Anda mungkin juga menyukai
- Shape Memory Alloy Heat Engine DesignDokumen107 halamanShape Memory Alloy Heat Engine Designagabatti100% (1)
- NoninvasivAn Approach For Contactless Altering ofDokumen9 halamanNoninvasivAn Approach For Contactless Altering ofDecembrie MiaBelum ada peringkat
- MEGA Process BPMN Edition enDokumen104 halamanMEGA Process BPMN Edition enDecembrie MiaBelum ada peringkat
- NoninvasivAn Approach For Contactless Altering ofDokumen9 halamanNoninvasivAn Approach For Contactless Altering ofDecembrie MiaBelum ada peringkat
- Effects of Thermal Aging On Transformation Temperatures and Some PhysicalDokumen5 halamanEffects of Thermal Aging On Transformation Temperatures and Some PhysicalDecembrie MiaBelum ada peringkat
- NoninvasivAn Approach For Contactless Altering ofDokumen9 halamanNoninvasivAn Approach For Contactless Altering ofDecembrie MiaBelum ada peringkat
- Effects of Dynamic Loading On Nano-Scale Depth-Recovery and Damping PropertyDokumen3 halamanEffects of Dynamic Loading On Nano-Scale Depth-Recovery and Damping PropertyDecembrie MiaBelum ada peringkat
- Materials LettersDokumen8 halamanMaterials LettersDecembrie MiaBelum ada peringkat
- Doc11 FlowersDokumen5 halamanDoc11 FlowersDecembrie MiaBelum ada peringkat
- Expressions of Place and Time in SentencesDokumen4 halamanExpressions of Place and Time in SentencesDecembrie MiaBelum ada peringkat
- Biblical Hebrew SummaryDokumen1 halamanBiblical Hebrew SummaryDecembrie MiaBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Machine Design Examination 14Dokumen4 halamanMachine Design Examination 14SYBRELLE CRUZBelum ada peringkat
- Properties and Characteristics of Engineering MaterialsDokumen27 halamanProperties and Characteristics of Engineering Materialsiamjemah100% (2)
- Cell Model Predictions of Ductile Crack Initiation in Damaged PipelinesDokumen11 halamanCell Model Predictions of Ductile Crack Initiation in Damaged Pipelinescruggieri99Belum ada peringkat
- A Numerical Investigation Into The Plastic Buckling Paradox For Circular Cylindrical Shells Under Axial Compression-2014Dokumen19 halamanA Numerical Investigation Into The Plastic Buckling Paradox For Circular Cylindrical Shells Under Axial Compression-2014Amine OsmaniBelum ada peringkat
- Material Failure: Learning ObjectivesDokumen8 halamanMaterial Failure: Learning ObjectivesDebjit KanrarBelum ada peringkat
- LCs With FDs As A Technique For Seismic Retrofit of Steel MRFs - Draft - For - RG PDFDokumen8 halamanLCs With FDs As A Technique For Seismic Retrofit of Steel MRFs - Draft - For - RG PDFborisbelevBelum ada peringkat
- Augarde Et Al. - Stability of An Undrained Plane Strain Heading RevisitedDokumen12 halamanAugarde Et Al. - Stability of An Undrained Plane Strain Heading RevisitedFederico MalteseBelum ada peringkat
- 01-15-14 Concrete Damaged Plasticity ModelDokumen13 halaman01-15-14 Concrete Damaged Plasticity ModelatchzytBelum ada peringkat
- Pressure Vessel Design and AnalysisDokumen30 halamanPressure Vessel Design and AnalysisAlok SaxenaBelum ada peringkat
- 2 Stress-Strain-Axial (2022)Dokumen66 halaman2 Stress-Strain-Axial (2022)YAŞAR MERT DOĞANAYBelum ada peringkat
- Release GuideDokumen74 halamanRelease Guidelcalvo50Belum ada peringkat
- CT FatigueDokumen29 halamanCT Fatiguefrank vBelum ada peringkat
- DocumentDokumen17 halamanDocumentRizwan ArshadBelum ada peringkat
- Chinese CodeDokumen262 halamanChinese CodeShaun PattersonBelum ada peringkat
- Processing of Aerospace Materials - I (ME772) : Fracture Toughness and High Cycle Fatigue Date: 11 January 2022Dokumen23 halamanProcessing of Aerospace Materials - I (ME772) : Fracture Toughness and High Cycle Fatigue Date: 11 January 2022B RITHIKABelum ada peringkat
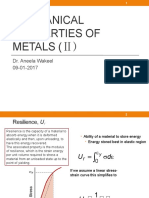
- Mechanical Properties of Metals ( ) : Dr. Aneela Wakeel 09-01-2017Dokumen39 halamanMechanical Properties of Metals ( ) : Dr. Aneela Wakeel 09-01-2017Jawad AhmedBelum ada peringkat
- ETABLEDokumen11 halamanETABLErshegdeBelum ada peringkat
- Extension of The Uniform Material Law For High Strength Steels by Sinan Korkmaz PDFDokumen74 halamanExtension of The Uniform Material Law For High Strength Steels by Sinan Korkmaz PDFHemant MishraBelum ada peringkat
- 2 Slip+Twin1Dokumen364 halaman2 Slip+Twin1نيزو اسوBelum ada peringkat
- Rail Defects HandbookDokumen83 halamanRail Defects HandbookFelipe Brito Aguiar100% (2)
- 1 - Soft Magnetic FeCo Alloys Alloy Development Processing and PropertiesDokumen36 halaman1 - Soft Magnetic FeCo Alloys Alloy Development Processing and PropertiesAmar JabarBelum ada peringkat
- Zoetemeijer 1974 T Stub AnalysisDokumen59 halamanZoetemeijer 1974 T Stub AnalysisMukesh ShettyBelum ada peringkat
- Predicted and Observed Settlements Induced by The Mechanized TunnelDokumen11 halamanPredicted and Observed Settlements Induced by The Mechanized TunnelHaha ZazaBelum ada peringkat
- Roberts 1991Dokumen18 halamanRoberts 1991guojie zhouBelum ada peringkat
- Practise Problems Set04Dokumen5 halamanPractise Problems Set04rohit kumarBelum ada peringkat
- Chapter 5 - Plastic ZoneDokumen20 halamanChapter 5 - Plastic ZoneHossam SallamBelum ada peringkat
- 10.1201 9781003067177 PreviewpdfDokumen67 halaman10.1201 9781003067177 PreviewpdfNasser ShelilBelum ada peringkat
- Boyd C.Ringo. Robert B. Anderson. - Designing Floor Slabs On Grade PDFDokumen289 halamanBoyd C.Ringo. Robert B. Anderson. - Designing Floor Slabs On Grade PDFCassey Mond100% (2)
- Solidworks FEA Model Type: Linear & NonlinearDokumen16 halamanSolidworks FEA Model Type: Linear & NonlinearKuen WongBelum ada peringkat
- DMX4306 - Session 1Dokumen11 halamanDMX4306 - Session 1G.G. PRABHATH CHINTHAKABelum ada peringkat