Anda mungkin juga menyukai
- JHON CRANE 2152037 Barrier FluidsDokumen19 halamanJHON CRANE 2152037 Barrier Fluidstotalquality100% (2)
- m7n Eagle Burgmann Mechancal SealDokumen23 halamanm7n Eagle Burgmann Mechancal SealStathis MoumousisBelum ada peringkat
- EagleBurgmann - Competence in Agitator Seals - 2017Dokumen42 halamanEagleBurgmann - Competence in Agitator Seals - 2017munhBelum ada peringkat
- Mechanical Seal and Support System Considerations For Negative Temperature Hydrocarbon Services: NGL Processing and Ethylene Production FocusDokumen21 halamanMechanical Seal and Support System Considerations For Negative Temperature Hydrocarbon Services: NGL Processing and Ethylene Production FocuspratapBelum ada peringkat
- What Determines Seal Leakage?Dokumen3 halamanWhat Determines Seal Leakage?Pradeep MotaparthyBelum ada peringkat
- Top Entry Mixer Features For EkatoDokumen2 halamanTop Entry Mixer Features For EkatoShankarBelum ada peringkat
- Acoples FLOWSERVE - Instalación PDFDokumen12 halamanAcoples FLOWSERVE - Instalación PDFJenny Cecilia Ureña ZuriBelum ada peringkat
- Fitting InstructionDokumen6 halamanFitting InstructionAan Sarkasi AmdBelum ada peringkat
- Cook Compression PackingDokumen2 halamanCook Compression PackingMuhammad Imran100% (1)
- API PLAN 23 COOLINGDokumen3 halamanAPI PLAN 23 COOLINGsapu11jagat5855Belum ada peringkat
- Uk Coding ScrewsDokumen14 halamanUk Coding ScrewsAan Sarkasi Amd100% (1)
- Key to Selection Pages Fluid DataDokumen42 halamanKey to Selection Pages Fluid DataPete PompesBelum ada peringkat
- John Crane Type FFETDokumen6 halamanJohn Crane Type FFETUntung S PrawotoBelum ada peringkat
- Royal Purple BarrierDokumen14 halamanRoyal Purple BarrierAnonymous H3I29yjBelum ada peringkat
- Materials Compatibility enDokumen9 halamanMaterials Compatibility enismb_isaacBelum ada peringkat
- PV LimitDokumen9 halamanPV Limitadam100% (1)
- Why Mech Seal FailDokumen5 halamanWhy Mech Seal FailMunam AhmedBelum ada peringkat
- API 682 John CraneDokumen56 halamanAPI 682 John CraneWillian Figueroa100% (1)
- Product Manual FFETDokumen21 halamanProduct Manual FFETAan Sarkasi Amd100% (1)
- Agitadores PlentyDokumen16 halamanAgitadores Plentyrolando tapiaBelum ada peringkat
- Mechanical Seals for PumpsDokumen5 halamanMechanical Seals for PumpsbryandownBelum ada peringkat
- US Seal MFG Catalog 1010Dokumen210 halamanUS Seal MFG Catalog 1010Juntas Homocineticas Ever0% (1)
- Manual Cartex QN TN DW 00 - enDokumen26 halamanManual Cartex QN TN DW 00 - enRené Mora-CasalBelum ada peringkat
- JC 2648 Seal IOM Manual PDFDokumen4 halamanJC 2648 Seal IOM Manual PDFRené Mora-CasalBelum ada peringkat
- Centrifugal Pump Axial ThrustDokumen4 halamanCentrifugal Pump Axial Thrustfawmer61100% (1)
- Mechanical SealDokumen5 halamanMechanical SealmoonofvuBelum ada peringkat
- Mechanical Seals According To StandardsDokumen6 halamanMechanical Seals According To StandardsSunit MishraBelum ada peringkat
- Hoerbiger Rings & Packings Training SeminarDokumen20 halamanHoerbiger Rings & Packings Training SeminarinamBelum ada peringkat
- TD 5610V 5610VQ 5620VP 2PG BW Oct2015Dokumen2 halamanTD 5610V 5610VQ 5620VP 2PG BW Oct2015Pham Thien TruongBelum ada peringkat
- DgsDokumen18 halamanDgssayedBelum ada peringkat
- Mechanical Seal Principles Chesterton)Dokumen6 halamanMechanical Seal Principles Chesterton)Joon EeoBelum ada peringkat
- Pressurized Mech Seals Piping PlansDokumen9 halamanPressurized Mech Seals Piping PlanssachinumaryeBelum ada peringkat
- Torque para PrisionerosDokumen3 halamanTorque para PrisionerosJulian Chia100% (1)
- KSB Mechanical Seals: For Industrial ApplicationsDokumen8 halamanKSB Mechanical Seals: For Industrial ApplicationsMarco Bruna EspinozaBelum ada peringkat
- Reduce Oil Leakage with OT Oil Wiper Packing DesignDokumen4 halamanReduce Oil Leakage with OT Oil Wiper Packing DesignsaravananknpcBelum ada peringkat
- EagleBurgmann - Cartex Single Seals - ENDokumen5 halamanEagleBurgmann - Cartex Single Seals - ENsaroat moongwattanaBelum ada peringkat
- Mechanical seal support systems ASME ANSI API specificationsDokumen18 halamanMechanical seal support systems ASME ANSI API specificationsYang Gul LeeBelum ada peringkat
- Gland PackingDokumen141 halamanGland PackingAndreas SimatupangBelum ada peringkat
- Uk-Standard Asme Bladder AccumulatorDokumen3 halamanUk-Standard Asme Bladder AccumulatorRamin SoadBelum ada peringkat
- Full Load Test ExpanderDokumen8 halamanFull Load Test Expanderdhanu_aquaBelum ada peringkat
- Trouble Shooting&SolutionsDokumen21 halamanTrouble Shooting&SolutionsBaran ShafqatBelum ada peringkat
- Dry Gas SealDokumen15 halamanDry Gas Seal5skyBelum ada peringkat
- Sample Pump Rebuild Report - 0Dokumen21 halamanSample Pump Rebuild Report - 0Trịnh Đức HạnhBelum ada peringkat
- Explosive DecompressionDokumen11 halamanExplosive DecompressionAndrey EkkertBelum ada peringkat
- Pump Seal Failure Report SampleDokumen9 halamanPump Seal Failure Report SampleSaeed AhmedBelum ada peringkat
- SUBJECT: A Quick Reference Guide For Mechanical Seal Failure 4-11Dokumen5 halamanSUBJECT: A Quick Reference Guide For Mechanical Seal Failure 4-11Liz Lynn LimBelum ada peringkat
- Seals PDFDokumen32 halamanSeals PDFcoupercouperBelum ada peringkat
- The Sulzer Oil-Free Labyrinth Piston CompressorDokumen9 halamanThe Sulzer Oil-Free Labyrinth Piston CompressorAlex Kulik100% (1)
- Dual Gas-Lubricated Seals Provide Energy Efficient SolutionsDokumen2 halamanDual Gas-Lubricated Seals Provide Energy Efficient Solutionssudhindra_tiwariBelum ada peringkat
- 100 Mechanical SealsDokumen20 halaman100 Mechanical SealsDeepa VpBelum ada peringkat
- Burgmann CartexDokumen8 halamanBurgmann CartexAnonymous r3MoX2ZMTBelum ada peringkat
- Bibby CouplingsDokumen25 halamanBibby CouplingsKemoy JohnsonBelum ada peringkat
- Mechanical Seal StudyDokumen16 halamanMechanical Seal StudySulaiman Kadher KBelum ada peringkat
- CT valve handles high speeds in gas compressorsDokumen5 halamanCT valve handles high speeds in gas compressorsTu PhamBelum ada peringkat
- K02 Mechanical Seal Leak - RCA DocumentDokumen8 halamanK02 Mechanical Seal Leak - RCA DocumentMidha NeerBelum ada peringkat
- CF A 1 460 Quickship en UsDokumen4 halamanCF A 1 460 Quickship en UsLuis Fernando BravoBelum ada peringkat
- 13 Ways To Kill A Mechanical Seal FINALDokumen16 halaman13 Ways To Kill A Mechanical Seal FINALRanjit Koshy AlexanderBelum ada peringkat
- Compressor Valves - Questions and Answers How and Why Compressor Valves FailDokumen8 halamanCompressor Valves - Questions and Answers How and Why Compressor Valves Failbinu vaBelum ada peringkat
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreDari EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreBelum ada peringkat
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineDari EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazinePenilaian: 5 dari 5 bintang5/5 (1)
- Formula SAE Cooling System DesignDokumen142 halamanFormula SAE Cooling System Designjaskaran singhBelum ada peringkat
- A New Ebook - Chemical Engineering Plant Design Project, How ToDokumen37 halamanA New Ebook - Chemical Engineering Plant Design Project, How ToMoges Ashagrie100% (6)
- Eso201A: Thermodynamics 2020-21 Ist Semester IIT Kanpur Instructor: P.A.ApteDokumen16 halamanEso201A: Thermodynamics 2020-21 Ist Semester IIT Kanpur Instructor: P.A.ApteJitesh HemjiBelum ada peringkat
- Ej 01 ProsperDokumen47 halamanEj 01 ProsperMarcelo Ayllón RiberaBelum ada peringkat
- Engg ThermodynamicsgfDokumen3 halamanEngg Thermodynamicsgfphysics a2Belum ada peringkat
- Sears Salinger Thermodynamics Solution ManualDokumen5 halamanSears Salinger Thermodynamics Solution ManualDanilo Ferreira0% (2)
- Che 131 Ps-Heat2Dokumen1 halamanChe 131 Ps-Heat2Jelor GallegoBelum ada peringkat
- Statistical Physics (MSC Phy) 4Dokumen7 halamanStatistical Physics (MSC Phy) 4SACHIN VISHWAKARMABelum ada peringkat
- How Early Electric Flat Irons WorkedDokumen5 halamanHow Early Electric Flat Irons WorkedGerry Alcayde AfableBelum ada peringkat
- Namma Kalvi 10th Science Slow Learners Study Material em 217069Dokumen76 halamanNamma Kalvi 10th Science Slow Learners Study Material em 217069basgsrBelum ada peringkat
- Differential Scanning CalorimetryDokumen304 halamanDifferential Scanning CalorimetrySusanyi Ervin100% (2)
- EndothermicDokumen2 halamanEndothermicJhay R RuizBelum ada peringkat
- Branco ThermoclineDokumen15 halamanBranco ThermoclinepriyankaBelum ada peringkat
- Copeland Refrigeration Manual - Part 3 - The Refrigeration LoadDokumen44 halamanCopeland Refrigeration Manual - Part 3 - The Refrigeration LoadMohammad Amer100% (3)
- Transfer of Thermal Energy WorksheetDokumen2 halamanTransfer of Thermal Energy WorksheetCHRISTOPHER SCALEBelum ada peringkat
- Nptel: Material and Energy Balances - Web CourseDokumen2 halamanNptel: Material and Energy Balances - Web CourseadityaBelum ada peringkat
- Assignment 1 - The First Law of ThermodynamicsDokumen2 halamanAssignment 1 - The First Law of ThermodynamicsTan Song KaiBelum ada peringkat
- P1 Conservation and Dissipation of Energy Student Book AnswersDokumen11 halamanP1 Conservation and Dissipation of Energy Student Book AnswersjoeBelum ada peringkat
- Unit 4-1 PDFDokumen21 halamanUnit 4-1 PDFkaushikBelum ada peringkat
- Engineering journals databaseDokumen37 halamanEngineering journals databaseCleibson AlmeidaBelum ada peringkat
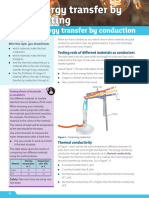
- 2.1 Energy Transfer by Conduction: Learning ObjectivesDokumen12 halaman2.1 Energy Transfer by Conduction: Learning Objectivesjollanxavier9Belum ada peringkat
- Australian Standard: Rotating Electrical Machines - General Requirements Part 106: Methods of Cooling (IC Code)Dokumen22 halamanAustralian Standard: Rotating Electrical Machines - General Requirements Part 106: Methods of Cooling (IC Code)Mark Aspinall - Good Price CambodiaBelum ada peringkat
- 72 1Dokumen7 halaman72 1Aaron FultonBelum ada peringkat
- Physics of WeldingDokumen8 halamanPhysics of WeldingAbu SaadBelum ada peringkat
- Specific Heat Capacity WorksheetDokumen2 halamanSpecific Heat Capacity WorksheetSasha Kozmonaut67% (3)
- ABCO Heat Exchanger CalculationsDokumen1 halamanABCO Heat Exchanger CalculationsselisenBelum ada peringkat
- MT ZC243 Thermodynamics L1 2 ARH 1611376533732Dokumen60 halamanMT ZC243 Thermodynamics L1 2 ARH 1611376533732ArivuKodi PrabhuBelum ada peringkat
- Intro To Engineering PhysicsDokumen11 halamanIntro To Engineering PhysicsBrandon DaseBelum ada peringkat
- 3103 PDFDokumen22 halaman3103 PDFprem_k_sBelum ada peringkat
- Study On Average Nusselt and Sherwood Numbers in Vertical Plate Channels With Falling Water Film EvaporationDokumen6 halamanStudy On Average Nusselt and Sherwood Numbers in Vertical Plate Channels With Falling Water Film EvaporationKelly RamosBelum ada peringkat