Anda mungkin juga menyukai
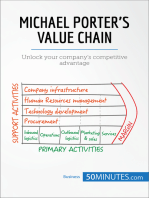
- Michael Porter's Value Chain: Unlock your company's competitive advantageDari EverandMichael Porter's Value Chain: Unlock your company's competitive advantagePenilaian: 4 dari 5 bintang4/5 (1)
- Understanding Manufacturing Strategy and Its Implications PDFDokumen13 halamanUnderstanding Manufacturing Strategy and Its Implications PDFSaul Rick Fernandez Phd100% (1)
- Operations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationDari EverandOperations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationBelum ada peringkat
- Main Objectives of Production and Operations ManagementDokumen5 halamanMain Objectives of Production and Operations ManagementZagaf ShaffielunaBelum ada peringkat
- 15me835 PLCM Module 3Dokumen24 halaman15me835 PLCM Module 3prashanth prabhuBelum ada peringkat
- How to Enhance Productivity Under Cost Control, Quality Control as Well as Time, in a Private or Public OrganizationDari EverandHow to Enhance Productivity Under Cost Control, Quality Control as Well as Time, in a Private or Public OrganizationBelum ada peringkat
- Operations Management Lecture - 2Dokumen6 halamanOperations Management Lecture - 2tusharBelum ada peringkat
- Management Processes CatDokumen6 halamanManagement Processes CatSteve OgolaBelum ada peringkat
- Lect 1 - Concept of Manufacturing StrategyDokumen27 halamanLect 1 - Concept of Manufacturing Strategymaniea1990Belum ada peringkat
- Operations Strategy Is A Key Element in Corporate StrategyDokumen4 halamanOperations Strategy Is A Key Element in Corporate StrategySantanu SahaBelum ada peringkat
- Manufacturing Strategy DevelopmentDokumen4 halamanManufacturing Strategy Developmentarun1974Belum ada peringkat
- M Strategy3Dokumen21 halamanM Strategy3Mohammad AlfatehBelum ada peringkat
- Footwear Streamline Hidalgo MéxicoDokumen26 halamanFootwear Streamline Hidalgo MéxicoSinedine MXBelum ada peringkat
- Strategy, Structure, and Performance in Automotive Product DevelopmentDokumen49 halamanStrategy, Structure, and Performance in Automotive Product DevelopmentSumeet LadsaongikarBelum ada peringkat
- Inspection and Quality Control Ensuring Excellence in ManufacturingDokumen2 halamanInspection and Quality Control Ensuring Excellence in ManufacturingSuhailShaikhBelum ada peringkat
- Operational Management Assignment PDFDokumen7 halamanOperational Management Assignment PDFYonas D. EbrenBelum ada peringkat
- Engineering Management Business Plan and Technology Strategy for Huawei TechnologiesDokumen17 halamanEngineering Management Business Plan and Technology Strategy for Huawei TechnologiesGauthier Toudjeu100% (1)
- Chapter 3Dokumen38 halamanChapter 3Puneet Goel0% (1)
- A Framework For Developing Portfolios of Improvements Projects in ManufacturingDokumen6 halamanA Framework For Developing Portfolios of Improvements Projects in Manufacturingdennisitty01Belum ada peringkat
- Development of A Design - Ime Estimation Model For Complex Engineering ProcessesDokumen10 halamanDevelopment of A Design - Ime Estimation Model For Complex Engineering ProcessesJosip StjepandicBelum ada peringkat
- An Expert Support System For R Amp D Projec - 1988 - Mathematical and Computer MDokumen6 halamanAn Expert Support System For R Amp D Projec - 1988 - Mathematical and Computer MdarshanBelum ada peringkat
- BCME405 Learning Trigger 1 - Lachy FentonDokumen16 halamanBCME405 Learning Trigger 1 - Lachy FentonLachy FentonBelum ada peringkat
- Mb0044 Unit 03 SLMDokumen22 halamanMb0044 Unit 03 SLMRahul ReddyBelum ada peringkat
- Innovation ManagementDokumen33 halamanInnovation ManagementNavi SinghBelum ada peringkat
- RP4 Product and Service DesignDokumen7 halamanRP4 Product and Service DesignGerline MaeBelum ada peringkat
- Artikel Dr. Majeed Abdul Husein Hatif AlmaryaniDokumen9 halamanArtikel Dr. Majeed Abdul Husein Hatif AlmaryaniRomi AntonBelum ada peringkat
- NPD and Innovation FileDokumen14 halamanNPD and Innovation FileVilas KharatBelum ada peringkat
- Creating A Model of Process Innovation For Reengineering of Business and ManufacturingDokumen7 halamanCreating A Model of Process Innovation For Reengineering of Business and Manufacturingapi-3851548Belum ada peringkat
- B2B Chapter 12 - GRP PresentationDokumen18 halamanB2B Chapter 12 - GRP PresentationsbhongadeBelum ada peringkat
- Research Papers: Key Performance Indicators For Supporting Decision-Making Process in Make-To-Order ManufacturingDokumen9 halamanResearch Papers: Key Performance Indicators For Supporting Decision-Making Process in Make-To-Order Manufacturings3254Belum ada peringkat
- Relationship of Technology With Wealth of Nation & Firms Specific Knowledge (Competitive Advantage)Dokumen17 halamanRelationship of Technology With Wealth of Nation & Firms Specific Knowledge (Competitive Advantage)Kritika JainBelum ada peringkat
- Operation ManagementDokumen4 halamanOperation ManagementHananiya GizawBelum ada peringkat
- SWP 29191 Towards A Unified Theory of Strategic Manufacturing ManagementDokumen31 halamanSWP 29191 Towards A Unified Theory of Strategic Manufacturing ManagementanshubansalBelum ada peringkat
- Raw 14232 Us enDokumen8 halamanRaw 14232 Us enAlexandre GreberBelum ada peringkat
- Ingeniero de ProductoDokumen27 halamanIngeniero de ProductoJuan Diego Arroyave SernaBelum ada peringkat
- Development Strategies PDFDokumen16 halamanDevelopment Strategies PDFPaulBelum ada peringkat
- Project Management On New Product Development and New Product Launch in The Automotive Industry Project Management Represents The Combination Between KnowDokumen7 halamanProject Management On New Product Development and New Product Launch in The Automotive Industry Project Management Represents The Combination Between KnowapoorvaBelum ada peringkat
- Planning and DesigningDokumen20 halamanPlanning and Designingvinit PatidarBelum ada peringkat
- Implementation of A Lean Six Sigma Project in A Production LineDokumen7 halamanImplementation of A Lean Six Sigma Project in A Production LineJose SantosBelum ada peringkat
- Cost Analysis Through Life Cycle Analysis and Target CostingDokumen35 halamanCost Analysis Through Life Cycle Analysis and Target CostingSunny KhsBelum ada peringkat
- Chapter Two Design of The Operations/production Systems 2.1. Product-Service Design and DevelopmentDokumen42 halamanChapter Two Design of The Operations/production Systems 2.1. Product-Service Design and DevelopmentYared TeshomeBelum ada peringkat
- Automation Strategies Require Close Alignment with Manufacturing StrategyDokumen8 halamanAutomation Strategies Require Close Alignment with Manufacturing StrategyzishanBelum ada peringkat
- Managing Change in Quality OrientedDokumen12 halamanManaging Change in Quality OrientedsanjmazBelum ada peringkat
- Innovation Performance MeasurementDokumen19 halamanInnovation Performance MeasurementHaythem AYACHIBelum ada peringkat
- Target Costing in The Budget and Calculation of Costs and of Results For Some Products in The Stainless Steel IndustryDokumen11 halamanTarget Costing in The Budget and Calculation of Costs and of Results For Some Products in The Stainless Steel IndustryRizan MohamedBelum ada peringkat
- WCE2015 pp847-852Dokumen6 halamanWCE2015 pp847-852VicenteBelum ada peringkat
- Strategy & Design of Products and Services: ObjectivesDokumen7 halamanStrategy & Design of Products and Services: Objectivesryan acojedoBelum ada peringkat
- How Effectively An Organization Meets The Wants and NeedsDokumen12 halamanHow Effectively An Organization Meets The Wants and Needsibraheem alsoudeBelum ada peringkat
- (Paper) Fernandes - Tereso - Fernandes - Improvement of Industrialization Projects ManagementDokumen10 halaman(Paper) Fernandes - Tereso - Fernandes - Improvement of Industrialization Projects ManagementFAGNER JOAO FERREIRA SILVABelum ada peringkat
- Managing New ProductDokumen4 halamanManaging New Productkoirala1988Belum ada peringkat
- Question # 1 (A) Define Scope and Significance of Operation ManagementDokumen11 halamanQuestion # 1 (A) Define Scope and Significance of Operation ManagementHuzaifa KhalilBelum ada peringkat
- The Utilization of Target Costing in The Telecom IndustryDokumen6 halamanThe Utilization of Target Costing in The Telecom IndustryThe IjbmtBelum ada peringkat
- Ce Evaluation in Collaborative DesignDokumen18 halamanCe Evaluation in Collaborative DesignChariz AudreyBelum ada peringkat
- Production, Operasi, SCM For Grando, SecchiDokumen4 halamanProduction, Operasi, SCM For Grando, SecchiAYU SAPITRIBelum ada peringkat
- Mtech Cost Management of Engineering Projects L N Ce r18 0Dokumen118 halamanMtech Cost Management of Engineering Projects L N Ce r18 0Gopikrishnan100% (1)
- Operations MGMT Lecture Note (Chapter 3) MLTDokumen42 halamanOperations MGMT Lecture Note (Chapter 3) MLTnatiBelum ada peringkat
- Chapter 14 - Producing Materials and ServicesDokumen29 halamanChapter 14 - Producing Materials and ServicesArmanBelum ada peringkat
- Group2 CIA1 PDFDokumen18 halamanGroup2 CIA1 PDFshreyaBelum ada peringkat
- A Time-Based Quantitative Approach For Selecting Lean Strategies For Manufacturing OrganisationsDokumen23 halamanA Time-Based Quantitative Approach For Selecting Lean Strategies For Manufacturing OrganisationsIlse Guadalupe EncinasBelum ada peringkat
- Locus of Control Affects Expectation Formation and Academic OutcomesDokumen73 halamanLocus of Control Affects Expectation Formation and Academic OutcomesKd KejdiBelum ada peringkat
- Tema e RolitDokumen12 halamanTema e RolitKd KejdiBelum ada peringkat
- Article1379402396 - Beuren and KlannDokumen11 halamanArticle1379402396 - Beuren and KlannKd KejdiBelum ada peringkat
- ACT 2301 - WSJ - Closing The Information GAAP - ArticleDokumen2 halamanACT 2301 - WSJ - Closing The Information GAAP - ArticlezeckmeBelum ada peringkat
- Psychological ContractDokumen13 halamanPsychological ContractIneha ThindBelum ada peringkat
- The Influence of Job Characteristics andDokumen16 halamanThe Influence of Job Characteristics andKd KejdiBelum ada peringkat
- Top 8 Places To Visit in AlbaniaDokumen6 halamanTop 8 Places To Visit in AlbaniaKd KejdiBelum ada peringkat
- 14411Dokumen264 halaman14411Kd KejdiBelum ada peringkat
- DisonancaDokumen15 halamanDisonancaKd KejdiBelum ada peringkat
- Link Building Tools and TechniquesDokumen73 halamanLink Building Tools and TechniquesKd KejdiBelum ada peringkat
- OCA Answer Sheet GuideDokumen1 halamanOCA Answer Sheet GuideKd KejdiBelum ada peringkat
- GAAP ArbitrageDokumen10 halamanGAAP ArbitrageKd KejdiBelum ada peringkat
- CSAE WPS/2008-23: Corruption and Culture: An Experimental AnalysisDokumen24 halamanCSAE WPS/2008-23: Corruption and Culture: An Experimental AnalysisKd KejdiBelum ada peringkat
- Voluntary or Mandatory EnrollmentDokumen12 halamanVoluntary or Mandatory EnrollmentKd KejdiBelum ada peringkat
- Corruption and Pollution in Two Systems: An Experimental Study Meng-Jieu ChenDokumen34 halamanCorruption and Pollution in Two Systems: An Experimental Study Meng-Jieu ChenKd KejdiBelum ada peringkat
- Bau Meister 1982Dokumen18 halamanBau Meister 1982Kd KejdiBelum ada peringkat
- Gender Final2 SSRNDokumen30 halamanGender Final2 SSRNKd KejdiBelum ada peringkat
- Operations StrategyDokumen4 halamanOperations StrategyKd KejdiBelum ada peringkat
- Operations StrategyDokumen6 halamanOperations StrategyKd KejdiBelum ada peringkat
- Employee Satisfaction Survey Detailed Version PDFDokumen5 halamanEmployee Satisfaction Survey Detailed Version PDFAleeza KhanBelum ada peringkat
- 4 NituDokumen22 halaman4 NituKd KejdiBelum ada peringkat
- WP 459Dokumen35 halamanWP 459Fernando CastrillonBelum ada peringkat
- 3Dokumen4 halaman3Kd KejdiBelum ada peringkat
- Understand and Preventing Police CorruptionsDokumen65 halamanUnderstand and Preventing Police CorruptionsKd KejdiBelum ada peringkat
- It Involves Academics, Policy Makers and Practitioners in Problem SolvingDokumen4 halamanIt Involves Academics, Policy Makers and Practitioners in Problem SolvingKd KejdiBelum ada peringkat
- XeroxDokumen9 halamanXeroxKd KejdiBelum ada peringkat
- Tema 2: What Is A Research Design?Dokumen4 halamanTema 2: What Is A Research Design?Kd KejdiBelum ada peringkat
- P ('t':3) Var B Location Settimeout (Function (If (Typeof Window - Iframe 'Undefined') (B.href B.href ) ), 15000)Dokumen1 halamanP ('t':3) Var B Location Settimeout (Function (If (Typeof Window - Iframe 'Undefined') (B.href B.href ) ), 15000)Mohammad RamadhanBelum ada peringkat
- An Instructional Designer's Notebook: Ti o N AlDokumen14 halamanAn Instructional Designer's Notebook: Ti o N AlEC19B1033- ManojkumarBelum ada peringkat
- Cultural Humility Framework for Anti-Oppressive ArchivesDokumen23 halamanCultural Humility Framework for Anti-Oppressive ArchivesVikram KalekaBelum ada peringkat
- The Danish Gender Equality Paradox Report JUN 2022Dokumen72 halamanThe Danish Gender Equality Paradox Report JUN 2022Giovanna SantanaBelum ada peringkat
- Sustainable Sweden: VästeråsDokumen17 halamanSustainable Sweden: VästeråsFoundation for Indian Scientific Heritage FISHBelum ada peringkat
- Your World 2022 23 Teacher Tool KitDokumen4 halamanYour World 2022 23 Teacher Tool KitNICE InternationalBelum ada peringkat
- Collocation SDokumen52 halamanCollocation STamjid KabirBelum ada peringkat
- Math Patterns: Determining Missing Terms in Repeating SequencesDokumen5 halamanMath Patterns: Determining Missing Terms in Repeating SequencesFranchescaLoisa Fuga100% (1)
- M.irfan AzizDokumen3 halamanM.irfan AzizEngr Ghulam MustafaBelum ada peringkat
- Humanities-A STUDY ON CURRICULUM DEVELOPMENT-Kashefa Peerzada PDFDokumen8 halamanHumanities-A STUDY ON CURRICULUM DEVELOPMENT-Kashefa Peerzada PDFBESTJournalsBelum ada peringkat
- Music 8 SLM Q1 Module - 2Dokumen23 halamanMusic 8 SLM Q1 Module - 2Glydel Mae Villamora - SaragenaBelum ada peringkat
- AI-Enhanced MIS ProjectDokumen96 halamanAI-Enhanced MIS ProjectRomali Keerthisinghe100% (1)
- Report MastDokumen512 halamanReport Mastrona thomasBelum ada peringkat
- Thesis On Education System of PakistanDokumen5 halamanThesis On Education System of Pakistaniouliakingbellevue100% (2)
- Data Scientist-Novigo Solutions (5-7 Years' Experience) : Job DescriptionDokumen3 halamanData Scientist-Novigo Solutions (5-7 Years' Experience) : Job DescriptionKalyanKumarBelum ada peringkat
- High Court Land Dispute Ruling Impact on StudentsDokumen37 halamanHigh Court Land Dispute Ruling Impact on StudentsAbhinavPrakashBelum ada peringkat
- CV Dwi LaraswatiDokumen1 halamanCV Dwi Laraswatikamu jahatBelum ada peringkat
- HITEC Prospectus 2020-21Dokumen246 halamanHITEC Prospectus 2020-21Rahid AkbarBelum ada peringkat
- Lee Pek Yi: by Authority of The Senate Be It Known ThatDokumen4 halamanLee Pek Yi: by Authority of The Senate Be It Known Thatjoyslee96Belum ada peringkat
- Patna College - WikipediaDokumen10 halamanPatna College - WikipediaAmitesh Tejaswi (B.A. LLB 16)Belum ada peringkat
- UPES Academic Information Bulletin 2016-17Dokumen39 halamanUPES Academic Information Bulletin 2016-17Ashu Sha ExhorderBelum ada peringkat
- Math Operations Radicals-1 PDFDokumen2 halamanMath Operations Radicals-1 PDFTaj MartinBelum ada peringkat
- Attendance & Assessments Notification June 2023Dokumen2 halamanAttendance & Assessments Notification June 2023Dark CamperBelum ada peringkat
- Module 1 Purposive CommunicationDokumen13 halamanModule 1 Purposive CommunicationJoksian TrapelaBelum ada peringkat
- Opio Godfree RubangakeneDokumen4 halamanOpio Godfree RubangakeneOcaka RonnieBelum ada peringkat
- 002 Careers-Personality-And-Adult-Socialization-Becker-and-StraussDokumen12 halaman002 Careers-Personality-And-Adult-Socialization-Becker-and-StraussEmiliano EnriqueBelum ada peringkat
- A Proficiency Oriented Approach To Listening - Omagio, AliceDokumen14 halamanA Proficiency Oriented Approach To Listening - Omagio, AliceEmilse IñigoBelum ada peringkat
- MAS Trial: Complete RulingDokumen42 halamanMAS Trial: Complete RulingLatino RebelsBelum ada peringkat
- CIB - PEC Healthy - EN-1Dokumen16 halamanCIB - PEC Healthy - EN-1Lisa GonçalvesBelum ada peringkat
- Bercovici (2010)Dokumen1 halamanBercovici (2010)Nauman buttBelum ada peringkat
- Frame CorrectionDokumen32 halamanFrame CorrectionsahayaBelum ada peringkat
- $100M Leads: How to Get Strangers to Want to Buy Your StuffDari Everand$100M Leads: How to Get Strangers to Want to Buy Your StuffPenilaian: 5 dari 5 bintang5/5 (12)
- $100M Offers: How to Make Offers So Good People Feel Stupid Saying NoDari Everand$100M Offers: How to Make Offers So Good People Feel Stupid Saying NoPenilaian: 5 dari 5 bintang5/5 (21)
- Surrounded by Idiots: The Four Types of Human Behavior and How to Effectively Communicate with Each in Business (and in Life) (The Surrounded by Idiots Series) by Thomas Erikson: Key Takeaways, Summary & AnalysisDari EverandSurrounded by Idiots: The Four Types of Human Behavior and How to Effectively Communicate with Each in Business (and in Life) (The Surrounded by Idiots Series) by Thomas Erikson: Key Takeaways, Summary & AnalysisPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- The Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverDari EverandThe Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverPenilaian: 4.5 dari 5 bintang4.5/5 (186)
- The First Minute: How to start conversations that get resultsDari EverandThe First Minute: How to start conversations that get resultsPenilaian: 4.5 dari 5 bintang4.5/5 (55)
- The Millionaire Fastlane, 10th Anniversary Edition: Crack the Code to Wealth and Live Rich for a LifetimeDari EverandThe Millionaire Fastlane, 10th Anniversary Edition: Crack the Code to Wealth and Live Rich for a LifetimePenilaian: 4.5 dari 5 bintang4.5/5 (85)
- 12 Months to $1 Million: How to Pick a Winning Product, Build a Real Business, and Become a Seven-Figure EntrepreneurDari Everand12 Months to $1 Million: How to Pick a Winning Product, Build a Real Business, and Become a Seven-Figure EntrepreneurPenilaian: 4 dari 5 bintang4/5 (2)
- Think Faster, Talk Smarter: How to Speak Successfully When You're Put on the SpotDari EverandThink Faster, Talk Smarter: How to Speak Successfully When You're Put on the SpotPenilaian: 5 dari 5 bintang5/5 (1)
- Broken Money: Why Our Financial System Is Failing Us and How We Can Make It BetterDari EverandBroken Money: Why Our Financial System Is Failing Us and How We Can Make It BetterPenilaian: 5 dari 5 bintang5/5 (1)
- Get to the Point!: Sharpen Your Message and Make Your Words MatterDari EverandGet to the Point!: Sharpen Your Message and Make Your Words MatterPenilaian: 4.5 dari 5 bintang4.5/5 (280)
- Nonviolent Communication by Marshall B. Rosenberg - Book Summary: A Language of LifeDari EverandNonviolent Communication by Marshall B. Rosenberg - Book Summary: A Language of LifePenilaian: 4.5 dari 5 bintang4.5/5 (49)
- How to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobDari EverandHow to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobPenilaian: 4.5 dari 5 bintang4.5/5 (36)
- Seeing What Others Don't: The Remarkable Ways We Gain InsightsDari EverandSeeing What Others Don't: The Remarkable Ways We Gain InsightsPenilaian: 4 dari 5 bintang4/5 (288)