Anda mungkin juga menyukai
- PanasonicDokumen106 halamanPanasonicyoyosmetBelum ada peringkat
- Acciai Bonifica Ruote DentateDokumen12 halamanAcciai Bonifica Ruote DentateFrancesco MastroBelum ada peringkat
- 02 - Struttura e Proprietà Dei MetalliDokumen36 halaman02 - Struttura e Proprietà Dei MetalliMako SkyBelum ada peringkat
- REF - Manuale Dei Difetti Di VerniciaturaDokumen40 halamanREF - Manuale Dei Difetti Di VerniciaturaFabioBelum ada peringkat
- Decappaggio e Passivazione Acciaio InoxDokumen0 halamanDecappaggio e Passivazione Acciaio InoxMatteo PeddisBelum ada peringkat
- SDC Parte 5 FDokumen85 halamanSDC Parte 5 Fbosnia76100% (1)
- Acciai A Medio Ed Alto CarbonioDokumen29 halamanAcciai A Medio Ed Alto CarbonioEur-Ing Nicola GalluzziBelum ada peringkat
- Tecnologia Meccanica PROGRAMMADokumen2 halamanTecnologia Meccanica PROGRAMMAEmanuele CieriBelum ada peringkat
- Saldabilità Acciai A Medio Ed Alto CDokumen5 halamanSaldabilità Acciai A Medio Ed Alto Cman88gioBelum ada peringkat
- 3 Effetti Termici e Qualità Delle Saldature PDFDokumen41 halaman3 Effetti Termici e Qualità Delle Saldature PDFdddddddBelum ada peringkat
- HSS Trattamenti TermiciDokumen23 halamanHSS Trattamenti TermiciToderita Ionut-CosminBelum ada peringkat
- Domini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateDari EverandDomini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateBelum ada peringkat
- Saldatura Ad Energia ConcentrataDokumen74 halamanSaldatura Ad Energia ConcentrataEur-Ing Nicola GalluzziBelum ada peringkat
- Designazione AcciaiDokumen78 halamanDesignazione AcciairocarlvodBelum ada peringkat
- Titanio e Sue LegheDokumen72 halamanTitanio e Sue LegheEur-Ing Nicola GalluzziBelum ada peringkat
- Elettrodo Infusibile Sotto Protezione Di Gas InerteDokumen64 halamanElettrodo Infusibile Sotto Protezione Di Gas InerteEur-Ing Nicola GalluzziBelum ada peringkat
- Duplex Stainless Steel ItalianDokumen64 halamanDuplex Stainless Steel ItalianAngelo BeltraminiBelum ada peringkat
- TESI - Ultrasuoni X Difetti GhisaDokumen97 halamanTESI - Ultrasuoni X Difetti GhisastancopiuBelum ada peringkat
- Course Support - IT PDFDokumen299 halamanCourse Support - IT PDFSalvatore CannataBelum ada peringkat
- Saldature, Tig, MigDokumen33 halamanSaldature, Tig, Migmarco mazzolaBelum ada peringkat
- Esercizi & Problemi Teoria Dei Circuiti PDFDokumen144 halamanEsercizi & Problemi Teoria Dei Circuiti PDFtankre0% (1)
- Acciai Al Carbonio e MicrolegatiDokumen116 halamanAcciai Al Carbonio e MicrolegatiEur-Ing Nicola GalluzziBelum ada peringkat
- Introduzione Alla Saldatura Sotto Protezione GassosaDokumen11 halamanIntroduzione Alla Saldatura Sotto Protezione Gassosaman88gioBelum ada peringkat
- (Ingegneria - ITA) ElettrotecnicaDokumen51 halaman(Ingegneria - ITA) ElettrotecnicaceskokrBelum ada peringkat
- Relazione Acciaio FirenzeDokumen164 halamanRelazione Acciaio FirenzeFrancesca PeraBelum ada peringkat
- Saldatura Manuale Ad Arco Con Elettrodo RivestitoDokumen68 halamanSaldatura Manuale Ad Arco Con Elettrodo RivestitoEur-Ing Nicola GalluzziBelum ada peringkat
- Saldatura MIG MAGDokumen5 halamanSaldatura MIG MAGdavidemol100% (1)
- CLABER - Guida Irrigazione - 2010Dokumen60 halamanCLABER - Guida Irrigazione - 2010f.simulaBelum ada peringkat
- 0308 - Metallurgia E Saldabilità Degli Acciai Inossidabili - Istituto Italiano SaldaturaDokumen48 halaman0308 - Metallurgia E Saldabilità Degli Acciai Inossidabili - Istituto Italiano SaldaturaMariantoniettaSpallutoBelum ada peringkat
- Processi Di Saldatura A ResistenzaDokumen48 halamanProcessi Di Saldatura A ResistenzaEur-Ing Nicola GalluzziBelum ada peringkat
- Appunti Acciaio GhersiDokumen51 halamanAppunti Acciaio GhersiDonato PaglionicoBelum ada peringkat
- Slides Silvano D'Agosta - Guida All'Applicazione Della Norma UNI en ISO 3834Dokumen57 halamanSlides Silvano D'Agosta - Guida All'Applicazione Della Norma UNI en ISO 3834Dino PedutoBelum ada peringkat
- Catalogo COMFERDokumen76 halamanCatalogo COMFERsnevesspakesBelum ada peringkat
- Acciai Inox Difetti SaldatureDokumen17 halamanAcciai Inox Difetti SaldatureUmberto Slurm McKenzie RosiBelum ada peringkat
- Raccolta Di EserciziDokumen140 halamanRaccolta Di EserciziClaudio Fiandrino100% (1)
- Manuale Per La SaldaturaDokumen25 halamanManuale Per La SaldaturaHelena ZikBelum ada peringkat
- Saldatura e Controllo Delle GhiseDokumen35 halamanSaldatura e Controllo Delle GhiseEur-Ing Nicola GalluzziBelum ada peringkat
- Linee Guida PED - 2Dokumen31 halamanLinee Guida PED - 2tazzorroBelum ada peringkat
- Taglio TermicoDokumen76 halamanTaglio TermicoEur-Ing Nicola GalluzziBelum ada peringkat
- IdraulicaDokumen58 halamanIdraulicaAntonioBelum ada peringkat
- CND Delle SaldatureDokumen18 halamanCND Delle SaldatureandBelum ada peringkat
- Meccanica Dei Fluidi EmodinamicaDokumen102 halamanMeccanica Dei Fluidi EmodinamicaLuca Di StasioBelum ada peringkat
- Acciai Da Bonifica - C45Dokumen2 halamanAcciai Da Bonifica - C45Giovanni BoscoloBelum ada peringkat
- Metallografia e Corrosione Dei Giunti SaldatiDokumen26 halamanMetallografia e Corrosione Dei Giunti SaldatiEur-Ing Nicola GalluzziBelum ada peringkat
- Introduzione Alla Saldatura Di Fusioni in Lega Di AlluminioDokumen8 halamanIntroduzione Alla Saldatura Di Fusioni in Lega Di Alluminiociolla100% (1)
- Designazione AcciaiDokumen7 halamanDesignazione AcciaiNunzio MangioneBelum ada peringkat
- Controlli Con UltrasuoniDokumen6 halamanControlli Con UltrasuoniClaudio Patania100% (1)
- Saldatura MIG MAGDokumen29 halamanSaldatura MIG MAGdante.3dBelum ada peringkat
- La Marcatura Ce Delle Strutture Metalliche (Acciaio e Alluminio) Secondo en 1090-1, in Conformita' Al Regolamento (Ue) 305/2011Dokumen12 halamanLa Marcatura Ce Delle Strutture Metalliche (Acciaio e Alluminio) Secondo en 1090-1, in Conformita' Al Regolamento (Ue) 305/2011bollascribdBelum ada peringkat
- Trasmittanza Infissi, Taglio Termico e Vetro Basso Emissivo - La Guida Definitiva Sui Serramenti - BibLus-netDokumen23 halamanTrasmittanza Infissi, Taglio Termico e Vetro Basso Emissivo - La Guida Definitiva Sui Serramenti - BibLus-netPIPPO BAUDOBelum ada peringkat
- T - V - 32 - Lavorazioni Con Metodi Non TradizionaliDokumen40 halamanT - V - 32 - Lavorazioni Con Metodi Non Tradizionalizak rayBelum ada peringkat
- Trattamenti Termici Dei MetalliDokumen38 halamanTrattamenti Termici Dei MetallisimoneBelum ada peringkat
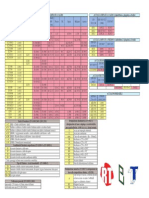
- Tabelle Conversione AcciaiDokumen1 halamanTabelle Conversione AcciaiStefano SquadraniBelum ada peringkat
- Dispense 2012-2013 Materiali MetalliciDokumen261 halamanDispense 2012-2013 Materiali MetalliciAlessandroAbate0% (1)
- La relatività da Lorentz a Einstein.: Una guida per principianti, perplessi e scienziati sperimentali.Dari EverandLa relatività da Lorentz a Einstein.: Una guida per principianti, perplessi e scienziati sperimentali.Belum ada peringkat
- Fisica: dinamica, statica e gravitazioneDari EverandFisica: dinamica, statica e gravitazionePenilaian: 5 dari 5 bintang5/5 (1)
- Elettrotecnica | Passo dopo passo: Fondamenti, componenti & circuiti spiegati per principiantiDari EverandElettrotecnica | Passo dopo passo: Fondamenti, componenti & circuiti spiegati per principiantiBelum ada peringkat
- SaldaturaDokumen44 halamanSaldaturagennaro_basile0% (1)
- Alluminio e Leghe Di AlluminioDokumen119 halamanAlluminio e Leghe Di Alluminiok.d.oliveira.lucasBelum ada peringkat
- Intr - Tipi AcciaiDokumen21 halamanIntr - Tipi AcciaiMarco SalvatoriBelum ada peringkat
- 6ped Ita 20 1Dokumen8 halaman6ped Ita 20 1pippo2378793Belum ada peringkat
- WPS Form - C - ENGDokumen1 halamanWPS Form - C - ENGdavidemolBelum ada peringkat
- Limiti Qualità Per Le Imperfezioni Di SaldaturaDokumen38 halamanLimiti Qualità Per Le Imperfezioni Di SaldaturaAlby King0% (1)
- Unioni Saldate e BullonateDokumen36 halamanUnioni Saldate e BullonateTommaso Ciccarone100% (2)
- 1003Dokumen46 halaman1003scribddisantoBelum ada peringkat
- Controllo Saldature INOXDokumen10 halamanControllo Saldature INOXCkaal74Belum ada peringkat
- SaldatureDokumen14 halamanSaldaturemalliokognBelum ada peringkat
- Elbi Catalogo-Listino Aprile2013 Rev05-2013Dokumen248 halamanElbi Catalogo-Listino Aprile2013 Rev05-2013m28roBelum ada peringkat
- Saldatura Degli Acciai Resistenti Contro Lusura - 2014!12!23Dokumen2 halamanSaldatura Degli Acciai Resistenti Contro Lusura - 2014!12!23StefanoMarilungoBelum ada peringkat
- Acciai Per StampiitaDokumen38 halamanAcciai Per StampiitaPierre PapeenBelum ada peringkat
- Le Conoscenze Tecniche Di Base Per Il Settore Degli Acciai Da CostruzioneDokumen78 halamanLe Conoscenze Tecniche Di Base Per Il Settore Degli Acciai Da CostruzioneDino PedutoBelum ada peringkat
- Nodi Di Cerchiature in AcciaioDokumen22 halamanNodi Di Cerchiature in AcciaioBucciarelloBelum ada peringkat
- Manual eDokumen98 halamanManual eChuy Macias0% (1)
- Esercitazione Unioni AcciaioDokumen48 halamanEsercitazione Unioni AcciaioAndrea MackoBelum ada peringkat
- Elenco Normative Prove Non DistruttiveDokumen14 halamanElenco Normative Prove Non DistruttivePasquale PraticòBelum ada peringkat
- Ec3 79Dokumen44 halamanEc3 79Guido BoggiBelum ada peringkat
- (Fai Da Te) Realizzare Una Saldatura Ad Arco - Leroy MerlinDokumen0 halaman(Fai Da Te) Realizzare Una Saldatura Ad Arco - Leroy MerlinFelice VolpeBelum ada peringkat
- 12 - Giunzioni Sistemi Di Giunzione - Unioni Saldate e Bullonate - Promozione AcciaioDokumen17 halaman12 - Giunzioni Sistemi Di Giunzione - Unioni Saldate e Bullonate - Promozione AcciaioJacopo SvetoniBelum ada peringkat
- Materiale Incontro InformativoDokumen11 halamanMateriale Incontro InformativoNicola TomasiBelum ada peringkat
- Listino AccessoriDokumen11 halamanListino AccessoriDavide ParodiBelum ada peringkat
- Tecnica01 Appunti Acciaio 2 Di 3Dokumen26 halamanTecnica01 Appunti Acciaio 2 Di 3Willi WonkaBelum ada peringkat
- Uni en 169Dokumen20 halamanUni en 169Pecorari AlessandroBelum ada peringkat
- Acca - Strutture in Acciaio (Ott 2007) PDFDokumen92 halamanAcca - Strutture in Acciaio (Ott 2007) PDFSteven LeachBelum ada peringkat
- Ebook EC3 Sigmund DEMODokumen90 halamanEbook EC3 Sigmund DEMOAleksiey PellicciaBelum ada peringkat
- Seminario Strutture EN 1090-1Dokumen46 halamanSeminario Strutture EN 1090-1davidemolBelum ada peringkat
- Introduzione Alla Brasatura Forte 2010Dokumen12 halamanIntroduzione Alla Brasatura Forte 2010ciollaBelum ada peringkat
- Metallurgia Della SaldaturaDokumen19 halamanMetallurgia Della Saldaturayuhanda44Belum ada peringkat
- 1 TrentiniDokumen112 halaman1 Trentinisviluppi____Belum ada peringkat