Anda mungkin juga menyukai
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Course Code Category Hours / Week Credits Maximum Marks L T P C CIA SEE TotalDokumen2 halamanCourse Code Category Hours / Week Credits Maximum Marks L T P C CIA SEE TotalideepujBelum ada peringkat
- Expert Systems With Applications: Ali Shemshadi, Hossein Shirazi, Mehran Toreihi, M.J. TarokhDokumen3 halamanExpert Systems With Applications: Ali Shemshadi, Hossein Shirazi, Mehran Toreihi, M.J. TarokhideepujBelum ada peringkat
- Cost Report EdditedDokumen25 halamanCost Report EdditedideepujBelum ada peringkat
- dOM lESSON PLANDokumen6 halamandOM lESSON PLANideepujBelum ada peringkat
- Me I SemDokumen92 halamanMe I SemideepujBelum ada peringkat
- Mid Exam or Internal Question BankDokumen2 halamanMid Exam or Internal Question BankideepujBelum ada peringkat
- ST Peter'S Engineering College: Work Order Request FormDokumen2 halamanST Peter'S Engineering College: Work Order Request FormideepujBelum ada peringkat
- Account Statement As of 10-01-2018 15:54:43 GMT +0530: TXN Date Value Date Cheque No. Description Debit Credit BalanceDokumen3 halamanAccount Statement As of 10-01-2018 15:54:43 GMT +0530: TXN Date Value Date Cheque No. Description Debit Credit BalanceideepujBelum ada peringkat
- Engineering College: General Maintenance CommitteeDokumen2 halamanEngineering College: General Maintenance CommitteeideepujBelum ada peringkat
- Professional Industrial Engineer PDFDokumen3 halamanProfessional Industrial Engineer PDFideepujBelum ada peringkat
- 6.assignment QuestionsDokumen10 halaman6.assignment QuestionsideepujBelum ada peringkat
- Wear Rate and Surface Coating Optimization of Coconut Coir-Based Polymer Using Fuzzy LogicDokumen10 halamanWear Rate and Surface Coating Optimization of Coconut Coir-Based Polymer Using Fuzzy LogicideepujBelum ada peringkat
- Dme I ConsolidatedDokumen6 halamanDme I ConsolidatedideepujBelum ada peringkat
- Maintenance of Facilities & Equipment: Back Up GeneratorsDokumen1 halamanMaintenance of Facilities & Equipment: Back Up GeneratorsideepujBelum ada peringkat
- Sreyas Institute of Engineering and TechnologyDokumen2 halamanSreyas Institute of Engineering and TechnologyideepujBelum ada peringkat
- Onkar Pathak: Master of Industrial and Systems EngineeringDokumen2 halamanOnkar Pathak: Master of Industrial and Systems EngineeringideepujBelum ada peringkat
- File ServeDokumen7 halamanFile ServeideepujBelum ada peringkat
- Clarus Engineering Services: FFT Analyzer With Single SensorDokumen3 halamanClarus Engineering Services: FFT Analyzer With Single SensorideepujBelum ada peringkat
- To The Stem Labs Hyderabad.: PrincipalDokumen1 halamanTo The Stem Labs Hyderabad.: PrincipalideepujBelum ada peringkat
- Timken Bearing Engineering ManualDokumen423 halamanTimken Bearing Engineering ManualGary King100% (3)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- CSWIP Sample QuestionsDokumen31 halamanCSWIP Sample QuestionsNeo80% (5)
- Physics Topic Wise Past Papers Paper 4Dokumen3 halamanPhysics Topic Wise Past Papers Paper 4Naveed AshrafBelum ada peringkat
- Chapter 16 Star Birth: The Cosmic Perspective, 7e (Bennett Et Al.)Dokumen19 halamanChapter 16 Star Birth: The Cosmic Perspective, 7e (Bennett Et Al.)Edwin ChuenBelum ada peringkat
- Work and EnergyDokumen10 halamanWork and EnergyMD: Rabiul Awal ShuvoBelum ada peringkat
- Name/s: JEAN A. CAMAY Subject: Dimensional AnalysisDokumen4 halamanName/s: JEAN A. CAMAY Subject: Dimensional AnalysisJean CamayBelum ada peringkat
- What Is Going On in The SkyDokumen16 halamanWhat Is Going On in The SkyNathan R Noble IIIBelum ada peringkat
- Rotation and Angular Momentum: RotationsDokumen20 halamanRotation and Angular Momentum: RotationsSayan RoyBelum ada peringkat
- Ray OpticsDokumen52 halamanRay OpticsJack LupinoBelum ada peringkat
- ADMIX - RotosolverDokumen2 halamanADMIX - RotosolverRaul DiazBelum ada peringkat
- Van de Graff GeneratorDokumen2 halamanVan de Graff GeneratorAlphy ThomasBelum ada peringkat
- Motion of A Charged Particle in A Magnetic FieldDokumen31 halamanMotion of A Charged Particle in A Magnetic FieldJumar Cadondon100% (1)
- CIE 1931 Color SpaceDokumen15 halamanCIE 1931 Color SpaceMoji PiyapongBelum ada peringkat
- Transmission Electron Microscpe (TEM) : Basic PrinciplesDokumen16 halamanTransmission Electron Microscpe (TEM) : Basic PrinciplesSaurabhBhardwajBelum ada peringkat
- Final Exam 2012Dokumen12 halamanFinal Exam 2012Mat MorashBelum ada peringkat
- SCORE300 - Phase II Test Series 2024 - T02 (Code A) - QuestionDokumen13 halamanSCORE300 - Phase II Test Series 2024 - T02 (Code A) - Questionudhav malpaniBelum ada peringkat
- ASTM D790 2010.flexionDokumen11 halamanASTM D790 2010.flexionaletapia100% (1)
- Universe Formation and Birth of StarDokumen3 halamanUniverse Formation and Birth of StarcollegeschoolfilesmjBelum ada peringkat
- FLOWDokumen31 halamanFLOWHassan HaiderBelum ada peringkat
- Electromagnetic Field of A Moving Point ChargeDokumen7 halamanElectromagnetic Field of A Moving Point ChargeDanilo ChiaramelloBelum ada peringkat
- Scientific Reasons Physics II HSCDokumen37 halamanScientific Reasons Physics II HSCSIR USMAN KHANBelum ada peringkat
- ClayMineralogy SivakuganDokumen31 halamanClayMineralogy SivakuganMath ManiaBelum ada peringkat
- Solubility of Oxalic, Malonic, Succinic, Adipic, Maleic, Malic, Citric, and Tartaric Acids in Water - Alexander Apelblat & Emanuel ManzurolaDokumen4 halamanSolubility of Oxalic, Malonic, Succinic, Adipic, Maleic, Malic, Citric, and Tartaric Acids in Water - Alexander Apelblat & Emanuel ManzurolaGerardoEstebanRodríguezBelum ada peringkat
- Lesson 3 - Synthesis of Elements in The LaboratoryDokumen62 halamanLesson 3 - Synthesis of Elements in The Laboratorytheresa balatico100% (1)
- Refractive Indexes of Water and OilDokumen16 halamanRefractive Indexes of Water and OilsamBelum ada peringkat
- Vessel DesignDokumen43 halamanVessel Designhomiez99Belum ada peringkat
- Virtual Work and Power BalanceDokumen5 halamanVirtual Work and Power BalanceAlessio ScarabelliBelum ada peringkat
- Stress-Strain Behavior of Concrete Confinad Overlapping Hoops at Low and High Strain RatesDokumen1 halamanStress-Strain Behavior of Concrete Confinad Overlapping Hoops at Low and High Strain RatesRonal J Clavijo RBelum ada peringkat
- Potential and Kinetic EnergyDokumen27 halamanPotential and Kinetic EnergyCza VerwinBelum ada peringkat
- Unit Ii. Nuclear Chemistry Learning Objectives: at The End of This Chapter, The Student Will Be Able ToDokumen11 halamanUnit Ii. Nuclear Chemistry Learning Objectives: at The End of This Chapter, The Student Will Be Able ToIvyy Joyce BuanBelum ada peringkat
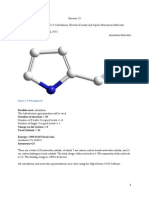
- Exercise 23 - Hyperchem 8 04 Cndo-2 Calculations Electron Density and Dipole Moment in MoleculesDokumen5 halamanExercise 23 - Hyperchem 8 04 Cndo-2 Calculations Electron Density and Dipole Moment in Moleculesapi-2351871890% (1)