Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- College Entrance Exam Practice Test 1Dokumen4 halamanCollege Entrance Exam Practice Test 1Jenny Rose S. Basa, LPTBelum ada peringkat
- MSE Wall Engineering TPDokumen18 halamanMSE Wall Engineering TPUlissipo1955Belum ada peringkat
- Draft Bridge Aesthetics Sourcebook March09Dokumen72 halamanDraft Bridge Aesthetics Sourcebook March09Nguyễn Định TríBelum ada peringkat
- NCHRP RPT 655Dokumen118 halamanNCHRP RPT 655Ulissipo1955100% (2)
- Lesson 9 Gps ObservablesDokumen17 halamanLesson 9 Gps ObservablesSuresh PallemkotaBelum ada peringkat
- SM MultiV IV Air Outdoor Units 4 15 - 20150414080917Dokumen150 halamanSM MultiV IV Air Outdoor Units 4 15 - 20150414080917Gino Waximinguirijillo Santana100% (3)
- Drilled Shaft Foundation DefectsDokumen137 halamanDrilled Shaft Foundation DefectsUlissipo1955Belum ada peringkat
- Drilled Shaft Foundation DefectsDokumen137 halamanDrilled Shaft Foundation DefectsUlissipo1955Belum ada peringkat
- Modeling of Post-Tensioned Segmental Box GirdersDokumen63 halamanModeling of Post-Tensioned Segmental Box GirdersUlissipo1955100% (1)
- 1 Visual Catalog of RC Bridge DamageDokumen355 halaman1 Visual Catalog of RC Bridge DamageUlissipo1955Belum ada peringkat
- Mills - CatalogDokumen4 halamanMills - Catalogdéborah_rosalesBelum ada peringkat
- Liebherr STS Ship To Shore Container Gantry Cranes Technical Description 12469-0Dokumen4 halamanLiebherr STS Ship To Shore Container Gantry Cranes Technical Description 12469-0sheron100% (2)
- Neon Genesis Evangelion ANIMA Vol. 4Dokumen262 halamanNeon Genesis Evangelion ANIMA Vol. 4jojo100% (2)
- Revista Domus 771Dokumen10 halamanRevista Domus 771Claudia TecuceanuBelum ada peringkat
- Numerical Analysis of Cantilever and Anchored Sheet Pile WallsDokumen112 halamanNumerical Analysis of Cantilever and Anchored Sheet Pile WallsUlissipo1955100% (4)
- Cceer10 01Dokumen583 halamanCceer10 01Ulissipo1955Belum ada peringkat
- PTFE Slide BearingsDokumen5 halamanPTFE Slide BearingsUlissipo1955Belum ada peringkat
- Santiago Calatrava, Cecilia Lewis Kausel-Santiago Calatrava - Conversations With Students - The MIT Lectures-Princeton Architectural Press (2002)Dokumen112 halamanSantiago Calatrava, Cecilia Lewis Kausel-Santiago Calatrava - Conversations With Students - The MIT Lectures-Princeton Architectural Press (2002)Ulissipo1955Belum ada peringkat
- Prestressed Concrete Analysis and Design Fundamentals - NaamanDokumen1.108 halamanPrestressed Concrete Analysis and Design Fundamentals - NaamanAllan Gavino100% (1)
- Geosynthetics 2015 Conference PaperDokumen7 halamanGeosynthetics 2015 Conference PaperUlissipo1955Belum ada peringkat
- Cidh PilesDokumen12 halamanCidh PilesUlissipo1955Belum ada peringkat
- Physics Paper 3 TZ1 SL MarkschemeDokumen17 halamanPhysics Paper 3 TZ1 SL MarkschemeRᴇᴀʟ RᴜᴋʜsᴀʀBelum ada peringkat
- 55 4 2 PhysicsDokumen27 halaman55 4 2 PhysicsSriramBelum ada peringkat
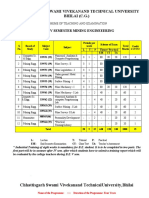
- 2 B.tech Biotechnology 27 38Dokumen38 halaman2 B.tech Biotechnology 27 38Anju GuptaBelum ada peringkat
- Disentangling Classical and Bayesian Approaches To Uncertainty AnalysisDokumen19 halamanDisentangling Classical and Bayesian Approaches To Uncertainty Analysiszilangamba_s4535Belum ada peringkat
- Quility Geo ScicenceDokumen28 halamanQuility Geo ScicenceAsfandiyar SareerBelum ada peringkat
- Shear Strength of LateriteDokumen10 halamanShear Strength of LateriteAndy UgohBelum ada peringkat
- Mine Machinery-1 SyllabusDokumen3 halamanMine Machinery-1 SyllabusrrathoreBelum ada peringkat
- Build A Program Remote Control IR Transmitter Using HT6221Dokumen4 halamanBuild A Program Remote Control IR Transmitter Using HT6221malhiavtarsinghBelum ada peringkat
- Iec STD ListsDokumen6 halamanIec STD Listssasenthil241464Belum ada peringkat
- Applied Calculus For It - 501031 Essay: 1 IntructionsDokumen2 halamanApplied Calculus For It - 501031 Essay: 1 IntructionsSơn NamBelum ada peringkat
- WT Chapter 6 2Dokumen21 halamanWT Chapter 6 2kanchanabalajiBelum ada peringkat
- Week 3 Earth Science FINALDokumen4 halamanWeek 3 Earth Science FINALMichael DelivaBelum ada peringkat
- (IS) Conditioner For (IS) RVDT Sensor 690210266 (IS) : SensorexDokumen2 halaman(IS) Conditioner For (IS) RVDT Sensor 690210266 (IS) : SensorexShakir SarvaiyaBelum ada peringkat
- Grade 7 Mixtures and Solutions Full ReviewDokumen28 halamanGrade 7 Mixtures and Solutions Full Reviewblackcat657Belum ada peringkat
- Tachi e 2004Dokumen12 halamanTachi e 2004Ahsan Habib TanimBelum ada peringkat
- Strings, Chains, and Ropes: SIAM Review December 2006Dokumen12 halamanStrings, Chains, and Ropes: SIAM Review December 2006Hemendra PrasannaBelum ada peringkat
- 27-12-14 SR - Iit-Z (Iz) Co-Spark Jee Main (2011) Ptm-16 Q'paperDokumen23 halaman27-12-14 SR - Iit-Z (Iz) Co-Spark Jee Main (2011) Ptm-16 Q'paperazeemBelum ada peringkat
- Nurture Test Series / Joint Package Course: Distance Learning ProgrammeDokumen8 halamanNurture Test Series / Joint Package Course: Distance Learning ProgrammeRebanta BeraBelum ada peringkat
- Antenna Radiation Electromagnetic Electrical Resistance Ohm MeterDokumen6 halamanAntenna Radiation Electromagnetic Electrical Resistance Ohm Meterbiswa217Belum ada peringkat
- Pengaruh Kandungan Frekuensi Gempa Terhadap Simpangan Dan Drift Ratio 2 Arah Struktur Bangunan Set-Back Bertingkat BanyakDokumen9 halamanPengaruh Kandungan Frekuensi Gempa Terhadap Simpangan Dan Drift Ratio 2 Arah Struktur Bangunan Set-Back Bertingkat BanyakIvan MuhammadBelum ada peringkat
- Experimental and Theoretical Study of Pool BoilingDokumen11 halamanExperimental and Theoretical Study of Pool Boilingvaibhav pawarBelum ada peringkat
- Anionic PolymerisationDokumen3 halamanAnionic PolymerisationChayanAnandBelum ada peringkat
- Utge-4000 Series Water Baths UmDokumen8 halamanUtge-4000 Series Water Baths UmAna FloreaBelum ada peringkat