Anda mungkin juga menyukai
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDari EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaBelum ada peringkat
- Definicion de Material CompuestoDokumen7 halamanDefinicion de Material CompuestonickolleleonesBelum ada peringkat
- Segundo Examen de CorrosionDokumen8 halamanSegundo Examen de CorrosionItzdaheist TvBelum ada peringkat
- Estructuras MetalográficasDokumen8 halamanEstructuras MetalográficasErick Joel ClaudioBelum ada peringkat
- 009 TEMA 2 Ferrita Perlita y Cementita Parte 2Dokumen9 halaman009 TEMA 2 Ferrita Perlita y Cementita Parte 2Anonymous PuN1VQHqfrBelum ada peringkat
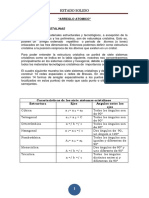
- Estado SolidoDokumen42 halamanEstado SolidodanteBelum ada peringkat
- Sep-03 PRENSADODokumen90 halamanSep-03 PRENSADOMelanie RosyBelum ada peringkat
- Choque TérmicoDokumen4 halamanChoque TérmicojaumeBelum ada peringkat
- 1 - Sist. Mult - Termo - II2Dokumen129 halaman1 - Sist. Mult - Termo - II2Alex Escobar0% (1)
- Temperatura de Transición VítreaDokumen5 halamanTemperatura de Transición Vítrearoman cueva100% (1)
- Inhibidores y Pasivadores PDFDokumen8 halamanInhibidores y Pasivadores PDFManuel FernandezBelum ada peringkat
- Materiales PlásticosDokumen8 halamanMateriales Plásticosnicolas3vexelmanBelum ada peringkat
- Cerámicos Flexión y CompresiónDokumen6 halamanCerámicos Flexión y CompresiónMaria Fernanda Vera DazaBelum ada peringkat
- Taller Ley de FickDokumen20 halamanTaller Ley de FickjohanaBelum ada peringkat
- Diapositivasexpofinal 151113161243 Lva1 App6892Dokumen34 halamanDiapositivasexpofinal 151113161243 Lva1 App6892Ricardo FabelaBelum ada peringkat
- Caracterización Metalográfica y Resistencia A La Fractura Inducida Por Hidrógeno en Un Acero PDFDokumen83 halamanCaracterización Metalográfica y Resistencia A La Fractura Inducida Por Hidrógeno en Un Acero PDFFRANCOBelum ada peringkat
- DEGRADACIÓN DE POLÍMEROS CompletoDokumen8 halamanDEGRADACIÓN DE POLÍMEROS CompletoGabriel Jaime Pelaez Arroyave100% (1)
- Estructura y Geometría CristalinaDokumen8 halamanEstructura y Geometría CristalinaPabloBelum ada peringkat
- TERMOPARESDokumen7 halamanTERMOPARESGabriela ColosettiBelum ada peringkat
- Tema 1 Defectos en SolidosDokumen57 halamanTema 1 Defectos en SolidosManuel David Vargas YepesBelum ada peringkat
- Mundo de Los Defectos Internos de Los MaterialesDokumen10 halamanMundo de Los Defectos Internos de Los MaterialesAndres Montero100% (1)
- Acero DualDokumen2 halamanAcero DualAlfons MoralesBelum ada peringkat
- Fundamentos de Termodinámica BasicaDokumen68 halamanFundamentos de Termodinámica Basicaronni bermudezBelum ada peringkat
- Catalogo de Implantes - Introduccion A Los Biomateriales.Dokumen27 halamanCatalogo de Implantes - Introduccion A Los Biomateriales.Everardo IdkBelum ada peringkat
- UNIDAD 13 - MC 118-2019-2 Mat. Comp - CLASEDokumen66 halamanUNIDAD 13 - MC 118-2019-2 Mat. Comp - CLASElides fernandez saldivarBelum ada peringkat
- Fricción AdhesivaDokumen4 halamanFricción AdhesivaRulo De Los SantosBelum ada peringkat
- Practica 2 .Materiales CompuestosDokumen6 halamanPractica 2 .Materiales CompuestosIvan MontoyaBelum ada peringkat
- Infiltracion Por Vapor QuimicoDokumen4 halamanInfiltracion Por Vapor QuimicoBianey ReyesBelum ada peringkat
- Conformabilidad de MetalesDokumen8 halamanConformabilidad de MetalesCristian GarcíaBelum ada peringkat
- ACEROSDokumen3 halamanACEROSDiana Hernández GarcíaBelum ada peringkat
- Solidificación Ui Nucleación MalnDokumen108 halamanSolidificación Ui Nucleación MalnMiguel Angel López Navarrete100% (1)
- FCM I - Principios de Solidificación - 2019 NewDokumen108 halamanFCM I - Principios de Solidificación - 2019 NewDavid FrequenciesBelum ada peringkat
- Ebook - Deacero-Efecto de La Corrosi N en La Econom°a Mexicana-100920Dokumen11 halamanEbook - Deacero-Efecto de La Corrosi N en La Econom°a Mexicana-100920Don Ing Marcos LeónBelum ada peringkat
- Defectos en MaterialesDokumen33 halamanDefectos en Materialessecate100% (1)
- Fallas SolDokumen3 halamanFallas Solmanuel salvador hernandezBelum ada peringkat
- Práctica 1 Metalurgia FisicaDokumen21 halamanPráctica 1 Metalurgia FisicaAlex LahulietBelum ada peringkat
- Termogravimetria AnálisisDokumen5 halamanTermogravimetria Análisisvalentina0% (1)
- Propiedades de Los Polvos MetálicosDokumen7 halamanPropiedades de Los Polvos MetálicosJose VargasBelum ada peringkat
- Compuestos IntermetálicosDokumen19 halamanCompuestos Intermetálicos'Iris Alessandra86% (7)
- Informe de Laboratorio N°1 UPBDokumen5 halamanInforme de Laboratorio N°1 UPBpabloBelum ada peringkat
- Mineralogía y Obtención de Materiales 2Dokumen128 halamanMineralogía y Obtención de Materiales 2Ailine AmarantaBelum ada peringkat
- ELASTÓMEROSDokumen4 halamanELASTÓMEROSLucia SosaBelum ada peringkat
- Difusion Prof.C OliveraDokumen21 halamanDifusion Prof.C OliveraAlejandro BriceñoBelum ada peringkat
- Ensayo de TracciónDokumen18 halamanEnsayo de TracciónMARÍA JOSÉ CARRILLO SOLERBelum ada peringkat
- RevenidoDokumen3 halamanRevenidoedymiranda93Belum ada peringkat
- Informe 10 Fisicoquímica A IIDokumen20 halamanInforme 10 Fisicoquímica A IIFabianCcahuanaAymaBelum ada peringkat
- Bio Tribologia - Tribologia VerdeDokumen3 halamanBio Tribologia - Tribologia VerdeOSWOALDOBelum ada peringkat
- Estructura AmorfaDokumen7 halamanEstructura AmorfaAlejandra ManceraBelum ada peringkat
- NucleaciónDokumen10 halamanNucleaciónBebetitaa Osuna PereaBelum ada peringkat
- Corrosión en Bombas y TurbinasDokumen3 halamanCorrosión en Bombas y TurbinasJacob Gaspar Gutierrez100% (1)
- Aleaciones Ferrosas y No FerrosasDokumen7 halamanAleaciones Ferrosas y No FerrosasMeRcY LETHALcsBelum ada peringkat
- 01-11 Vidrios MetálicosDokumen2 halaman01-11 Vidrios MetálicosVíctor Benavides100% (1)
- Oxidación Del Dióxido de AzufreDokumen4 halamanOxidación Del Dióxido de AzufreMishell ChicaizaBelum ada peringkat
- Degradación Termo-Oxidativa de La BaquelitaDokumen21 halamanDegradación Termo-Oxidativa de La BaquelitaSusana Carranza RodriguezBelum ada peringkat
- TGADokumen5 halamanTGAValeria ManriqueBelum ada peringkat
- 6-Transformaciones Fuera Del EquilibrioDokumen6 halaman6-Transformaciones Fuera Del EquilibrioDiego KelmBelum ada peringkat
- Clasificacion de Materiales No Metalicos Ceramicas Polimeros y CompuestosDokumen11 halamanClasificacion de Materiales No Metalicos Ceramicas Polimeros y Compuestosedielek50% (4)
- Análisis Térmico DiferencialDokumen3 halamanAnálisis Térmico DiferencialRonny Joel QCBelum ada peringkat
- Intercambiador de Placas y MarcosDokumen30 halamanIntercambiador de Placas y MarcosSolecito FuentesBelum ada peringkat
- Resumen. Colada Continua Solidif.Dokumen15 halamanResumen. Colada Continua Solidif.JAVIER NICOLAS CERON ROMEROBelum ada peringkat
- 20 FerroaleacionesDokumen1 halaman20 FerroaleacionesJose Gabriel Lara PrietoBelum ada peringkat
- Proteccion Catodica en Tanques de AlmacenamientoDokumen158 halamanProteccion Catodica en Tanques de Almacenamientodav23100% (7)
- Horno de InduccionDokumen0 halamanHorno de InduccionJose Gabriel Lara PrietoBelum ada peringkat
- Norma Iso 9000-TemaiDokumen32 halamanNorma Iso 9000-TemaiJose Gabriel Lara PrietoBelum ada peringkat
- 15 - Apunte HornosIndustrialesDokumen156 halaman15 - Apunte HornosIndustrialesnico_86080100% (1)
- Laminacion en CalienteDokumen12 halamanLaminacion en CalienteJose Gabriel Lara PrietoBelum ada peringkat
- Calidad Total PDFDokumen31 halamanCalidad Total PDFjosejajqBelum ada peringkat
- HornosDokumen29 halamanHornosJose Gabriel Lara PrietoBelum ada peringkat
- CementacionDokumen12 halamanCementacionEleazar MtzBelum ada peringkat
- Etapas Del RecocidoDokumen11 halamanEtapas Del RecocidoBreddy JoseBelum ada peringkat
- Práctica 4. Difracción de Rayos X: 1.-FundamentosDokumen22 halamanPráctica 4. Difracción de Rayos X: 1.-Fundamentoscrazyjessy015Belum ada peringkat
- Endurecimiento Superficial Del AceroDokumen51 halamanEndurecimiento Superficial Del AceroAlejandro Martinez100% (1)
- Ensayo No Destructivo Por Líquido PenetranteDokumen12 halamanEnsayo No Destructivo Por Líquido PenetranteCarlos SanchezBelum ada peringkat
- Norma Iso 9001-TemaiiDokumen51 halamanNorma Iso 9001-TemaiiJose Gabriel Lara PrietoBelum ada peringkat
- Mapa de RiesgosDokumen11 halamanMapa de RiesgosFranz Alegria50% (2)
- Gestión para La Mejora Continua - Tema 4Dokumen57 halamanGestión para La Mejora Continua - Tema 4Jose Gabriel Lara PrietoBelum ada peringkat
- Calidad Total PDFDokumen31 halamanCalidad Total PDFjosejajqBelum ada peringkat
- Proceso SDokumen7 halamanProceso SJose Gabriel Lara PrietoBelum ada peringkat
- Analisis de Falla de Un MotorDokumen8 halamanAnalisis de Falla de Un MotorJose Gabriel Lara Prieto100% (1)
- Tema5-Normas Iso 14000ambienteDokumen35 halamanTema5-Normas Iso 14000ambienteJose Gabriel Lara PrietoBelum ada peringkat
- Analisis de Falla de Un MotorDokumen8 halamanAnalisis de Falla de Un MotorJose Gabriel Lara Prieto100% (1)
- LaminacionDokumen116 halamanLaminacionMax barriosBelum ada peringkat
- 8.corrosion Bajo TensionDokumen20 halaman8.corrosion Bajo TensionJose Gabriel Lara PrietoBelum ada peringkat
- 5 Ejercicios de Propieades Mecanicas VacanasoDokumen9 halaman5 Ejercicios de Propieades Mecanicas VacanasoEstudiante Ingenieria80% (5)
- Clase 1 FundicionDokumen57 halamanClase 1 FundicionJose Gabriel Lara Prieto0% (1)
- Proceso SDokumen7 halamanProceso SJose Gabriel Lara PrietoBelum ada peringkat
- AluminioDokumen52 halamanAluminioJose Gabriel Lara PrietoBelum ada peringkat
- Proceso SDokumen7 halamanProceso SJose Gabriel Lara PrietoBelum ada peringkat
- Analisis de Falla de Un MotorDokumen8 halamanAnalisis de Falla de Un MotorJose Gabriel Lara Prieto100% (1)
- Boletin Semana N 11 Pre San Marcos Ciclo 2022 I 352891 Downloable 2749237Dokumen155 halamanBoletin Semana N 11 Pre San Marcos Ciclo 2022 I 352891 Downloable 2749237OMARBelum ada peringkat
- Clase 3Dokumen3 halamanClase 3Fabián Alejandro Arce FloresBelum ada peringkat
- Plan M7 U2Dokumen13 halamanPlan M7 U2Katherin GalvezBelum ada peringkat
- Intensivo Uni - 2° Semana AritméticaDokumen13 halamanIntensivo Uni - 2° Semana Aritméticaxa asadBelum ada peringkat
- PROPORCIONALIDADDokumen6 halamanPROPORCIONALIDADLuis Zarate CastilloBelum ada peringkat
- FICHA DE ProporcionalidadDokumen4 halamanFICHA DE ProporcionalidadMax israel Millones ChirinosBelum ada peringkat
- El Desarrollo Del Pensamiento Multiplicativo PDFDokumen9 halamanEl Desarrollo Del Pensamiento Multiplicativo PDFChristian Adolfo Garcia SierraBelum ada peringkat
- PAT 2023ciencia y Tecnología SSCC SecundariaDokumen41 halamanPAT 2023ciencia y Tecnología SSCC SecundariaVania Mery Jiménez AyllónBelum ada peringkat
- Ejercicio ConsistenciaDokumen10 halamanEjercicio ConsistenciaCristian VegaBelum ada peringkat
- Material Informativo #05-Levantado Obs - OKDokumen21 halamanMaterial Informativo #05-Levantado Obs - OKVictor A AHBelum ada peringkat
- Redes de Flujo PDFDokumen12 halamanRedes de Flujo PDFDaniel RevaaBelum ada peringkat
- Bio CauchoDokumen7 halamanBio CauchoJohnny M. Pancha RamosBelum ada peringkat
- Primer Examen Parcial Intensivo de Verano 2005-IDokumen6 halamanPrimer Examen Parcial Intensivo de Verano 2005-IDaniel Lopez ZapataBelum ada peringkat
- Taller MatematicasDokumen7 halamanTaller MatematicasEdgar Arturo Zambrano GomezBelum ada peringkat
- Repaso 1 A L 5Dokumen147 halamanRepaso 1 A L 5Luis Jaime VenturaBelum ada peringkat
- Ensayo Razon y ProporcionDokumen4 halamanEnsayo Razon y ProporcionVlady Silva Falconer100% (2)
- Exp9 Planificamos Eib Secundaria 1y2Dokumen34 halamanExp9 Planificamos Eib Secundaria 1y2ISABEL CENTENO MARTINBelum ada peringkat
- Cartas de Control para AtributosDokumen4 halamanCartas de Control para AtributosDiana Quisbert YugarBelum ada peringkat
- Año de La UnidadDokumen6 halamanAño de La UnidadDayviz Armando Lago OrtizBelum ada peringkat
- Angelica Hernandez Ardila - Entrega FinalDokumen7 halamanAngelica Hernandez Ardila - Entrega FinalAngelica Helaine Hernandez ArdilaBelum ada peringkat
- REGLA DE TRES Simple y CompuestaDokumen9 halamanREGLA DE TRES Simple y CompuestaEliana Gabriela ORTEGON GALVISBelum ada peringkat
- Competencias Regularidad, Equivalencia y CambioDokumen6 halamanCompetencias Regularidad, Equivalencia y CambioNeo Montesinos AguilarBelum ada peringkat
- Unidad 3 - Paso 4 - Descripción de La Información.Dokumen19 halamanUnidad 3 - Paso 4 - Descripción de La Información.engranaje2Belum ada peringkat
- Propuesta Matematica Financiera 2021Dokumen17 halamanPropuesta Matematica Financiera 2021hubaplaBelum ada peringkat
- Pat Mat 1ro Grado 2018Dokumen34 halamanPat Mat 1ro Grado 2018Heber CusiBelum ada peringkat
- Probles de Multiplicación y DivisiónDokumen12 halamanProbles de Multiplicación y DivisiónJorge HuasasquicheBelum ada peringkat
- Paev MultiplicativosDokumen38 halamanPaev MultiplicativosElias Melendrez Velasco100% (1)
- PlanificaciónDokumen6 halamanPlanificaciónyasminBelum ada peringkat
- Ejercicios Fortalecimiento 2014 Regla de TresDokumen4 halamanEjercicios Fortalecimiento 2014 Regla de TresAngeles Granda de RenteriaBelum ada peringkat
- Razonamiento Logico Matematico InductivoDokumen377 halamanRazonamiento Logico Matematico InductivoAngela GuerreroBelum ada peringkat