Anda mungkin juga menyukai
- Tarea 4Dokumen10 halamanTarea 4daniela morenoBelum ada peringkat
- Recopilación de Datos de Operación, Mantenimiento y Fallas en EquiposDokumen15 halamanRecopilación de Datos de Operación, Mantenimiento y Fallas en EquiposKaren Rivera100% (1)
- Leyes Aire ComprimidoDokumen4 halamanLeyes Aire ComprimidoItalo Hernán Ihpc0% (1)
- Reporte de PracticaDokumen10 halamanReporte de PracticaMario MartinezBelum ada peringkat
- Articulo Resumen FresadoDokumen13 halamanArticulo Resumen Fresadokevin ramiroBelum ada peringkat
- Fabiola - Salazar - Problemas - Especiales - Del Manejo - de - MaterialesDokumen10 halamanFabiola - Salazar - Problemas - Especiales - Del Manejo - de - Materialesfabiola salazarBelum ada peringkat
- Normas para Selección de MaterialesDokumen12 halamanNormas para Selección de MaterialesAngel Linares50% (6)
- Mecanica Del Corte MetalesDokumen101 halamanMecanica Del Corte MetalessoyyotbmBelum ada peringkat
- Las Prensa Excentricas e Hidraulicas Como MaquinasDokumen5 halamanLas Prensa Excentricas e Hidraulicas Como MaquinasDeymar CarimaBelum ada peringkat
- Reporte Subestaciones Visita A S.E. Jerónimo Ortíz MartínezDokumen14 halamanReporte Subestaciones Visita A S.E. Jerónimo Ortíz MartínezAnna LunaBelum ada peringkat
- Proceso de BarrenadoDokumen5 halamanProceso de BarrenadoErik Heermeek Rojas MuniveBelum ada peringkat
- Tecnología de Las Herramientas de CorteDokumen2 halamanTecnología de Las Herramientas de CorteMaria Yrausquin100% (1)
- Impacto de La Tribología en Los Costos deDokumen14 halamanImpacto de La Tribología en Los Costos deAlan Rmz50% (2)
- Tipos de Fallas Del MantenimientoDokumen4 halamanTipos de Fallas Del MantenimientoDanielQCBelum ada peringkat
- Preguntas Sobre Galgas ExtensiométricasDokumen3 halamanPreguntas Sobre Galgas ExtensiométricasSkp FA100% (3)
- Proyecto de TribologíaDokumen36 halamanProyecto de TribologíaCobos García Pablo JesúsBelum ada peringkat
- Generalidades Planeación y Control de La ProducciónDokumen38 halamanGeneralidades Planeación y Control de La ProduccióncarloshugoletyBelum ada peringkat
- TEMA 21 Procesos de Maquinado para Formas RedondasDokumen43 halamanTEMA 21 Procesos de Maquinado para Formas RedondasLuis Miguel Calvo0% (2)
- Control de Materiales Del MantenimientoDokumen19 halamanControl de Materiales Del MantenimientoEduardo Delgado100% (1)
- Analisis de Pre-ProduccionDokumen26 halamanAnalisis de Pre-ProduccionAntonio MendozaBelum ada peringkat
- Fundición y Conformado.Dokumen8 halamanFundición y Conformado.Ashby NarvaezBelum ada peringkat
- Introducción A Las Máquinas HerramientasDokumen4 halamanIntroducción A Las Máquinas HerramientasGeronimoGonzalesBelum ada peringkat
- Fallas EsporádicasDokumen3 halamanFallas EsporádicasELDER DE JESUS NUNEZ SARABIABelum ada peringkat
- TAREA MANTENIMIENTO A PROCESOS DE MANUFACTURA Lalo CorregirDokumen32 halamanTAREA MANTENIMIENTO A PROCESOS DE MANUFACTURA Lalo CorregirEllieCielo50% (2)
- Análisis de Fallas Recopilación de DatosDokumen5 halamanAnálisis de Fallas Recopilación de DatosJohalbert AlmarzaBelum ada peringkat
- Lubricacion en Torno y FresadoraDokumen24 halamanLubricacion en Torno y FresadoraAdrian BarreraBelum ada peringkat
- PROCESOS de MANUFACTURA Por Fresado Mortajado y BrochadoDokumen7 halamanPROCESOS de MANUFACTURA Por Fresado Mortajado y BrochadoLuisa Angarita100% (1)
- Introducción Al Desgaste PDFDokumen74 halamanIntroducción Al Desgaste PDFElmar CuellarBelum ada peringkat
- Resolución de Ejercicios Cubos Esferas CilindrosDokumen8 halamanResolución de Ejercicios Cubos Esferas Cilindrosfabiola salazarBelum ada peringkat
- Proceso de Conformado Sin Arranque de Viruta (Autoguardado) PDFDokumen29 halamanProceso de Conformado Sin Arranque de Viruta (Autoguardado) PDFGeovannied Zet de Santiago100% (2)
- Proceso de FresadoDokumen26 halamanProceso de FresadoEsteban Quezada NeriBelum ada peringkat
- Unidad 4 ProcesosDokumen17 halamanUnidad 4 Procesosedgar100% (1)
- Instalaciones y Sistemas IndustrialesDokumen16 halamanInstalaciones y Sistemas IndustrialesMichell Velazquez100% (1)
- Uso de Tablas de Muestreo MIL-STD 414Dokumen15 halamanUso de Tablas de Muestreo MIL-STD 414David CabralesBelum ada peringkat
- Cuadro Comparativo de Los Sistemas VibratoriosDokumen2 halamanCuadro Comparativo de Los Sistemas VibratoriosLuis SalasBelum ada peringkat
- Problemas Especiales Manejo de Los MaterialesDokumen5 halamanProblemas Especiales Manejo de Los MaterialesGabBelum ada peringkat
- La Termodinamica en El Corte de Los MetalesDokumen12 halamanLa Termodinamica en El Corte de Los MetalesAde CardenasBelum ada peringkat
- 1Dokumen10 halaman1Arlet BibriescaBelum ada peringkat
- Clasificacion de Las Máquinas HerramientasDokumen9 halamanClasificacion de Las Máquinas HerramientasAlejandro CañarBelum ada peringkat
- Defectologia en Uniones Soldadas (Miranda Banda, Mayte Olenka)Dokumen7 halamanDefectologia en Uniones Soldadas (Miranda Banda, Mayte Olenka)Mayte Olenka Miranda Banda0% (1)
- Mapa Conceptual AsmeDokumen2 halamanMapa Conceptual AsmeDavid Jimenez GonzalezBelum ada peringkat
- SISTEMA de Lubricación CentralizadaDokumen5 halamanSISTEMA de Lubricación CentralizadaGeovanny Contreras CasadoBelum ada peringkat
- DesgasteDokumen36 halamanDesgasteKevin AndresBelum ada peringkat
- Cuadro Comparativo de Tipos de MantenimientoDokumen10 halamanCuadro Comparativo de Tipos de Mantenimiento¿Y si me gustan los corridos? ¿QPATC?Belum ada peringkat
- MAnufactura CepilladoDokumen7 halamanMAnufactura Cepilladolachv346@hotmail.com89% (9)
- Reporte de Investigación de Los Tipos de Análisis Metalográficos Aplicables A Las Pruebas Destructivas y No Destructivas.Dokumen4 halamanReporte de Investigación de Los Tipos de Análisis Metalográficos Aplicables A Las Pruebas Destructivas y No Destructivas.Deniss ArenivasBelum ada peringkat
- Cortes Por Insicion 1Dokumen30 halamanCortes Por Insicion 1Priscila Flores100% (1)
- Principales Operaciones de MaquinadoDokumen10 halamanPrincipales Operaciones de MaquinadoNAPOLE�N MARCIAL RAMOSBelum ada peringkat
- Conformado de Piezas A Partir de Polvos MetálicosDokumen54 halamanConformado de Piezas A Partir de Polvos MetálicosJorch HCBelum ada peringkat
- Métodos Unión de PiezasDokumen2 halamanMétodos Unión de PiezasAlexis Leo Len0% (1)
- Parametros de Corte Cad CamDokumen5 halamanParametros de Corte Cad CamLaurita MoyonBelum ada peringkat
- Potencia Absorbida de Un TornoDokumen4 halamanPotencia Absorbida de Un TornoGFDragondjtbBelum ada peringkat
- Modo de FallasDokumen5 halamanModo de FallasDiana Marcela Barrios OspinoBelum ada peringkat
- AMEFDokumen1 halamanAMEFAndre TapiaBelum ada peringkat
- Curva de La BañeraDokumen5 halamanCurva de La BañeraRodolfo PoloBelum ada peringkat
- EsmeriladoDokumen48 halamanEsmeriladoMatiasBelum ada peringkat
- Cuestionario 3 2020 e Tecnologia de Los MetalesDokumen14 halamanCuestionario 3 2020 e Tecnologia de Los MetalesBryan Antonio Tandazo YaguanaBelum ada peringkat
- 2da EvDokumen4 halaman2da EvLiamhickaw0% (1)
- Alejandra Fajardo Cubos Cilindros EsferasDokumen10 halamanAlejandra Fajardo Cubos Cilindros EsferasAlejandra FajardoBelum ada peringkat
- Herramientas de CorteDokumen19 halamanHerramientas de Cortejhezabel belmonte0% (1)
- RenacentismoDokumen5 halamanRenacentismomarjorie quinteroBelum ada peringkat
- Royecto de La CitronelaDokumen4 halamanRoyecto de La Citronelamarjorie quinteroBelum ada peringkat
- 2397 Literatura Del RenacimientoDokumen11 halaman2397 Literatura Del RenacimientoGabriel LV100% (1)
- 2397 Literatura Del RenacimientoDokumen11 halaman2397 Literatura Del RenacimientoGabriel LV100% (1)
- CRAcuadernillo2basico PDFDokumen32 halamanCRAcuadernillo2basico PDFJESS ABelum ada peringkat
- Plan EvacuacionDokumen33 halamanPlan EvacuacionandresinsinBelum ada peringkat
- CRAcuadernillo2basico PDFDokumen32 halamanCRAcuadernillo2basico PDFJESS ABelum ada peringkat
- Royecto de La CitronelaDokumen4 halamanRoyecto de La Citronelamarjorie quinteroBelum ada peringkat
- Resistencia de MaterialesDokumen5 halamanResistencia de MaterialesRoswell GutierrezBelum ada peringkat
- Trabajo CumanaDokumen21 halamanTrabajo Cumanamarjorie quinteroBelum ada peringkat
- Receta Del Perejil para Desintoxicar El CuerpoDokumen1 halamanReceta Del Perejil para Desintoxicar El Cuerpomarjorie quinteroBelum ada peringkat
- Higiene LaboralDokumen9 halamanHigiene Laboralmarjorie quinteroBelum ada peringkat
- Símbolos Patrios y NaturalesDokumen6 halamanSímbolos Patrios y Naturalesmarjorie quintero67% (3)
- Fluidos. PropiedadesDokumen4 halamanFluidos. Propiedadesmarjorie quinteroBelum ada peringkat
- Trabajo Especial de Grado de EspecializacionDokumen4 halamanTrabajo Especial de Grado de Especializacionmarjorie quinteroBelum ada peringkat
- Historia de VenezuelaDokumen429 halamanHistoria de VenezuelasdcrafaBelum ada peringkat
- Trabajo de Proceso de Separación de VirutasDokumen11 halamanTrabajo de Proceso de Separación de Virutasmarjorie quintero100% (1)
- Soberanía Territorio y PetroleoDokumen9 halamanSoberanía Territorio y Petroleomarjorie quintero100% (1)
- Trabajo CumanaDokumen21 halamanTrabajo Cumanamarjorie quinteroBelum ada peringkat
- Historia de VenezuelaDokumen429 halamanHistoria de VenezuelasdcrafaBelum ada peringkat
- Difusividad y Mecanismos de Transporte de MateriaDokumen6 halamanDifusividad y Mecanismos de Transporte de MateriaRené RodríguezBelum ada peringkat
- Historia de VenezuelaDokumen429 halamanHistoria de VenezuelasdcrafaBelum ada peringkat
- Difusividad y Mecanismos de Transporte de MateriaDokumen6 halamanDifusividad y Mecanismos de Transporte de MateriaRené RodríguezBelum ada peringkat
- Mediciones BebaDokumen29 halamanMediciones Bebamarjorie quinteroBelum ada peringkat
- Calidad BebaDokumen31 halamanCalidad Bebamarjorie quinteroBelum ada peringkat
- Escuela Simoncito EspecialDokumen3 halamanEscuela Simoncito Especialmarjorie quinteroBelum ada peringkat
- 2.int Ing Industrial Segundo CorteDokumen16 halaman2.int Ing Industrial Segundo Cortemarjorie quinteroBelum ada peringkat
- VigasDokumen20 halamanVigasLuis OsunaBelum ada peringkat
- InfografiaDokumen2 halamanInfografiaJuan David Perez PavaBelum ada peringkat
- Rutas de Recolección SIGDokumen25 halamanRutas de Recolección SIGJuan Antonio Araiza AguilarBelum ada peringkat
- Sopa de Letras SistemasDokumen3 halamanSopa de Letras Sistemasnelfrancisco2Belum ada peringkat
- Grove TTS870Dokumen46 halamanGrove TTS870pipeo25100% (1)
- Actividad5 - EstadisticaDokumen11 halamanActividad5 - EstadisticaLuis ArangoBelum ada peringkat
- TrabajoDokumen2 halamanTrabajoJuan SebastianBelum ada peringkat
- Diseño de Ejes 1bDokumen32 halamanDiseño de Ejes 1bJaimeBelum ada peringkat
- Introducción A La DerivadaDokumen29 halamanIntroducción A La DerivadaCristina Valeria Espinoza ProvosteBelum ada peringkat
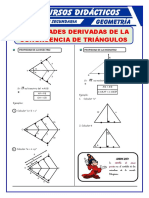
- Propiedades de La Bisectriz y Mediatriz para Tercero de SecundariaDokumen4 halamanPropiedades de La Bisectriz y Mediatriz para Tercero de SecundariaSamantha MVBelum ada peringkat
- Tesis de Ingenieria CivilDokumen113 halamanTesis de Ingenieria CivilMara Rumbo Hacia DesarrolloBelum ada peringkat
- Presentacion OdorizadorDokumen25 halamanPresentacion OdorizadorMiguel Jiménez FloresBelum ada peringkat
- Protocolos de Control de Calidad CONTROL DE REPINTADODokumen66 halamanProtocolos de Control de Calidad CONTROL DE REPINTADOWill VelBelum ada peringkat
- Blendex - 940 y OtrosDokumen2 halamanBlendex - 940 y OtrosHugo Phelipe ProPointsBelum ada peringkat
- Interpolacion Lagrange OtgDokumen31 halamanInterpolacion Lagrange OtgGABRIEL CHARA HUAMANBelum ada peringkat
- TSQ1Dokumen110 halamanTSQ1Cuauhtemoc Puebla100% (1)
- MPLS-TE ConmmutationDokumen5 halamanMPLS-TE ConmmutationMariana Rodriguez SuarezBelum ada peringkat
- Proceso Calculo Vida Útil SKFDokumen3 halamanProceso Calculo Vida Útil SKFAnder Arretxe GarcíaBelum ada peringkat
- Proyecto MarukDokumen37 halamanProyecto MarukCatalina PedrazaBelum ada peringkat
- INFORME Grupo FisurasDokumen21 halamanINFORME Grupo FisurasFabian Ignacio CoyoBelum ada peringkat
- Trabajo de Excel FiltrosDokumen19 halamanTrabajo de Excel FiltrosCamilo Fernando Estrada BurbanoBelum ada peringkat
- Geotecnia MineraDokumen43 halamanGeotecnia MineraDamir RevillaBelum ada peringkat
- Triángulos, Congruencia, SemejanzaDokumen6 halamanTriángulos, Congruencia, SemejanzaKeylev CastellanosBelum ada peringkat
- Unidad II - Cálculo Vectorial de Funciones de Varias VariablesDokumen19 halamanUnidad II - Cálculo Vectorial de Funciones de Varias VariablesJavier Saldarriaga HerreraBelum ada peringkat
- Lenguaje Actividades VariadasDokumen4 halamanLenguaje Actividades VariadasspfalBelum ada peringkat
- Vector Velocidad y AceleracionDokumen4 halamanVector Velocidad y AceleracionParrita Edu ClarimarBelum ada peringkat
- Conceptos Básicos Del Diseño de PavimentosDokumen30 halamanConceptos Básicos Del Diseño de PavimentosJose AlvarezBelum ada peringkat
- Ejercicios Resueltos de Logaritmos. MasMates30Dokumen2 halamanEjercicios Resueltos de Logaritmos. MasMates30joboga23Belum ada peringkat
- Guia de Cultivo Del DR HippieDokumen15 halamanGuia de Cultivo Del DR HippiesanturriaBelum ada peringkat
- Winche de ArrastreDokumen3 halamanWinche de Arrastrerafa_lb@hotmail.comBelum ada peringkat