Anda mungkin juga menyukai
- Injection Molding ProcessDokumen3 halamanInjection Molding ProcessSteven ChengBelum ada peringkat
- Causes of Wear and Damage of Plastic MoldDokumen8 halamanCauses of Wear and Damage of Plastic MoldSteven ChengBelum ada peringkat
- Color Change For The Same MaterialDokumen6 halamanColor Change For The Same MaterialSteven ChengBelum ada peringkat
- Plastic Part DesignDokumen11 halamanPlastic Part DesignSteven ChengBelum ada peringkat
- Injection Molding ProcessDokumen12 halamanInjection Molding ProcessSteven ChengBelum ada peringkat
- It Can Be Complicated To Buy A Mold PDFDokumen1 halamanIt Can Be Complicated To Buy A Mold PDFSteven ChengBelum ada peringkat
- How To Identify Faults in Injection MoldingDokumen3 halamanHow To Identify Faults in Injection MoldingSteven ChengBelum ada peringkat
- Pricing The Plastic MoldDokumen4 halamanPricing The Plastic MoldSteven ChengBelum ada peringkat
- The Designer of Plastics ToolingDokumen2 halamanThe Designer of Plastics ToolingSteven ChengBelum ada peringkat
- Clamping Tonnage Vs Shot WeightDokumen1 halamanClamping Tonnage Vs Shot WeightSteven ChengBelum ada peringkat
- Practical Points in Mold Design and ConstructionDokumen9 halamanPractical Points in Mold Design and ConstructionSteven ChengBelum ada peringkat
- Safety Rules For Injection MoldingDokumen1 halamanSafety Rules For Injection MoldingSteven ChengBelum ada peringkat
- Injection Moulding ProcessDokumen3 halamanInjection Moulding ProcessSteven ChengBelum ada peringkat
- Injection Moulding ProcessDokumen5 halamanInjection Moulding ProcessSteven ChengBelum ada peringkat
- The Mould Design Guide-Modificated-1Dokumen3 halamanThe Mould Design Guide-Modificated-1charliesquibbzywlBelum ada peringkat
- Plastic Moulding ProcessDokumen4 halamanPlastic Moulding ProcessSteven ChengBelum ada peringkat
- Injection Machine OperationDokumen2 halamanInjection Machine OperationSteven ChengBelum ada peringkat
- Black SpecksDokumen3 halamanBlack SpecksSteven ChengBelum ada peringkat
- Troublshooting For PET PreformDokumen5 halamanTroublshooting For PET PreformSteven Cheng75% (4)
- Plastic Mold TryoutDokumen2 halamanPlastic Mold TryoutSteven ChengBelum ada peringkat
- Safety Rules For Molding DepartmentDokumen2 halamanSafety Rules For Molding DepartmentSteven ChengBelum ada peringkat
- GLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheDokumen3 halamanGLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheSteven Cheng100% (1)
- Brief of Mold MaintenenceDokumen3 halamanBrief of Mold MaintenenceSteven ChengBelum ada peringkat
- Brief of Mold MaintenenceDokumen3 halamanBrief of Mold MaintenenceSteven ChengBelum ada peringkat
- Brief of Mold MaintenenceDokumen3 halamanBrief of Mold MaintenenceSteven ChengBelum ada peringkat
- Injection Molding DesignDokumen6 halamanInjection Molding DesignSteven ChengBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Wires The Politics of Climate Change in India Narratives of Equity and Co-Benefits Dubash PDFDokumen11 halamanWires The Politics of Climate Change in India Narratives of Equity and Co-Benefits Dubash PDFShubham Kumar JhaBelum ada peringkat
- HBSC3203 - V2 (Chemistry Ii) AssignmentDokumen20 halamanHBSC3203 - V2 (Chemistry Ii) AssignmentLester Randy RubintinusBelum ada peringkat
- Flowserve Oil and Gas Upstream and Pipeline PDFDokumen20 halamanFlowserve Oil and Gas Upstream and Pipeline PDFmesplamaxBelum ada peringkat
- G20 Business Letter We Mean Business CoalitionDokumen26 halamanG20 Business Letter We Mean Business CoalitionComunicarSe-ArchivoBelum ada peringkat
- Vacuum System: Plant Engineer OleochemicalDokumen55 halamanVacuum System: Plant Engineer OleochemicalMahendra Puguh100% (2)
- In Case of EmergencyDokumen352 halamanIn Case of EmergencyYgor JesusBelum ada peringkat
- Regulator Capacitor Manual PDFDokumen8 halamanRegulator Capacitor Manual PDFKyle StairBelum ada peringkat
- CT Saturation and Its Influence On Protective Relays: Roberto Cimadevilla, Ainhoa FernándezDokumen22 halamanCT Saturation and Its Influence On Protective Relays: Roberto Cimadevilla, Ainhoa FernándezANTONIO SOLISBelum ada peringkat
- SuperOhm 3754 (3748-11) - Technical Data Sheet - ECC - Rev 2 - 2016-09Dokumen2 halamanSuperOhm 3754 (3748-11) - Technical Data Sheet - ECC - Rev 2 - 2016-09igor brocaBelum ada peringkat
- Safety Rule Book For Persons in Charge of Work On Mechanical Systems Associated With JSP 375 Volume 3 Chapter 4Dokumen43 halamanSafety Rule Book For Persons in Charge of Work On Mechanical Systems Associated With JSP 375 Volume 3 Chapter 4Dimkovski Sase KazakBelum ada peringkat
- Gates em Ingles 2010Dokumen76 halamanGates em Ingles 2010felipeintegraBelum ada peringkat
- W SeatDokumen2 halamanW SeatwalleyranBelum ada peringkat
- ST 2DDokumen257 halamanST 2Dsaul100% (1)
- StandardsDokumen76 halamanStandardsSohaib ZafarBelum ada peringkat
- Dual Cab Locomotive HandbookDokumen80 halamanDual Cab Locomotive HandbookRah Mli80% (5)
- Cambridge International AS Level: Environmental Management 8291/12Dokumen12 halamanCambridge International AS Level: Environmental Management 8291/12zohaibBelum ada peringkat
- Arlan Alvar: Compex Certified E&I Ex Inspector (Qa/Qc) Available For New OpportunityDokumen3 halamanArlan Alvar: Compex Certified E&I Ex Inspector (Qa/Qc) Available For New OpportunityDo naBelum ada peringkat
- Brazil Chapter 12: Agriculture, Minerals, Industries & TradeDokumen8 halamanBrazil Chapter 12: Agriculture, Minerals, Industries & TradeHaseebullahBelum ada peringkat
- New One Role of Forests in Sustainable DevelopmentDokumen6 halamanNew One Role of Forests in Sustainable DevelopmentAbhijit NayakBelum ada peringkat
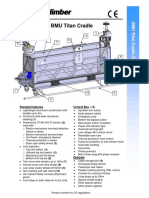
- BMU Titan Cradle: Standard Features Control BoxDokumen2 halamanBMU Titan Cradle: Standard Features Control BoxKashyapBelum ada peringkat
- L7 Voltage Regulator, Half Wave Rectifier S2 1617Dokumen20 halamanL7 Voltage Regulator, Half Wave Rectifier S2 1617Bhagyalaxmi patilBelum ada peringkat
- Green Building Rating Systems ExplainedDokumen42 halamanGreen Building Rating Systems ExplainedJake CerezoBelum ada peringkat
- Starting - Rav4 Sxa1Dokumen19 halamanStarting - Rav4 Sxa1Christian Linares AbreuBelum ada peringkat
- Automotive Application Guide 2014 - BR PDFDokumen60 halamanAutomotive Application Guide 2014 - BR PDFbnc1100% (1)
- Spe 131758 Ms - GL and EspDokumen11 halamanSpe 131758 Ms - GL and EspSamuel VmBelum ada peringkat
- Improved procedures for separating crystals from the meltDokumen10 halamanImproved procedures for separating crystals from the meltAna Mariel VenturaBelum ada peringkat
- HMCDokumen8 halamanHMCmahmoud nafieBelum ada peringkat
- Fermentor TypesDokumen33 halamanFermentor TypesFahad MukhtarBelum ada peringkat
- IR CompressorDokumen30 halamanIR CompressorkingofngayeBelum ada peringkat