Anda mungkin juga menyukai
- New IELTS Writing Answer SheetDokumen4 halamanNew IELTS Writing Answer Sheetraaj2240% (5)
- IELTS Speaking and VocabularyDokumen111 halamanIELTS Speaking and VocabularyLong Ngo95% (38)
- BioChemistry PDFDokumen52 halamanBioChemistry PDFAmir AzizBelum ada peringkat
- Working With Abaqus CAEDokumen27 halamanWorking With Abaqus CAEAmir AzizBelum ada peringkat
- Solving Truss Problems With ABAQUSDokumen24 halamanSolving Truss Problems With ABAQUSRabee ShammasBelum ada peringkat
- Trig Cheat SheetDokumen4 halamanTrig Cheat Sheetapi-284574585Belum ada peringkat
- التحكم فى المواتير بالباور بوينتDokumen31 halamanالتحكم فى المواتير بالباور بوينتAmir AzizBelum ada peringkat
- Nile-Sat Channel List 2015Dokumen16 halamanNile-Sat Channel List 2015Aymen SaudBelum ada peringkat
- 70 Useful Sentences For Academic WritingDokumen3 halaman70 Useful Sentences For Academic WritingAmir AzizBelum ada peringkat
- التحكم فى المواتير بالباور بوينتDokumen31 halamanالتحكم فى المواتير بالباور بوينتAmir AzizBelum ada peringkat
- Axisymm TutorialDokumen15 halamanAxisymm TutorialRavi JainBelum ada peringkat
- Abaqus Truss TutorialDokumen20 halamanAbaqus Truss Tutorialjianglai2010Belum ada peringkat
- How To Study Effectively?: Set Small, Achievable GoalsDokumen16 halamanHow To Study Effectively?: Set Small, Achievable GoalsAmir AzizBelum ada peringkat
- Wireframe 3d PointsDokumen4 halamanWireframe 3d PointsmanufacturerBelum ada peringkat
- Abaqus - FEA of A Cantilevered BeamDokumen23 halamanAbaqus - FEA of A Cantilevered BeamIvanadoBelum ada peringkat
- Theories of Elastic FailureDokumen7 halamanTheories of Elastic FailureAmir Aziz100% (2)
- Plane Stress TutorialDokumen16 halamanPlane Stress TutorialtaniapalomaBelum ada peringkat
- Finite Element Analysis of a 2D Plane Truss in ABAQUSDokumen21 halamanFinite Element Analysis of a 2D Plane Truss in ABAQUSCông TuấnBelum ada peringkat
- Kim - 2010 - GraphenePolymer NanocompositesDokumen16 halamanKim - 2010 - GraphenePolymer NanocompositeshenokmebratieBelum ada peringkat
- Elastomer Based Composites Filled WithDokumen2 halamanElastomer Based Composites Filled WithAmir AzizBelum ada peringkat
- IELTS Writing Task 1: Line Graphs and Tables on Water UsageDokumen27 halamanIELTS Writing Task 1: Line Graphs and Tables on Water Usagefizyolog63100% (13)
- Effects of Multi Walled Carbon Nanotubes and PDFDokumen10 halamanEffects of Multi Walled Carbon Nanotubes and PDFAmir AzizBelum ada peringkat
- Carbon Nanotube Polymer Nanocomposites The Role of InterfacesDokumen21 halamanCarbon Nanotube Polymer Nanocomposites The Role of InterfacesAmir AzizBelum ada peringkat
- Methods of Surface Tension MeasurementsDokumen48 halamanMethods of Surface Tension MeasurementsAmir AzizBelum ada peringkat
- Jurnal Ceramic Matrix Composites Containing Carbon NanotubesDokumen50 halamanJurnal Ceramic Matrix Composites Containing Carbon NanotubessyaidahanjarBelum ada peringkat
- Hooke's LawDokumen6 halamanHooke's LawBabak RastifardBelum ada peringkat
- Carbon Nanotube Polymer Nanocomposites The Role of InterfacesDokumen21 halamanCarbon Nanotube Polymer Nanocomposites The Role of InterfacesAmir AzizBelum ada peringkat
- Strength TheoriesDokumen3 halamanStrength TheoriesAmol GhaisasBelum ada peringkat
- Failure TheoriesDokumen21 halamanFailure TheoriesMadhan Krishnamurthy100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Refference For Residual StressesDokumen18 halamanRefference For Residual Stressespavanmech42Belum ada peringkat
- Strength of Materials56Dokumen49 halamanStrength of Materials56Pranaya Nahak100% (1)
- ME2101E - Design Against Fatigue - BWDokumen26 halamanME2101E - Design Against Fatigue - BWZhang DunJieBelum ada peringkat
- Angle Section PropertiesDokumen9 halamanAngle Section PropertiesDaniyal AhmadBelum ada peringkat
- Design of circular water tank reinforcementDokumen20 halamanDesign of circular water tank reinforcementSourav Chandra83% (6)
- Strain Based Design of PipelineDokumen137 halamanStrain Based Design of PipelinejangdiniBelum ada peringkat
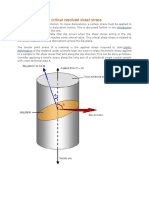
- Critical resolved shear stressDokumen2 halamanCritical resolved shear stressRekyBelum ada peringkat
- CE6302-Mechanics of Solids PDFDokumen15 halamanCE6302-Mechanics of Solids PDFsarre mamoudouBelum ada peringkat
- Design of UHPC Structural Members: Lessons Learned and ASTM Test RequirementsDokumen21 halamanDesign of UHPC Structural Members: Lessons Learned and ASTM Test RequirementsFabianBelum ada peringkat
- Shear stresses and shear centre analysisDokumen9 halamanShear stresses and shear centre analysisNithesh ShamBelum ada peringkat
- Tma Curve Interpre PDFDokumen4 halamanTma Curve Interpre PDFJulyanne RodriguesBelum ada peringkat
- Metal Forming Processes - Mechanical Engineering (MCQ) Questions and AnswersDokumen5 halamanMetal Forming Processes - Mechanical Engineering (MCQ) Questions and AnswersrahmaBelum ada peringkat
- ACL Aluglide engine bearings outperform competitorsDokumen4 halamanACL Aluglide engine bearings outperform competitorsTroy BauerBelum ada peringkat
- Direct Displacement-Based Design For Building With Passive Energy Dissipation SystemsDokumen13 halamanDirect Displacement-Based Design For Building With Passive Energy Dissipation Systemskelly delgadoBelum ada peringkat
- Understanding Sour Service Performance of Coiled Tubing After H2S ExposureDokumen12 halamanUnderstanding Sour Service Performance of Coiled Tubing After H2S ExposureMubeenBelum ada peringkat
- Chapter 9 Chemical Bonding IDokumen34 halamanChapter 9 Chemical Bonding IlidiaepBelum ada peringkat
- Thermodynamics Study Notes - Key Concepts & FormulasDokumen5 halamanThermodynamics Study Notes - Key Concepts & FormulasRoyAndrew GarciaBelum ada peringkat
- © 2020 Dr. Mesay ADokumen60 halaman© 2020 Dr. Mesay AAdane MinuyeBelum ada peringkat
- Efficient Photocatalytic Oxidation of VOCs Using ZnO@Au NanoparticlesDokumen25 halamanEfficient Photocatalytic Oxidation of VOCs Using ZnO@Au NanoparticlesTERRY ZHANGBelum ada peringkat
- Chapter 7 Analysis of Stress and StrainDokumen18 halamanChapter 7 Analysis of Stress and StrainMohammad Asif KabirBelum ada peringkat
- Simplified Methods of Analysis for Bridge Load DistributionDokumen69 halamanSimplified Methods of Analysis for Bridge Load Distributionolimpiu_muresanBelum ada peringkat
- 2018 Tutorial - Heat and Thermodynamics (MCQ)Dokumen7 halaman2018 Tutorial - Heat and Thermodynamics (MCQ)Mmeli NtwanaYebhoza DubeBelum ada peringkat
- Conducting Polymers - A Comprehensive Review On Recent Advances in Synthesis, Properties and ApplicationsDokumen39 halamanConducting Polymers - A Comprehensive Review On Recent Advances in Synthesis, Properties and Applicationssue1001100% (2)
- Engineering Metallurgy NotesDokumen89 halamanEngineering Metallurgy NotesYuvaraja Yuva100% (1)
- Deflection of Curved BarsDokumen12 halamanDeflection of Curved Barsfahmie722140% (5)
- 吊耳计算Dokumen4 halaman吊耳计算huangjlBelum ada peringkat
- Multimedia PDFDokumen15 halamanMultimedia PDFRonan AlmedaBelum ada peringkat
- Ceramic Os Ingenieria Parte 2Dokumen270 halamanCeramic Os Ingenieria Parte 2Said LopezBelum ada peringkat
- 2-Excellent Chemistry Assignment The Solid StatesDokumen5 halaman2-Excellent Chemistry Assignment The Solid StatesSachin B SBelum ada peringkat
- LONG-TERM DEFLECTIONS IN COMPOSITE SLABS - GholamhoseiniDokumen8 halamanLONG-TERM DEFLECTIONS IN COMPOSITE SLABS - Gholamhoseinikhemindra narainBelum ada peringkat