Anda mungkin juga menyukai
- Aircraft Landing Gear ADVDokumen28 halamanAircraft Landing Gear ADVBhagyaraj NP100% (1)
- M-51 Seawage Treatment PlantDokumen88 halamanM-51 Seawage Treatment Plantrajish2014100% (2)
- Machine Shop Trade Secrets: Second EditionDari EverandMachine Shop Trade Secrets: Second EditionPenilaian: 4 dari 5 bintang4/5 (7)
- Mini Metal Lathe 05haesllathe - 116Dokumen40 halamanMini Metal Lathe 05haesllathe - 116Vicente Banda ZuñigaBelum ada peringkat
- FCL Flex/Rigid CouplingDokumen2 halamanFCL Flex/Rigid Couplingjamblang_lim100% (4)
- 2011 Haesl LatheDokumen47 halaman2011 Haesl LatheDino Salkanovic83% (6)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDari EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsBelum ada peringkat
- Shyla Jennings Ebook FinalDokumen17 halamanShyla Jennings Ebook FinalChye Yong HockBelum ada peringkat
- E MAX - E Max Brushless Motor Specs EE July 08Dokumen11 halamanE MAX - E Max Brushless Motor Specs EE July 08ewaigel0% (1)
- Tube Material SelectionDokumen67 halamanTube Material Selectionpatidar11100% (6)
- HM1365 Bracket 1 - Sheet1Dokumen2 halamanHM1365 Bracket 1 - Sheet1nvkjayanthBelum ada peringkat
- Slide Gate - : Alto EngineeringDokumen3 halamanSlide Gate - : Alto EngineeringS AdeBelum ada peringkat
- SPT - Motor - Sheet2Dokumen1 halamanSPT - Motor - Sheet2Ade SBelum ada peringkat
- Manual Rotex CouplingDokumen21 halamanManual Rotex CouplingAndrei MorariuBelum ada peringkat
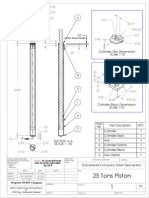
- 1 25 Tons Piston: (Gland Thread Length)Dokumen1 halaman1 25 Tons Piston: (Gland Thread Length)Wesame ShnodaBelum ada peringkat
- r1Dokumen3 halamanr1naseema1Belum ada peringkat
- C Detail C Scale 2: 1 2Dokumen14 halamanC Detail C Scale 2: 1 2GPBelum ada peringkat
- Phaser 3250 Parts CatalogDokumen34 halamanPhaser 3250 Parts CatalogPerionda NoronhaBelum ada peringkat
- MS191T - 1132Dokumen14 halamanMS191T - 1132வினோத் வீBelum ada peringkat
- Machine Design Formulas PDFDokumen8 halamanMachine Design Formulas PDFCabanes GerluzBelum ada peringkat
- Elbow Plate DevDokumen4 halamanElbow Plate DevLan TianBelum ada peringkat
- Partes CZ-180Dokumen60 halamanPartes CZ-180Jhonattan Patricio60% (5)
- RCC 43 Wide Beam SadDokumen25 halamanRCC 43 Wide Beam Sadttlong230487Belum ada peringkat
- RCC43 Wide Beams (A & D)Dokumen31 halamanRCC43 Wide Beams (A & D)HambugerLơ.tơ.mơhaynằm.mơăn.tráibơBelum ada peringkat
- Drive Pulley BCR-2 & C-3 - 2Dokumen1 halamanDrive Pulley BCR-2 & C-3 - 2naser hasan fauziBelum ada peringkat
- Ford 6000cd SCHDokumen7 halamanFord 6000cd SCHMiloud ChouguiBelum ada peringkat
- Bolted Joints PresentationDokumen31 halamanBolted Joints PresentationBrian Willis100% (2)
- Univ. Telkom Kursi Kuliah Tugas A2Dokumen1 halamanUniv. Telkom Kursi Kuliah Tugas A2Ghina Fauziyyah NurazizahBelum ada peringkat
- Company Name: Job InformationDokumen6 halamanCompany Name: Job InformationAlvin LeongBelum ada peringkat
- SK1530 Queen PDFDokumen1 halamanSK1530 Queen PDFAndre Sebastian Meza LozanoBelum ada peringkat
- Atlas Copco - 2930 1390 01Dokumen18 halamanAtlas Copco - 2930 1390 01hermon_agustioBelum ada peringkat
- Section D-D SCALE 1: 10: Base Plate DetailsDokumen1 halamanSection D-D SCALE 1: 10: Base Plate DetailsMukeshSharmaBelum ada peringkat
- 2 Rev 9Dokumen21 halaman2 Rev 9Sidiq PramokoBelum ada peringkat
- (R) ACI - 318-08 - Column Design For Axial Load OnlyDokumen12 halaman(R) ACI - 318-08 - Column Design For Axial Load OnlyahmedhusseinkamelBelum ada peringkat
- ENG DS PCD PCDF Series Relay Data Sheet E 0411Dokumen3 halamanENG DS PCD PCDF Series Relay Data Sheet E 0411Edgardo Cordero100% (1)
- Cylinder For PneumaticDokumen7 halamanCylinder For PneumaticShankar PranavBelum ada peringkat
- Perimeter Fence System Components Index: Page Date Naams Codes DescriptionDokumen39 halamanPerimeter Fence System Components Index: Page Date Naams Codes DescriptionjessicaBelum ada peringkat
- Sabana 2012: Project Number Project NameDokumen11 halamanSabana 2012: Project Number Project NameCesar EstebanBelum ada peringkat
- Continuous Concrete Beam Design To Bs 81101997 Table 3.5Dokumen8 halamanContinuous Concrete Beam Design To Bs 81101997 Table 3.5sarv_kishoreBelum ada peringkat
- Bolt Length TableDokumen16 halamanBolt Length TablePrasanta Kumar BeheraBelum ada peringkat
- Parking Structure Design Final ReportDokumen12 halamanParking Structure Design Final ReportVimalan KannanBelum ada peringkat
- RCC13 Punching ShearDokumen10 halamanRCC13 Punching ShearMohammed RasheeduddinBelum ada peringkat
- Strap 11Dokumen6 halamanStrap 11ephremBelum ada peringkat
- Punching Shear CHKDokumen10 halamanPunching Shear CHKOlanrewaju OkunolaBelum ada peringkat
- Machinery Application 1A 1999Dokumen178 halamanMachinery Application 1A 1999elinpetBelum ada peringkat
- 333 P1065 NewDokumen4 halaman333 P1065 NewLokesh NarasimhaiahBelum ada peringkat
- RCC13 Punching ShearDokumen11 halamanRCC13 Punching ShearMUTHUKKUMARAMBelum ada peringkat
- CTM Mold Design Standards PDFDokumen43 halamanCTM Mold Design Standards PDFDini ViruBelum ada peringkat
- Crest CA12 PwrampDokumen15 halamanCrest CA12 Pwrampcarlos dutraBelum ada peringkat
- RCC71 Stair Flight & Landing - SingleDokumen4 halamanRCC71 Stair Flight & Landing - SingleKourosh KhalpariBelum ada peringkat
- Rcc13 Punching Shear Ver2.6Dokumen10 halamanRcc13 Punching Shear Ver2.6Hoo Yen HowBelum ada peringkat
- RCC13 Punching ShearDokumen10 halamanRCC13 Punching ShearlianduBelum ada peringkat
- Calculation of L20-H0.75m - NewDokumen62 halamanCalculation of L20-H0.75m - NewLe Quang DungBelum ada peringkat
- Hydraulic Cylinders CH: - Big Bore Sizes To Iso 6020-3 - Nominal Pressure 16 Mpa (160 Bar) - Max 25 Mpa (250 Bar)Dokumen6 halamanHydraulic Cylinders CH: - Big Bore Sizes To Iso 6020-3 - Nominal Pressure 16 Mpa (160 Bar) - Max 25 Mpa (250 Bar)Stoianovici CristianBelum ada peringkat
- Boss dd3 TDokumen10 halamanBoss dd3 TVictor AriizBelum ada peringkat
- Power Press-1 OEE For Month of Aug-2015: Machine Name OEE Detail Description of Loss TimeDokumen20 halamanPower Press-1 OEE For Month of Aug-2015: Machine Name OEE Detail Description of Loss TimeVikas KashyapBelum ada peringkat
- XY and Partners: Bar Schedule RefDokumen18 halamanXY and Partners: Bar Schedule RefakankwasaBelum ada peringkat
- Design Guidelines for Surface Mount TechnologyDari EverandDesign Guidelines for Surface Mount TechnologyPenilaian: 5 dari 5 bintang5/5 (1)
- Engineers Precision Data Pocket ReferenceDari EverandEngineers Precision Data Pocket ReferencePenilaian: 3 dari 5 bintang3/5 (1)
- Practical Guide to the NEC3 Engineering and Construction ContractDari EverandPractical Guide to the NEC3 Engineering and Construction ContractBelum ada peringkat
- Final Validation Report - 8MW Cirompang Mini Hydro Power PlantDokumen112 halamanFinal Validation Report - 8MW Cirompang Mini Hydro Power PlantAzraMuratovic0% (1)
- Chiller: Asian Paints Khandala PlantDokumen19 halamanChiller: Asian Paints Khandala PlantAditiBelum ada peringkat
- Temperature Measuring Instrument (1-Channel) : Testo 925 - For Fast and Reliable Measurements in The HVAC FieldDokumen8 halamanTemperature Measuring Instrument (1-Channel) : Testo 925 - For Fast and Reliable Measurements in The HVAC FieldMirwansyah TanjungBelum ada peringkat
- Preliminary Pages FinallyDokumen9 halamanPreliminary Pages FinallyMark Kian ProfogoBelum ada peringkat
- Pakistan Machine Tool Factory Internship ReportDokumen14 halamanPakistan Machine Tool Factory Internship ReportAtif MunirBelum ada peringkat
- Brochure Otis Gen360 enDokumen32 halamanBrochure Otis Gen360 enshimanshkBelum ada peringkat
- Steam Generator ManualDokumen25 halamanSteam Generator Manualcolleen berganciaBelum ada peringkat
- Ahmed Zaiba's CV SalehDokumen6 halamanAhmed Zaiba's CV SalehSarah ZaibaBelum ada peringkat
- Data Sheet: TDA1510AQDokumen12 halamanData Sheet: TDA1510AQGerardo PonceBelum ada peringkat
- Multi Trade PrefabricationDokumen6 halamanMulti Trade PrefabricationPaul KwongBelum ada peringkat
- Plant and Maintenance Managers Desk BookDokumen477 halamanPlant and Maintenance Managers Desk BookHugoCabanillasBelum ada peringkat
- Be It Enacted by The Senate and House of Representative of The Philippines in Congress AssembledDokumen36 halamanBe It Enacted by The Senate and House of Representative of The Philippines in Congress AssembledGina Portuguese GawonBelum ada peringkat
- Boston Matrix of CokeDokumen11 halamanBoston Matrix of CokeIrvin A. OsnayaBelum ada peringkat
- Priced Boq - Beach RestaurantDokumen64 halamanPriced Boq - Beach Restaurantpsn_kylmBelum ada peringkat
- Sony DCR Sr47Dokumen101 halamanSony DCR Sr47Mitesh ChauhanBelum ada peringkat
- Family LetterDokumen2 halamanFamily Letterapi-404033609Belum ada peringkat
- Reporte ReservasDokumen184 halamanReporte Reservasjair coronadoBelum ada peringkat
- Century Lookbook CatalogueDokumen162 halamanCentury Lookbook Cataloguefwd2datta50% (2)
- CV Kevin Ikhwan Muhammad Pt. Hasakona BinaciptaDokumen6 halamanCV Kevin Ikhwan Muhammad Pt. Hasakona BinaciptaKevin MuhammadBelum ada peringkat
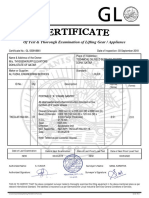
- Of Test & Thorough Examination of Lifting Gear / Appliance: - QatarDokumen12 halamanOf Test & Thorough Examination of Lifting Gear / Appliance: - QatarChaimaBelum ada peringkat
- GD200A Manual EnglishDokumen269 halamanGD200A Manual Englishtran dieuBelum ada peringkat
- Syntel Mock 2Dokumen18 halamanSyntel Mock 2Ashutosh MauryaBelum ada peringkat
- POCLP010101 Wood PelletsDokumen1 halamanPOCLP010101 Wood PelletsPratiwi CocoBelum ada peringkat
- SD Mock TestDokumen35 halamanSD Mock TestSAPCertificationBelum ada peringkat
- Pellets Burner 6 00 Manual EnglishDokumen22 halamanPellets Burner 6 00 Manual EnglishTasos KachpanisBelum ada peringkat
- Ansi C37.72-1987 PDFDokumen25 halamanAnsi C37.72-1987 PDFIvanBelum ada peringkat