Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
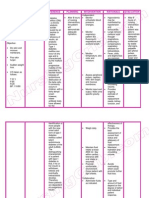
- Nursing Care Plan Diabetes Mellitus Type 1Dokumen2 halamanNursing Care Plan Diabetes Mellitus Type 1deric85% (46)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- List of Marketing Metrics and KpisDokumen5 halamanList of Marketing Metrics and KpisThe KPI Examples ReviewBelum ada peringkat
- Vacuum Braking SystemDokumen20 halamanVacuum Braking SystemPrashant RaiBelum ada peringkat
- UST Corporation Law Syllabus 2020 2021Dokumen26 halamanUST Corporation Law Syllabus 2020 2021PAMELA ALEXIA CASTILLOBelum ada peringkat
- Light Design by Anil ValiaDokumen10 halamanLight Design by Anil ValiaMili Jain0% (1)
- Boomer L2 D - 9851 2586 01Dokumen4 halamanBoomer L2 D - 9851 2586 01Pablo Luis Pérez PostigoBelum ada peringkat
- Colombo Port City Causing Unimaginable Environmental HarmDokumen6 halamanColombo Port City Causing Unimaginable Environmental HarmThavam RatnaBelum ada peringkat
- Compact Switch: Series 96201, 96211, 96221Dokumen2 halamanCompact Switch: Series 96201, 96211, 96221Sales DIGIHU100% (1)
- Bruner, Jerome - The Growth of MindDokumen11 halamanBruner, Jerome - The Growth of MindTalia Tijero100% (1)
- Wec14 01 Rms 20230112Dokumen23 halamanWec14 01 Rms 20230112Shafay SheikhBelum ada peringkat
- The Duty To Warn in Products Liability: Contours and CriticismDokumen115 halamanThe Duty To Warn in Products Liability: Contours and CriticismArun HiroBelum ada peringkat
- Dawn of The DhammaDokumen65 halamanDawn of The Dhammaarkaprava paulBelum ada peringkat
- 6 1 Maxima and MinimaDokumen10 halaman6 1 Maxima and MinimaSebastian GarciaBelum ada peringkat
- Unit 2 Talents: Phrasal Verbs: TurnDokumen5 halamanUnit 2 Talents: Phrasal Verbs: TurnwhysignupagainBelum ada peringkat
- LPP - Problem Number 2Dokumen9 halamanLPP - Problem Number 2CT SunilkumarBelum ada peringkat
- Bilge Günsel TEL531E Detection and Estimation Theory W #1-2Dokumen25 halamanBilge Günsel TEL531E Detection and Estimation Theory W #1-2ahmetBelum ada peringkat
- Nexus 1500+ Power Quality Meter User Manual - E154713Dokumen362 halamanNexus 1500+ Power Quality Meter User Manual - E154713Antonio BocanegraBelum ada peringkat
- God Reborn - The Birth of God and The Creation of The UniverseDokumen204 halamanGod Reborn - The Birth of God and The Creation of The UniverseTony Bermanseder100% (1)
- Paper 19 AugustDokumen552 halamanPaper 19 AugustUma Sankar Pradhan100% (1)
- Secondary Scheme of Work Form 2Dokumen163 halamanSecondary Scheme of Work Form 2Fariha RismanBelum ada peringkat
- Empowerment TechnologyDokumen2 halamanEmpowerment TechnologyRegina Mambaje Alferez100% (1)
- Lean Six SigmaDokumen5 halamanLean Six SigmavinBelum ada peringkat
- Fundamentals of Logistics XI - 2023Dokumen45 halamanFundamentals of Logistics XI - 2023saiyaBelum ada peringkat
- Data Sheet For T-8101.RevCDokumen5 halamanData Sheet For T-8101.RevCSuresh SjBelum ada peringkat
- Pro Con ChartDokumen3 halamanPro Con Chartapi-461614875Belum ada peringkat
- Instrumentation Design BasicsDokumen28 halamanInstrumentation Design BasicsCharles ChettiarBelum ada peringkat
- National Article Writing Competition 2020: Centre For Competition and Investment Laws and PolicyDokumen8 halamanNational Article Writing Competition 2020: Centre For Competition and Investment Laws and PolicyNisha PasariBelum ada peringkat
- Sequence Analytical and Vector Geometry at Teaching of Solid Geometry at Secondary SchoolDokumen10 halamanSequence Analytical and Vector Geometry at Teaching of Solid Geometry at Secondary SchoolJuan S. PalmaBelum ada peringkat
- Asia Pacific SAR Plan V2.0Dokumen38 halamanAsia Pacific SAR Plan V2.0Joci SimõesBelum ada peringkat
- Have Been Tried From Time To Time," As Churchill Famously Said (Third Paragraph) "?Dokumen25 halamanHave Been Tried From Time To Time," As Churchill Famously Said (Third Paragraph) "?Aditya ThakurBelum ada peringkat