAC - CatalogueDokumen4 halamanTYH - TYA-Inverter Ducted PAC - CatalogueNguyễn Thành ChungBelum ada peringkat
- PA HE - Shell and TubeDokumen60 halamanPA HE - Shell and Tubeniaaparamita100% (1)
- Lesson 7 NumericalsDokumen11 halamanLesson 7 Numericalssurya kiranBelum ada peringkat
- MEEG 306 Tutorial 03 (Mechanism of Heat Transfer)Dokumen2 halamanMEEG 306 Tutorial 03 (Mechanism of Heat Transfer)Aman TamangBelum ada peringkat
- Solar Heat For Industrial Processes: Detailed Papers To Newsletter No. 1Dokumen15 halamanSolar Heat For Industrial Processes: Detailed Papers To Newsletter No. 1jhongreenBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Refrigeration Problem SetsDokumen5 halamanRefrigeration Problem SetsNiño Gerard JabagatBelum ada peringkat
- Saudi Aramco Inspection Checklist: Passively Cooled Shelter Installation Inspection SAIC-K-4035 30-Apr-13 HvacDokumen3 halamanSaudi Aramco Inspection Checklist: Passively Cooled Shelter Installation Inspection SAIC-K-4035 30-Apr-13 HvacshahzadaBelum ada peringkat
- ES Q2 Mod8Dokumen26 halamanES Q2 Mod8maacovsBelum ada peringkat
- VESTA Electric Heat Exchanger Data SheetJAN06 - 000Dokumen2 halamanVESTA Electric Heat Exchanger Data SheetJAN06 - 000happale2002100% (1)
- J&E Hall HSS 3216 SpecificationsDokumen4 halamanJ&E Hall HSS 3216 SpecificationsJose Luis HoraBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Nfpa Compliance Inspection Checklist A361Dokumen8 halamanNfpa Compliance Inspection Checklist A361gerardtrBelum ada peringkat
- Lab 1-Linear ConductionDokumen18 halamanLab 1-Linear ConductionMohd Shahidan75% (4)
- 2015 12 Heat-loss-from-Insulated-pipeDokumen7 halaman2015 12 Heat-loss-from-Insulated-pipeRamu NallathambiBelum ada peringkat
- Innovative Vapor-CompressionDokumen13 halamanInnovative Vapor-CompressionCj MoLanoBelum ada peringkat
- Velox BoilerDokumen16 halamanVelox BoilerDr. BIBIN CHIDAMBARANATHAN100% (1)
- Name: Lindsay Reanna P. Villar Date: March 22, 2022 Section: Zara Score Activity 2 Heat, Work, EnergyDokumen5 halamanName: Lindsay Reanna P. Villar Date: March 22, 2022 Section: Zara Score Activity 2 Heat, Work, EnergyJerruel SaguinsinBelum ada peringkat
- Fin SolverDokumen17 halamanFin SolverDheeraj SistlaBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Installation ManualDokumen261 halamanInstallation ManualinkblueBelum ada peringkat
- Hvac Interview Questions and AnswersDokumen6 halamanHvac Interview Questions and Answersshashikantcivil02595% (19)
- Solution A3 CHE 312ADokumen13 halamanSolution A3 CHE 312AMukul Parashar0% (1)