Anda mungkin juga menyukai
- PlastiteDokumen24 halamanPlastitekeeblerkhanBelum ada peringkat
- FLENDER Standard Couplings MD10 1 Complete English 2015 OhneKdAnschr KDokumen278 halamanFLENDER Standard Couplings MD10 1 Complete English 2015 OhneKdAnschr KJuan OportoBelum ada peringkat
- Plastic Metal Forming of Metals and PowdersDokumen20 halamanPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينBelum ada peringkat
- Complete CatalogDokumen651 halamanComplete CatalogFernando EscriváBelum ada peringkat
- Ch-8.2 Screw Thread ManufacturingDokumen18 halamanCh-8.2 Screw Thread ManufacturingPrateek Bayal0% (2)
- Anti-Vibration Mountings PDFDokumen4 halamanAnti-Vibration Mountings PDFPremkumarDeivendranBelum ada peringkat
- Design and Fabrication of Mini Ball MillDokumen16 halamanDesign and Fabrication of Mini Ball MillAbhinav100% (2)
- Reading Material FastenersDokumen26 halamanReading Material FastenersAbhinav SrivastavaBelum ada peringkat
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDari EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelBelum ada peringkat
- Flange CouplingDokumen27 halamanFlange Couplingrajdrkl100% (1)
- Billet Defects - Off-Corner Cracks Formation, Prevention and EvolutionDokumen33 halamanBillet Defects - Off-Corner Cracks Formation, Prevention and EvolutionJorge Madias0% (1)
- Roller BrochureDokumen16 halamanRoller BrochurePeterson MagroBelum ada peringkat
- THK Lead Screw NutDokumen32 halamanTHK Lead Screw NutGanesh JadhavBelum ada peringkat
- Fastener Design Manual, Part TwoDokumen9 halamanFastener Design Manual, Part TwoHibozoBelum ada peringkat
- Mechanics of Cold Rolling of Thin StripDokumen25 halamanMechanics of Cold Rolling of Thin StripcristobalmonopeluoBelum ada peringkat
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Dokumen12 halamanFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarBelum ada peringkat
- Chain Drive: Guided By:-Prof. P.D. Wadile Presented By: - Hemraj C. Thakare Roll No: - 52Dokumen17 halamanChain Drive: Guided By:-Prof. P.D. Wadile Presented By: - Hemraj C. Thakare Roll No: - 52Hemraj Thakare100% (1)
- How To Calculate Size of Filler Wires in A Steel Wire RopesDokumen5 halamanHow To Calculate Size of Filler Wires in A Steel Wire RopesBasil ChikonobayaBelum ada peringkat
- Demonstration of Two High Roll Mill Using Aluminium RodDokumen64 halamanDemonstration of Two High Roll Mill Using Aluminium RodUdit Sunil KatkarBelum ada peringkat
- Metric FastenersDokumen26 halamanMetric FastenersvijayjaghanBelum ada peringkat
- Bossard Taptite Self Tapping Screw CatalogueDokumen10 halamanBossard Taptite Self Tapping Screw CataloguepmlmkpBelum ada peringkat
- Types of FastenersDokumen16 halamanTypes of FastenersWDS GroupBelum ada peringkat
- Flender Engineering Book Pages OffsetDokumen139 halamanFlender Engineering Book Pages Offsetjimsmith101Belum ada peringkat
- RKM Product Catalogue 2013Dokumen204 halamanRKM Product Catalogue 2013keira_designBelum ada peringkat
- Cast Iron PipesDokumen226 halamanCast Iron Pipesbabmech6007Belum ada peringkat
- Heat Treatmhent 2Dokumen483 halamanHeat Treatmhent 2Recep VatanseverBelum ada peringkat
- Aluminum Sheet Forming For Automotive Applications,: Material Properties and Design GuidelinesDokumen2 halamanAluminum Sheet Forming For Automotive Applications,: Material Properties and Design GuidelinesShreeJayadurgaaBelum ada peringkat
- Idler Catalog Complete Low Res For WebDokumen154 halamanIdler Catalog Complete Low Res For WebMauricio MpintoBelum ada peringkat
- Power ScrewDokumen6 halamanPower ScrewDeepak KrishnanBelum ada peringkat
- Screw Threads: ME354 Albert ClaypoolDokumen13 halamanScrew Threads: ME354 Albert ClaypoolfotickBelum ada peringkat
- Bore and Keyway TolerancesDokumen8 halamanBore and Keyway TolerancesIgor San Martín PeñalozaBelum ada peringkat
- Casting Process Design GuidelinesDokumen8 halamanCasting Process Design GuidelinesSanjay ShahBelum ada peringkat
- Forging and ForgeabilityDokumen3 halamanForging and ForgeabilityjestinBelum ada peringkat
- Energy Compression Connectors 42kVDokumen16 halamanEnergy Compression Connectors 42kVbpjindiaBelum ada peringkat
- International Knife & Saw: Superior QualityDokumen2 halamanInternational Knife & Saw: Superior QualityEBelum ada peringkat
- Metallurgy, Properties, and Uses of FerrousDokumen37 halamanMetallurgy, Properties, and Uses of FerrousAl DrinBelum ada peringkat
- ME&M I CH 2 - Screws 2011 PPT 2sppDokumen25 halamanME&M I CH 2 - Screws 2011 PPT 2sppvessel100% (1)
- C P & C I .: Cema B4, B5, C5, C6, D6 & E7 Class IdlersDokumen20 halamanC P & C I .: Cema B4, B5, C5, C6, D6 & E7 Class IdlersArdian20Belum ada peringkat
- Jaw Crusher Eng 20141031 PDFDokumen12 halamanJaw Crusher Eng 20141031 PDFBkiri AbderrahimBelum ada peringkat
- PoldiDokumen3 halamanPoldifiona1819812397Belum ada peringkat
- Rubber PadDokumen4 halamanRubber PadSaravanan MathiBelum ada peringkat
- Copper Coated M.S. WireDokumen5 halamanCopper Coated M.S. Wire124swadeshiBelum ada peringkat
- Aluminium CastingDokumen5 halamanAluminium CastingBalaji RajaBelum ada peringkat
- Medium Frequency Coreless Induction Furnaces MFTDokumen16 halamanMedium Frequency Coreless Induction Furnaces MFTCem AlpaslanBelum ada peringkat
- Metallic ImplantsDokumen38 halamanMetallic ImplantsSmitha Kollerahithlu100% (1)
- Rolling Nov2011Dokumen47 halamanRolling Nov2011Navin LiverpoolBelum ada peringkat
- Pipe Dimensions and Friction FactorDokumen24 halamanPipe Dimensions and Friction FactorJuan Pablo ApazaBelum ada peringkat
- Heat TreatmentDokumen56 halamanHeat TreatmentAakarsh RastogiBelum ada peringkat
- Design Tips 10 Roller ChainsDokumen3 halamanDesign Tips 10 Roller ChainsvadiBelum ada peringkat
- 2nd UnitDokumen60 halaman2nd UnitPradeepvenugopalBelum ada peringkat
- Neral Notes On Engineering Hardware - FastenersDokumen45 halamanNeral Notes On Engineering Hardware - Fastenersbrotaccristian100% (1)
- Assignment NoDokumen4 halamanAssignment NonaveedBelum ada peringkat
- Unit 13 Fasteners: Permanent Fastieners - A RivetDokumen2 halamanUnit 13 Fasteners: Permanent Fastieners - A RivetIlija LončarBelum ada peringkat
- Roller Chain GuideDokumen5 halamanRoller Chain GuidechikoopandaBelum ada peringkat
- Nuts and BoltsDokumen27 halamanNuts and BoltsGaurav Kantrod100% (3)
- Topic 1 - Mechanical Fastening 2Dokumen11 halamanTopic 1 - Mechanical Fastening 2nazirulhakimBelum ada peringkat
- Sae 44579640 Silent ChainsDokumen48 halamanSae 44579640 Silent ChainsWohlenberg MonicaBelum ada peringkat
- 10 - Design of Screw FasteningDokumen36 halaman10 - Design of Screw FasteningMiguel Ocampo100% (1)
- What Is A Mechanical Joint 22Dokumen16 halamanWhat Is A Mechanical Joint 22Arjhay GironellaBelum ada peringkat
- Taylorcraft Service Manual BB12Dokumen48 halamanTaylorcraft Service Manual BB12Jessie BechaydaBelum ada peringkat
- 2013 TBX Tower Catalog Current Version (Rev 5.20.13)Dokumen12 halaman2013 TBX Tower Catalog Current Version (Rev 5.20.13)Rubic SantosBelum ada peringkat
- CTS Aeronautical Structure and Eqpt Fitter - CTS - NSQF-5Dokumen82 halamanCTS Aeronautical Structure and Eqpt Fitter - CTS - NSQF-5Pta NahiBelum ada peringkat
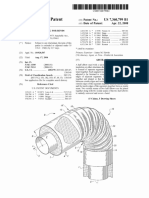
- United States Patent: Price (45) Date of Patent: Apr. 22, 2008Dokumen11 halamanUnited States Patent: Price (45) Date of Patent: Apr. 22, 2008Aslam KhanBelum ada peringkat
- RivetsDokumen75 halamanRivetsPramod P Nair100% (1)
- RivetDokumen6 halamanRivetMirasol AquinoBelum ada peringkat
- Sheet Metal Dust Pan: DescriptionDokumen7 halamanSheet Metal Dust Pan: DescriptionOchieng StalonBelum ada peringkat
- Norma Parte 1Dokumen100 halamanNorma Parte 1Alejandra López100% (1)
- Steel and Timber Design 3Dokumen3 halamanSteel and Timber Design 3PANES, Jhon Peter P.Belum ada peringkat
- The Key To Metal Bumping 3rd Ed. V2 - F. Sargent WWDokumen19 halamanThe Key To Metal Bumping 3rd Ed. V2 - F. Sargent WWManjunatha EikilaBelum ada peringkat
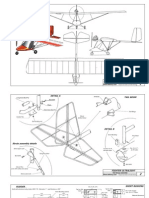
- Fighter Ultralight PlansDokumen24 halamanFighter Ultralight PlansMaps98% (46)
- 1149Dokumen10 halaman1149Hamid NaveedBelum ada peringkat
- MEZ-SYPHON-FLANGE - System 20Dokumen5 halamanMEZ-SYPHON-FLANGE - System 20melieneideaBelum ada peringkat
- 466-1-E-Quick Release Fasteners 2016Dokumen98 halaman466-1-E-Quick Release Fasteners 2016Mechanical DesignBelum ada peringkat
- 6535 Inter-Rivet BucklingDokumen6 halaman6535 Inter-Rivet Bucklingkmr128351Belum ada peringkat
- Jammer 2007 WebDokumen172 halamanJammer 2007 WebArjuna PradoBelum ada peringkat
- Preparing Holes For FasteningDokumen9 halamanPreparing Holes For Fasteningolegprikhodko2809100% (1)
- Is 1660 - Wrought Aluminium Utensils SpecificationDokumen23 halamanIs 1660 - Wrought Aluminium Utensils Specificationmahmoud hakimBelum ada peringkat
- Sae J454 PDFDokumen27 halamanSae J454 PDFDouglas RodriguesBelum ada peringkat
- Arctic Cat 2009 400 TRV 500 550 700 1000 Thundercat Service ManualDokumen349 halamanArctic Cat 2009 400 TRV 500 550 700 1000 Thundercat Service ManualVincent RoyBelum ada peringkat
- Information TehnDokumen90 halamanInformation TehnAbdullah AnsariBelum ada peringkat
- Rehabilitation of A Steel Penstock - WaterPower PaperDokumen13 halamanRehabilitation of A Steel Penstock - WaterPower PaperJean Yves Gauthier100% (2)
- Ship Construction For Marine Vol5Dokumen102 halamanShip Construction For Marine Vol5Canh Sanh Lo100% (7)
- Microsoft Word MecvinaDokumen37 halamanMicrosoft Word MecvinaRam RamirezBelum ada peringkat
- Qtp3e0x1 24Dokumen141 halamanQtp3e0x1 24dorinkarakogluBelum ada peringkat
- Shotgun Tower: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 25JAN18Dokumen35 halamanShotgun Tower: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 25JAN18Đông NguyễnBelum ada peringkat
- Module 06 B1 NotesDokumen276 halamanModule 06 B1 Notesmechanomano100% (2)
- Design of Machine Elements Two MarksDokumen23 halamanDesign of Machine Elements Two MarksManivannan JeevaBelum ada peringkat
- 42 BodyDokumen90 halaman42 Bodywanderlei669085Belum ada peringkat
- Design and Fabrication of Hybrid Ventilation System and Solar Tracking For Power GenerationDokumen6 halamanDesign and Fabrication of Hybrid Ventilation System and Solar Tracking For Power GenerationAbhilash GBelum ada peringkat