Anda mungkin juga menyukai
- Ethanol Tank Fire Incident ReportDokumen20 halamanEthanol Tank Fire Incident ReportN P Srinivasarao100% (1)
- Risk Based SafetyDokumen6 halamanRisk Based Safetysalman ahmedBelum ada peringkat
- Managing Double Jeopardy in Process Hazard Analysis - Allison de ManDokumen9 halamanManaging Double Jeopardy in Process Hazard Analysis - Allison de ManJay JayBelum ada peringkat
- Standart Anzi Eyewash PDFDokumen12 halamanStandart Anzi Eyewash PDFDwiki Yanuar Ramadhan100% (1)
- CSB PM - Investigation of Explosion and Fire BP Texas City RefineryDokumen77 halamanCSB PM - Investigation of Explosion and Fire BP Texas City Refineryrieza_fBelum ada peringkat
- 5245 PDFDokumen367 halaman5245 PDFShanthi Selvam100% (1)
- Chemical Reaction Hazard Identification and Evaluation: Taking The First StepsDokumen10 halamanChemical Reaction Hazard Identification and Evaluation: Taking The First StepsRamkrishna PatelBelum ada peringkat
- Inherent SafetyDokumen50 halamanInherent SafetyChing-Liang ChenBelum ada peringkat
- Guidelines for Investigating Chemical Process IncidentsDari EverandGuidelines for Investigating Chemical Process IncidentsBelum ada peringkat
- Guidelines for Integrating Management Systems and Metrics to Improve Process Safety PerformanceDari EverandGuidelines for Integrating Management Systems and Metrics to Improve Process Safety PerformanceBelum ada peringkat
- Trevor Kletz-Learning From Accidents-Gulf Professional (2001)Dokumen156 halamanTrevor Kletz-Learning From Accidents-Gulf Professional (2001)Raju100% (1)
- Process Safety AccidentsDokumen44 halamanProcess Safety Accidentskanakarao1100% (2)
- Inherent Safety at Chemical Sites: Reducing Vulnerability to Accidents and Terrorism Through Green ChemistryDari EverandInherent Safety at Chemical Sites: Reducing Vulnerability to Accidents and Terrorism Through Green ChemistryBelum ada peringkat
- Process Safety StudyDokumen33 halamanProcess Safety Studyadilmomin45100% (3)
- HAZOPDokumen3 halamanHAZOPalexanderBelum ada peringkat
- Chemical Exposure IndexDokumen23 halamanChemical Exposure IndexwankartikaBelum ada peringkat
- HAZOP Study On Heavy Water Research Reactor Cooling SystemDokumen6 halamanHAZOP Study On Heavy Water Research Reactor Cooling SystemKristomiDerMarine-IngenieurBelum ada peringkat
- LOPA DefinitionDokumen49 halamanLOPA DefinitionbtjajadiBelum ada peringkat
- Pipeline Geo ScienceDokumen12 halamanPipeline Geo Sciencelokeshkumar_mBelum ada peringkat
- 4 Metrics Every Safety Scorecard NeedsDokumen13 halaman4 Metrics Every Safety Scorecard Needsebgsegura100% (1)
- A New Approach to HAZOP of Complex Chemical ProcessesDari EverandA New Approach to HAZOP of Complex Chemical ProcessesBelum ada peringkat
- Recognizing Catastrophic Incident Warning Signs in the Process IndustriesDari EverandRecognizing Catastrophic Incident Warning Signs in the Process IndustriesBelum ada peringkat
- Guidelines for Defining Process Safety Competency RequirementsDari EverandGuidelines for Defining Process Safety Competency RequirementsPenilaian: 3 dari 5 bintang3/5 (1)
- Chemical Process Safety: Fundamentals and ApplicationsDokumen48 halamanChemical Process Safety: Fundamentals and ApplicationsIbtida Sultana67% (3)
- Inherently Safer Chemical Processes: A Life Cycle ApproachDari EverandInherently Safer Chemical Processes: A Life Cycle ApproachPenilaian: 5 dari 5 bintang5/5 (1)
- Pompa GrundfosDokumen145 halamanPompa GrundfosIulian IonBelum ada peringkat
- WWW - Hse.gov - Uk Comah Buncefield Bstgfinalreport PDFDokumen118 halamanWWW - Hse.gov - Uk Comah Buncefield Bstgfinalreport PDFhulmanBelum ada peringkat
- Failure Scenarios For VesselsDokumen24 halamanFailure Scenarios For VesselsJim WesnorBelum ada peringkat
- Is All Safety-Critical Equipment Critical To SafetyDokumen6 halamanIs All Safety-Critical Equipment Critical To SafetyLi QiBelum ada peringkat
- Handbook of Chemical Process Hazardous Material. (Object XMLDocument)Dokumen93 halamanHandbook of Chemical Process Hazardous Material. (Object XMLDocument)amo100% (1)
- Managers Guide To PSM - January 2006Dokumen10 halamanManagers Guide To PSM - January 2006rw992049Belum ada peringkat
- Essential Practices for Creating, Strengthening, and Sustaining Process Safety CultureDari EverandEssential Practices for Creating, Strengthening, and Sustaining Process Safety CultureBelum ada peringkat
- HSE REMINDER-March 2012-Plant Turnaround SafetyDokumen1 halamanHSE REMINDER-March 2012-Plant Turnaround SafetyDarius DsouzaBelum ada peringkat
- BOw TIeDokumen10 halamanBOw TIeDave C100% (1)
- SWP Bypassing Critical Protections GuidelinesDokumen10 halamanSWP Bypassing Critical Protections Guidelinesesakkiraj1590100% (1)
- 09 COMAH GuidanceDokumen8 halaman09 COMAH GuidanceSaad GhouriBelum ada peringkat
- 1 PDFDokumen8 halaman1 PDFDrina20040% (1)
- DEKRA Process Safety Experts for Risk Management and Safety ComplianceDokumen8 halamanDEKRA Process Safety Experts for Risk Management and Safety ComplianceNishir Shah100% (1)
- Case Study: Barton SolventsDokumen14 halamanCase Study: Barton SolventsVan Sot100% (1)
- Pioneer Deh 1450ubDokumen61 halamanPioneer Deh 1450ubluchoprado33% (3)
- Introduction To Inherently Safer DesignDokumen15 halamanIntroduction To Inherently Safer DesignJP_Bourke100% (1)
- Process Safety Enhancement in Chemical Plant Design by Exploiting Accident KnowledgeDokumen88 halamanProcess Safety Enhancement in Chemical Plant Design by Exploiting Accident KnowledgeAnonymous ocCa18RBelum ada peringkat
- Quantitative Risk Assessment in ChevronDokumen23 halamanQuantitative Risk Assessment in ChevronMani KumarBelum ada peringkat
- Astrological Cycle Based Models in Timing Solution PDFDokumen9 halamanAstrological Cycle Based Models in Timing Solution PDFanalystbank100% (2)
- Guidelines for Determining the Probability of Ignition of a Released Flammable MassDari EverandGuidelines for Determining the Probability of Ignition of a Released Flammable MassBelum ada peringkat
- Megaplex2100 ManualDokumen326 halamanMegaplex2100 Manualashraf.rahim139Belum ada peringkat
- Paper - Arco Channelview Texas Explotion 1990Dokumen12 halamanPaper - Arco Channelview Texas Explotion 1990Ruby0% (1)
- Hopkins Thinking About Process Safety IndicatorsDokumen16 halamanHopkins Thinking About Process Safety Indicatorsbinapaniki6520100% (1)
- 07 - Mechanical IntegrityDokumen2 halaman07 - Mechanical IntegritysarifinBelum ada peringkat
- The 1989 Phillips Disaster (Pasedena)Dokumen4 halamanThe 1989 Phillips Disaster (Pasedena)guruBelum ada peringkat
- IChemE - LPB 117-1994 - Flixborough 20 Years OnDokumen3 halamanIChemE - LPB 117-1994 - Flixborough 20 Years Onsl1828100% (1)
- HSE - Loss Prevention in The Petrochemical and Chemical-Process High-Tech Industries in TaiwanDokumen8 halamanHSE - Loss Prevention in The Petrochemical and Chemical-Process High-Tech Industries in TaiwanLandryBelum ada peringkat
- IOSH Magazine 2018 MayDokumen60 halamanIOSH Magazine 2018 MayGivan A TotBelum ada peringkat
- Useful tips for successful HAZOP studiesDokumen10 halamanUseful tips for successful HAZOP studiesDesiree MolinaBelum ada peringkat
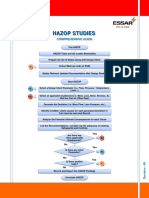
- HAZOP Studies GuideDokumen4 halamanHAZOP Studies GuideMRITYUNJOY GUPTABelum ada peringkat
- HazopDokumen5 halamanHazopMohammed KhatibBelum ada peringkat
- Case Study Human Factors - Alarm Failure - Risk ReductionDokumen8 halamanCase Study Human Factors - Alarm Failure - Risk ReductionMuhammad TaufikBelum ada peringkat
- TN 015 Overrides 15Dokumen8 halamanTN 015 Overrides 15Luis SantosBelum ada peringkat
- (A) H&S LegislationDokumen4 halaman(A) H&S LegislationArran DaviesBelum ada peringkat
- Why Process Safety Management Audits FailDokumen6 halamanWhy Process Safety Management Audits Failkanakarao1Belum ada peringkat
- HAZOP Tutorial: Figure 1. Select Equipment and Process ParameterDokumen9 halamanHAZOP Tutorial: Figure 1. Select Equipment and Process ParameterRangarirai MuswereBelum ada peringkat
- True Cause of Flixborough To Be Revealed After 26 YearsDokumen2 halamanTrue Cause of Flixborough To Be Revealed After 26 YearsMaster22Belum ada peringkat
- Excellence in Pressure Relief Systems Management - Marshall Et Al - 2011Dokumen11 halamanExcellence in Pressure Relief Systems Management - Marshall Et Al - 2011Yousef ABelum ada peringkat
- Psra TQ BH 1 KM I7 RR8 GLLV 2 ZTW HX3 Oo AMS2 F Ie 6 TMB NKTDokumen12 halamanPsra TQ BH 1 KM I7 RR8 GLLV 2 ZTW HX3 Oo AMS2 F Ie 6 TMB NKTlokeshkumar_mBelum ada peringkat
- Floating Production Storage Offloading FacilityDokumen1 halamanFloating Production Storage Offloading Facilitylokeshkumar_mBelum ada peringkat
- M Thesis PDFDokumen110 halamanM Thesis PDFMaria RubieBelum ada peringkat
- Stats of JapanDokumen212 halamanStats of JapanNakjaksonBelum ada peringkat
- Fact Sheet DR NoamanDokumen4 halamanFact Sheet DR Noamanlokeshkumar_mBelum ada peringkat
- Mapping Report d2 Offshore PDFDokumen40 halamanMapping Report d2 Offshore PDFElhamy M. SobhyBelum ada peringkat
- EagleBurgmann - B-OGE - E3 - Sealing Competence Oil and Gas Industry - EN - 14.11.2016Dokumen24 halamanEagleBurgmann - B-OGE - E3 - Sealing Competence Oil and Gas Industry - EN - 14.11.2016lokeshkumar_mBelum ada peringkat
- The Deficient Harvesting Rainwater System in Kuala Lumpur and The Human-Made Water Pollution ConditionsDokumen8 halamanThe Deficient Harvesting Rainwater System in Kuala Lumpur and The Human-Made Water Pollution Conditionslokeshkumar_mBelum ada peringkat
- 61dc31cad144a420370a0c5e00ad34afDokumen1 halaman61dc31cad144a420370a0c5e00ad34aflokeshkumar_mBelum ada peringkat
- A Non-Ideal HydrateDokumen382 halamanA Non-Ideal Hydratelokeshkumar_mBelum ada peringkat
- Academic Calendar 2014-15 (Ver.1.1) PDFDokumen1 halamanAcademic Calendar 2014-15 (Ver.1.1) PDFAshish SinghalBelum ada peringkat
- Profile of Key L&TG PersonnelDokumen6 halamanProfile of Key L&TG Personnellokeshkumar_mBelum ada peringkat
- 9 CFD in Subsea ProdDokumen17 halaman9 CFD in Subsea Prodlokeshkumar_mBelum ada peringkat
- Deepwater Technology OverviewDokumen93 halamanDeepwater Technology Overviewlokeshkumar_mBelum ada peringkat
- Oil DrillingDokumen25 halamanOil Drillinglokeshkumar_mBelum ada peringkat
- Fluid Dynamics Lecture 3Dokumen10 halamanFluid Dynamics Lecture 3lokeshkumar_mBelum ada peringkat
- Integration Formulas: 1. Common IntegralsDokumen5 halamanIntegration Formulas: 1. Common IntegralssiegherrBelum ada peringkat
- Sunnxt AppDokumen8 halamanSunnxt ApppsiphoniphoneBelum ada peringkat
- ZJ 5780s Instruction BookDokumen102 halamanZJ 5780s Instruction BookRATSITOHARA EricBelum ada peringkat
- 2021 Anna University RegulationsDokumen415 halaman2021 Anna University RegulationsThamarai KannanBelum ada peringkat
- ZXSM-2500E Specification SummaryDokumen65 halamanZXSM-2500E Specification SummarysarfrazatiqBelum ada peringkat
- Function X - A Universal Decentralized InternetDokumen24 halamanFunction X - A Universal Decentralized InternetrahmahBelum ada peringkat
- Assignment 4Dokumen2 halamanAssignment 4SARISHA BIDAWATKABelum ada peringkat
- Ericsson Ethernet Jumbo FramesDokumen18 halamanEricsson Ethernet Jumbo Framesmbuh_meongBelum ada peringkat
- Tyre Pressure Monitoring System With CompressorDokumen10 halamanTyre Pressure Monitoring System With CompressorIJRASETPublicationsBelum ada peringkat
- Assignment 2Dokumen2 halamanAssignment 2ni60Belum ada peringkat
- IPC-6012B Table of Contents: About 261,000 Results (0.47 Seconds)Dokumen2 halamanIPC-6012B Table of Contents: About 261,000 Results (0.47 Seconds)Moganraj MunusamyBelum ada peringkat
- Ex407 PDFDokumen5 halamanEx407 PDFatluis82Belum ada peringkat
- LCD TV: Service ManualDokumen36 halamanLCD TV: Service ManualВладислав РусинBelum ada peringkat
- Medical Image ProcessingDokumen24 halamanMedical Image ProcessingInjeti satish kumarBelum ada peringkat
- Solving LCM HCF Remainder ProblemsDokumen10 halamanSolving LCM HCF Remainder ProblemshadhaiBelum ada peringkat
- FDDI Computer Network Standard for 100Mbps Dual Ring TopologyDokumen16 halamanFDDI Computer Network Standard for 100Mbps Dual Ring TopologyRam ChandruBelum ada peringkat
- Wind Turbine Generator SoftwareDokumen3 halamanWind Turbine Generator SoftwareamitBelum ada peringkat
- Lesson 7Dokumen42 halamanLesson 7Nithya NairBelum ada peringkat
- MATHEMATICS IN THE MODERN WORLD Activity 1Dokumen4 halamanMATHEMATICS IN THE MODERN WORLD Activity 1Ana Marie ValenzuelaBelum ada peringkat
- Post Graduate Course Software Systems Iiit HyderabadDokumen20 halamanPost Graduate Course Software Systems Iiit HyderabadLipun SwainBelum ada peringkat
- Sandip University: End Semester Examinations-June 2021Dokumen1 halamanSandip University: End Semester Examinations-June 2021Industrial Training Institute ITI,SilvassaBelum ada peringkat
- Biometrics 1Dokumen26 halamanBiometrics 1Naman JainBelum ada peringkat
- Tugas No. 1: Pengurutan AngkaDokumen11 halamanTugas No. 1: Pengurutan AngkaLia NamikazeBelum ada peringkat
- BDDokumen3.102 halamanBDtedy yidegBelum ada peringkat
- Marrow E4 FMT 2Dokumen151 halamanMarrow E4 FMT 2Cherry KolaBelum ada peringkat
- 4 - Global Optimization For Bus Line Timetable Setting ProblemDokumen10 halaman4 - Global Optimization For Bus Line Timetable Setting ProblemBaran BaranyBelum ada peringkat
- High Content ScreeningDokumen10 halamanHigh Content Screeningdevesh.hsBelum ada peringkat
- Writing data to Cloud Bigtable - code samplesDokumen4 halamanWriting data to Cloud Bigtable - code samplesJo bookingBelum ada peringkat