Anda mungkin juga menyukai
- Rotary Furnace Air Pollution ControlDokumen10 halamanRotary Furnace Air Pollution Controlagbajelola idrisBelum ada peringkat
- Coal BurnerDokumen11 halamanCoal BurnerGeorge Markas0% (1)
- Cement Manufacturing Using Alternative Fuels and The Advantages of Process ModellingDokumen6 halamanCement Manufacturing Using Alternative Fuels and The Advantages of Process ModellingStefan StrutzBelum ada peringkat
- ENERGY STAR Guide For The Cement Industry 28-08-2013 FinalDokumen141 halamanENERGY STAR Guide For The Cement Industry 28-08-2013 Finalnsprasad88Belum ada peringkat
- Coal Mills PDFDokumen16 halamanCoal Mills PDFvtbkBelum ada peringkat
- PF Furnace'12 PDFDokumen4 halamanPF Furnace'12 PDFsen_subhasis_58Belum ada peringkat
- Energy Efficiency with IKN Pendulum CoolerDokumen28 halamanEnergy Efficiency with IKN Pendulum CoolerJunaid MazharBelum ada peringkat
- Design and Analysis of Screw Conveyor at Inlet of Ash/Dust ConditionerDokumen6 halamanDesign and Analysis of Screw Conveyor at Inlet of Ash/Dust ConditionerMohd HafizzBelum ada peringkat
- Kiln Audit - Required Measurement ToolsDokumen1 halamanKiln Audit - Required Measurement ToolsVijay BhanBelum ada peringkat
- PHD Thesis - Linda NørskovDokumen203 halamanPHD Thesis - Linda NørskovmjbotelhoBelum ada peringkat
- Gear and equipment specification summaryDokumen4 halamanGear and equipment specification summaryprashant mishraBelum ada peringkat
- Modern Cement Grinding Systems ComparedDokumen14 halamanModern Cement Grinding Systems ComparedCao Ngoc AnhBelum ada peringkat
- Rotary Kiln Brick CountDokumen5 halamanRotary Kiln Brick CountThaigroup CementBelum ada peringkat
- CPB Brochure Diaphragms en 2Dokumen12 halamanCPB Brochure Diaphragms en 2ebrahimBelum ada peringkat
- Bio Gas Burner 1Dokumen21 halamanBio Gas Burner 1saadullah_siddiqui6076Belum ada peringkat
- Pulverizer Design and OperationDokumen3 halamanPulverizer Design and OperationRalph MerulloBelum ada peringkat
- Qena Hka ReportDokumen56 halamanQena Hka ReportMohammed gBelum ada peringkat
- KHD Pyroclon EnglDokumen4 halamanKHD Pyroclon Englkresimir.mikoc9765100% (1)
- Optimizing Raw Mills PerformanceDokumen9 halamanOptimizing Raw Mills PerformanceIrshad HussainBelum ada peringkat
- Example of Cement Mill QuestionnaireDokumen5 halamanExample of Cement Mill QuestionnaireIrfan AhmedBelum ada peringkat
- Neraca Massa dan Energi Ball Mill dan SeparatorDokumen10 halamanNeraca Massa dan Energi Ball Mill dan SeparatorLuthfanBelum ada peringkat
- Coal NEW CHECKLIST Coal MillDokumen9 halamanCoal NEW CHECKLIST Coal MillanilBelum ada peringkat
- Long Filter BagDokumen1 halamanLong Filter BagAlbar BudimanBelum ada peringkat
- Kiln Area Learning ReportDokumen24 halamanKiln Area Learning ReportAbasiemekaBelum ada peringkat
- Cooler EfficiencyDokumen58 halamanCooler Efficiencyayaskant75100150% (2)
- Thermos Design of Rotary Kiln For Reduction of Radiantion LossesDokumen20 halamanThermos Design of Rotary Kiln For Reduction of Radiantion LossesMadhav Krishna MBelum ada peringkat
- Introduction to Bowl MillsDokumen8 halamanIntroduction to Bowl MillsUtkarsh SinghBelum ada peringkat
- Conveyor ChainsDokumen184 halamanConveyor ChainsAchinBelum ada peringkat
- Increasing cement grinding capacity with vertical roller mill technologyDokumen7 halamanIncreasing cement grinding capacity with vertical roller mill technologymahreza189100% (2)
- Fons Technology PDFDokumen28 halamanFons Technology PDFBulent BULUTBelum ada peringkat
- Presentation-Hydraulic System in VRPMDokumen24 halamanPresentation-Hydraulic System in VRPMmsvprasadBelum ada peringkat
- Bps-06 NOx ControlDokumen4 halamanBps-06 NOx ControlLTE002Belum ada peringkat
- Raw Mill InspectionDokumen20 halamanRaw Mill InspectionAtiq Ur RehmanBelum ada peringkat
- Rotary kiln stressDokumen6 halamanRotary kiln stressRachid Kheir100% (1)
- Dampers - Hot Gas 2041408 - Broch - Uk1Dokumen24 halamanDampers - Hot Gas 2041408 - Broch - Uk1mickxxs100% (2)
- VRM Heat and Mass BalanceDokumen1 halamanVRM Heat and Mass BalanceRajeshRockBelum ada peringkat
- Cooling TowerDokumen3 halamanCooling Toweradearyani4Belum ada peringkat
- Calculate Bucket Elevator CapacityDokumen2 halamanCalculate Bucket Elevator CapacityBùi Hắc HảiBelum ada peringkat
- High Air To Cloth Ratio Bag FilterDokumen2 halamanHigh Air To Cloth Ratio Bag Filterayaskant751001Belum ada peringkat
- Rotary Kiln-1910 PDFDokumen96 halamanRotary Kiln-1910 PDFSunday Paul100% (1)
- Ecway Technologies: Design and Fabrication of Cyclone Seperator Using Vane PumpDokumen9 halamanEcway Technologies: Design and Fabrication of Cyclone Seperator Using Vane Pumpieee4mybusinessonly100% (1)
- Firing of Clay Brick and Tiles 2000 - MerschmeyrDokumen6 halamanFiring of Clay Brick and Tiles 2000 - Merschmeyrharmal1971Belum ada peringkat
- Low NOx Rotary Kiln Burner TechnologyDokumen6 halamanLow NOx Rotary Kiln Burner TechnologyKristínaBelum ada peringkat
- Combustion EquipmentsDokumen50 halamanCombustion EquipmentsHabtamu Tkubet EbuyBelum ada peringkat
- Screw Conveyor Design Analysis MatlabDokumen21 halamanScrew Conveyor Design Analysis Matlabavinash1987Belum ada peringkat
- ABC Cooler Inlet PDFDokumen4 halamanABC Cooler Inlet PDFSushant GuptaBelum ada peringkat
- How To Measure False Air PDFDokumen3 halamanHow To Measure False Air PDFPrashant Kumar mishraBelum ada peringkat
- QUESTIONNAIRE FOR PYROPROCESSING MODIFICATION COMPANYDokumen8 halamanQUESTIONNAIRE FOR PYROPROCESSING MODIFICATION COMPANYVijay BhanBelum ada peringkat
- 11E YorkBucketElevatorM16 M24LeggingConstructionManualDokumen84 halaman11E YorkBucketElevatorM16 M24LeggingConstructionManualNagesh KhandareBelum ada peringkat
- AUMUND Pan Conveyors Fd0a10Dokumen24 halamanAUMUND Pan Conveyors Fd0a10Bruno100% (1)
- Costs of Individual Equipment ExplainedPacked towers:C, = 1.7C, + Nf&fC, + CDokumen7 halamanCosts of Individual Equipment ExplainedPacked towers:C, = 1.7C, + Nf&fC, + CNishithBelum ada peringkat
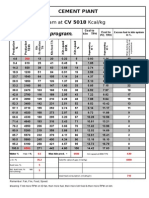
- Clinker Production Caliculation ProgramDokumen3 halamanClinker Production Caliculation Programvvijaybhan100% (1)
- 4 MPDokumen33 halaman4 MPSyed Shahzaib ShahBelum ada peringkat
- Pillard Low NOxDokumen36 halamanPillard Low NOxadanis01100% (1)
- Coal Crushers Optimize ComminutionDokumen6 halamanCoal Crushers Optimize ComminutionNguyễn LinhBelum ada peringkat
- Boulder Formation in Cement Silos by Chettinad Cement CoDokumen11 halamanBoulder Formation in Cement Silos by Chettinad Cement CoWaka OngetiBelum ada peringkat
- Gun Burner Materi 1Dokumen10 halamanGun Burner Materi 1Valdez RulioBelum ada peringkat
- CFBC BoilersDokumen11 halamanCFBC BoilersManoj DesaiBelum ada peringkat
- Burners For Glass Melting Furnaces FinalDokumen9 halamanBurners For Glass Melting Furnaces FinalDavid WattsBelum ada peringkat
- Duo FlexDokumen8 halamanDuo Flexdwindra ramadhan100% (1)
- Electroconvulsive Therapy: Presented By: Shweta Surwase F.Y. M.Sc. (Mental Health Nursing) MIMH, PuneDokumen48 halamanElectroconvulsive Therapy: Presented By: Shweta Surwase F.Y. M.Sc. (Mental Health Nursing) MIMH, PuneShweta KateBelum ada peringkat
- Goel Chapter 1Dokumen56 halamanGoel Chapter 1CharleneKronstedtBelum ada peringkat
- PDF If I Break 15 Portia Moore CompressDokumen61 halamanPDF If I Break 15 Portia Moore CompressAlbenis RodríguezBelum ada peringkat
- Comprehensive Land Use Plan in Municipality of TigbauanDokumen4 halamanComprehensive Land Use Plan in Municipality of TigbauanmaygracedigolBelum ada peringkat
- Incepbio Project PPT - 080124Dokumen21 halamanIncepbio Project PPT - 080124adminpuneBelum ada peringkat
- Report of Mechanics of Machines 1Dokumen12 halamanReport of Mechanics of Machines 1muhammaduzairBelum ada peringkat
- Raúl Edgardo Macchiavelli: Raul - Macchiavelli@upr - EduDokumen53 halamanRaúl Edgardo Macchiavelli: Raul - Macchiavelli@upr - EduDhaval patelBelum ada peringkat
- Latihan Akuntansi Perusahaan DagangDokumen3 halamanLatihan Akuntansi Perusahaan DagangTheresya HutajuluBelum ada peringkat
- Facemasks Manufacturers DirectoryDokumen54 halamanFacemasks Manufacturers DirectoryAlex Kharchuk100% (1)
- A New Empirical System For Rock Slope Stability Analysis PDFDokumen10 halamanA New Empirical System For Rock Slope Stability Analysis PDFJessie LeeBelum ada peringkat
- Roman Helmet From SivacDokumen33 halamanRoman Helmet From SivacArachne DreamweaverBelum ada peringkat
- ASME-PTC-18-Hydraulic Turbines and Pump Turbines-2002 PDFDokumen89 halamanASME-PTC-18-Hydraulic Turbines and Pump Turbines-2002 PDFFabiano Lebkuchen100% (2)
- Heat Transfer Through Extended SurfacesDokumen16 halamanHeat Transfer Through Extended SurfaceschawarepBelum ada peringkat
- Biology 5th Brooker Test BankDokumen34 halamanBiology 5th Brooker Test BankRamiqq67% (3)
- REGULATIONS FOR SHIPSDokumen62 halamanREGULATIONS FOR SHIPSBasong SanBelum ada peringkat
- Assignment On Uber: Going Global From Day One: Course Name: International Business Course Code: BUS 606 Section: ADokumen5 halamanAssignment On Uber: Going Global From Day One: Course Name: International Business Course Code: BUS 606 Section: AIqbal JoyBelum ada peringkat
- M7 Lab: Sedimentary RocksDokumen10 halamanM7 Lab: Sedimentary RocksEssay NationBelum ada peringkat
- EHV SERIES 2-WAY HIGH PRESSURE CARBON STEEL BALL VALVEDokumen2 halamanEHV SERIES 2-WAY HIGH PRESSURE CARBON STEEL BALL VALVESHANEBelum ada peringkat
- Effect of Accidental EccentricityDokumen7 halamanEffect of Accidental EccentricityNani TirumalasettiBelum ada peringkat
- DIFFERENTIALDokumen4 halamanDIFFERENTIALsaffrinBelum ada peringkat
- Nephrology FormulasDokumen3 halamanNephrology FormulasM Patel0% (1)
- Instructional Design HypertensionDokumen8 halamanInstructional Design HypertensionGeoffrey OnyanchaBelum ada peringkat
- Artists Budget TemplateDokumen9 halamanArtists Budget TemplateMaia CelloBelum ada peringkat
- A History of OrnamentDokumen488 halamanA History of OrnamentBrad Sommers100% (12)
- Major Practice in Swine ProductionDokumen29 halamanMajor Practice in Swine ProductionMark GarciaBelum ada peringkat
- Sample Question Paper Class Ix Summative Assessment Ii English Code No. 101 (Communicative)Dokumen15 halamanSample Question Paper Class Ix Summative Assessment Ii English Code No. 101 (Communicative)api-243565143Belum ada peringkat
- BRP-1 Final Report Borjan Private LimitedDokumen38 halamanBRP-1 Final Report Borjan Private LimitedArsalan IqbalBelum ada peringkat
- History of CFD Work in IndiaDokumen10 halamanHistory of CFD Work in IndiajoemonjacobBelum ada peringkat
- Corrosion Management and Cathodic Protection GuideDokumen52 halamanCorrosion Management and Cathodic Protection GuideErol DAĞBelum ada peringkat
- Spraying TechniquesDokumen12 halamanSpraying TechniquesX800XLBelum ada peringkat