Anda mungkin juga menyukai
- Modification Methods of Blank Pistols in Turkey in 2006 PDF FreeDokumen5 halamanModification Methods of Blank Pistols in Turkey in 2006 PDF FreeNorman RosekransBelum ada peringkat
- Hot Wire Manchine - User Manual-ENDokumen41 halamanHot Wire Manchine - User Manual-ENZoliBelum ada peringkat
- Knife AnatomyDokumen7 halamanKnife AnatomyErwin BergsBelum ada peringkat
- Magazine Compatibility Chart GuideDokumen4 halamanMagazine Compatibility Chart Guidecloudman81Belum ada peringkat
- V3 ECM Tutorial v1.0Dokumen40 halamanV3 ECM Tutorial v1.0lmkkilo3Belum ada peringkat
- EASSON ES 8A DRO User Manual PDFDokumen114 halamanEASSON ES 8A DRO User Manual PDFJulio CezarBelum ada peringkat
- Ruger Mark IV Tactical Spec SheetDokumen1 halamanRuger Mark IV Tactical Spec SheetAmmoLand Shooting Sports NewsBelum ada peringkat
- Complete Encyclopedia of Knives PDFDokumen5 halamanComplete Encyclopedia of Knives PDFVictor Bawerk0% (1)
- Types of Firearm ActionsDokumen3 halamanTypes of Firearm ActionssharlynfaithloquireBelum ada peringkat
- cz452-453 en PDFDokumen20 halamancz452-453 en PDFAbdullah AlhmeedBelum ada peringkat
- Winchester Model 9422 Lever Action Rifle Owner's Manual: LicenseeDokumen0 halamanWinchester Model 9422 Lever Action Rifle Owner's Manual: Licenseecarlosfanjul1Belum ada peringkat
- Ruger LCP II Pistol SpecsDokumen1 halamanRuger LCP II Pistol SpecsAmmoLand Shooting Sports News100% (1)
- Butterfly KnifeDokumen5 halamanButterfly KnifeYousef Al HessiBelum ada peringkat
- Making A KnifeDokumen12 halamanMaking A KnifeAurel Garceava100% (2)
- The Precision Rifle Made in BavariaDokumen8 halamanThe Precision Rifle Made in BavariaThomas WiesnerBelum ada peringkat
- 12 Silencers - HTMDokumen4 halaman12 Silencers - HTMreeder45960Belum ada peringkat
- Thomas R Bender A California Knife MakerDokumen6 halamanThomas R Bender A California Knife MakerTwobirds Flying PublicationsBelum ada peringkat
- Welding SymbolsDokumen17 halamanWelding SymbolsJustine WilliamsBelum ada peringkat
- How To Tie Knots: What We DoDokumen13 halamanHow To Tie Knots: What We DoGingko27Belum ada peringkat
- Us 20060101695Dokumen11 halamanUs 20060101695galak12001Belum ada peringkat
- Escort Instruction Manual GBDokumen20 halamanEscort Instruction Manual GBRob Marley100% (1)
- Saiga 12 Shotgun Custom Order Form: About YOUDokumen3 halamanSaiga 12 Shotgun Custom Order Form: About YOURobert MonsonBelum ada peringkat
- WeaponDokumen29 halamanWeaponangelic hans100% (1)
- Homemade CNCDokumen1 halamanHomemade CNCfrankieb99Belum ada peringkat
- Pocket Pistol Comparison ChartDokumen3 halamanPocket Pistol Comparison ChartAaron Hellrung100% (1)
- Panbrake PDFDokumen39 halamanPanbrake PDFluisimtzBelum ada peringkat
- 2018 Kershaw Knives CatalogDokumen88 halaman2018 Kershaw Knives CatalogBaskees, LLCBelum ada peringkat
- GLOCK Parts Order Form SEODokumen7 halamanGLOCK Parts Order Form SEODante DeAngelisBelum ada peringkat
- High Standard-MagazinesDokumen3 halamanHigh Standard-MagazinesBob WilliamsBelum ada peringkat
- Various Types of Mill CuttersDokumen6 halamanVarious Types of Mill CuttersKarthiBelum ada peringkat
- Building A Survival BatteryDokumen12 halamanBuilding A Survival BatteryMax DemasiBelum ada peringkat
- AR-7 Henry Repeating Arms Semi Auto 22LR Brochure PDFDokumen1 halamanAR-7 Henry Repeating Arms Semi Auto 22LR Brochure PDFLeonel Montilla100% (1)
- STEN / 76: 9mm Sub Machine Gun SuppressorDokumen6 halamanSTEN / 76: 9mm Sub Machine Gun SuppressorIngo QuanderBelum ada peringkat
- How To Make Your Own Silver Nitrate Standard SolutionsDokumen2 halamanHow To Make Your Own Silver Nitrate Standard SolutionsSarbast Khoshnaw0% (1)
- Run Away Brainz - DIY - How To Bend Aluminium The Easy Way With A Home Made BRDokumen32 halamanRun Away Brainz - DIY - How To Bend Aluminium The Easy Way With A Home Made BRJCM100% (1)
- Gun ManufacturingDokumen11 halamanGun ManufacturingTarun GuptaBelum ada peringkat
- PHS - 5.56mm ManualDokumen2 halamanPHS - 5.56mm ManualGriffin Armament SuppressorsBelum ada peringkat
- UZI PRO Pistol Operator Manual 08 011 05 09 30 - 1Dokumen60 halamanUZI PRO Pistol Operator Manual 08 011 05 09 30 - 1Ricardo C TorresBelum ada peringkat
- Checkmate TM 2013 .22lr Manual.Dokumen2 halamanCheckmate TM 2013 .22lr Manual.Griffin Armament SuppressorsBelum ada peringkat
- How To Wire An Arduino Based 3 Axis CNC MachineDokumen11 halamanHow To Wire An Arduino Based 3 Axis CNC MachineSetyo WidodoBelum ada peringkat
- Jgaurora A5 User Guide 201801Dokumen21 halamanJgaurora A5 User Guide 201801Katsumoto SanBelum ada peringkat
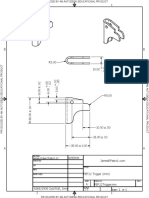
- PEP22 Trigger dimensionsDokumen1 halamanPEP22 Trigger dimensionskolas hernandezBelum ada peringkat
- Pep 22 Barrel MMDokumen1 halamanPep 22 Barrel MMkolas hernandezBelum ada peringkat
- Bolens Snowmobile Technical Specifications and Service ManualDokumen3 halamanBolens Snowmobile Technical Specifications and Service ManualPaul MartinBelum ada peringkat
- Basic Plane Blade Sharpening in MinutesDokumen3 halamanBasic Plane Blade Sharpening in MinutesJoshua HBelum ada peringkat
- m2 Machine Gun Safety Message 10-02Dokumen1 halamanm2 Machine Gun Safety Message 10-02Chander RamilBelum ada peringkat
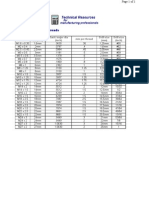
- Metric Tap Chart with Thread Sizes and Drill SizesDokumen1 halamanMetric Tap Chart with Thread Sizes and Drill SizessonytechoBelum ada peringkat
- Browning Machine Gun ManualDokumen35 halamanBrowning Machine Gun ManualjeffBelum ada peringkat
- Security Brochure 2019 PDFDokumen12 halamanSecurity Brochure 2019 PDFkaton antariksaBelum ada peringkat
- Ag-900 GunDokumen24 halamanAg-900 GunROMERJOSEBelum ada peringkat
- Chapter 3 - Bending Forming ShapingDokumen11 halamanChapter 3 - Bending Forming ShapingFrigeri FrigeriBelum ada peringkat
- Sword Making by Stock RemovalDokumen24 halamanSword Making by Stock RemovalmeBelum ada peringkat
- Tennis Ball Launching Crossbow PDFDokumen30 halamanTennis Ball Launching Crossbow PDFMarcelo Rovea SerresBelum ada peringkat
- Reverse Energy Bow Title OptimizationDokumen8 halamanReverse Energy Bow Title OptimizationDoukhoborBelum ada peringkat
- Knurling ToolDokumen5 halamanKnurling Tool4U6ogj8b9snylkslkn3nBelum ada peringkat
- Tuning The Pietta Part OneDokumen19 halamanTuning The Pietta Part Oneack67194771100% (2)
- Make A Toy Wood Gun That Shoots 9mm Brass Casings: Food Living Outside Play Technology WorkshopDokumen8 halamanMake A Toy Wood Gun That Shoots 9mm Brass Casings: Food Living Outside Play Technology WorkshopToeBelum ada peringkat
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Dari EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Penilaian: 5 dari 5 bintang5/5 (1)
- Business PlanDokumen52 halamanBusiness PlanAqeel MuftiBelum ada peringkat
- Final Answer SchemeDokumen9 halamanFinal Answer SchemeAqeel MuftiBelum ada peringkat
- GSCS MFL69306287 Topgun Eml Wo 01 190520Dokumen48 halamanGSCS MFL69306287 Topgun Eml Wo 01 190520Aqeel MuftiBelum ada peringkat
- EEE202 Lect22 PassiveFiltersDokumen12 halamanEEE202 Lect22 PassiveFiltersVidhya SagarBelum ada peringkat
- Review On Green ComputingDokumen3 halamanReview On Green ComputingAqeel MuftiBelum ada peringkat
- A Theory of Leadership For Quality - Lessons From TQM For Leadership Theory 1Dokumen8 halamanA Theory of Leadership For Quality - Lessons From TQM For Leadership Theory 1Aqeel MuftiBelum ada peringkat
- Chapter 1Dokumen50 halamanChapter 1Aqeel MuftiBelum ada peringkat
- Script VisumeDokumen1 halamanScript VisumeAqeel MuftiBelum ada peringkat
- Chapter 2Dokumen26 halamanChapter 2Aqeel MuftiBelum ada peringkat
- Financial ManagementDokumen1 halamanFinancial ManagementAqeel MuftiBelum ada peringkat
- Pulse Code ModulationDokumen13 halamanPulse Code ModulationAqeel MuftiBelum ada peringkat
- Review On Green ComputingDokumen3 halamanReview On Green ComputingAqeel MuftiBelum ada peringkat
- Product Description: How It WorkDokumen1 halamanProduct Description: How It WorkAqeel MuftiBelum ada peringkat
- Pulse Code ModulationDokumen13 halamanPulse Code ModulationAqeel MuftiBelum ada peringkat
- Data Cabling ReportDokumen7 halamanData Cabling ReportAqeel MuftiBelum ada peringkat
- Financial ManagementDokumen1 halamanFinancial ManagementAqeel MuftiBelum ada peringkat
- Processed Involve in Making KnivesDokumen5 halamanProcessed Involve in Making KnivesAqeel MuftiBelum ada peringkat
- UUM Article Review - Green Computing Saves EnergyDokumen4 halamanUUM Article Review - Green Computing Saves EnergyAqeel MuftiBelum ada peringkat
- Introduction To The CompanyDokumen3 halamanIntroduction To The CompanyAqeel Mufti0% (1)
- Types of Manufacturing SystemDokumen1 halamanTypes of Manufacturing SystemAqeel MuftiBelum ada peringkat
- Types of Manufacturing SystemDokumen1 halamanTypes of Manufacturing SystemAqeel MuftiBelum ada peringkat
- Total Productive MaintenanceDokumen1 halamanTotal Productive MaintenanceAqeel MuftiBelum ada peringkat
- Tutorial Topic 9 QuestionsDokumen3 halamanTutorial Topic 9 QuestionsAqeel MuftiBelum ada peringkat
- CyclingDokumen1 halamanCyclingAqeel MuftiBelum ada peringkat
- Child LabourDokumen10 halamanChild LabourAqeel MuftiBelum ada peringkat
- Cgpa Achivement: University of ExcellentDokumen13 halamanCgpa Achivement: University of ExcellentAqeel MuftiBelum ada peringkat
- Cgpa Achivement: University of ExcellentDokumen13 halamanCgpa Achivement: University of ExcellentAqeel MuftiBelum ada peringkat
- Wireless Network CategoryDokumen13 halamanWireless Network CategoryAqeel MuftiBelum ada peringkat
- Indian Textile Industry - DocgDokumen17 halamanIndian Textile Industry - DocgPuneet TandonBelum ada peringkat
- 5SL43407RC Datasheet enDokumen5 halaman5SL43407RC Datasheet enDiana Martinez SifuentesBelum ada peringkat
- Wind Load CompututationsDokumen31 halamanWind Load Compututationskim suarezBelum ada peringkat
- Evaporative Pre CoolerDokumen46 halamanEvaporative Pre CoolerLizbeth Ramirez AlanyaBelum ada peringkat
- Comb Manual IM 106 6888QSDokumen36 halamanComb Manual IM 106 6888QSsathish2829Belum ada peringkat
- E Voting Requirement EnggDokumen7 halamanE Voting Requirement EnggDeepak KulkarniBelum ada peringkat
- MEITRACK MVT100 User Guide V2.4Dokumen19 halamanMEITRACK MVT100 User Guide V2.4MeitrackBelum ada peringkat
- FD FX Brochure Update 072020Dokumen9 halamanFD FX Brochure Update 072020Alex PomaBelum ada peringkat
- The NT Insider: Writing Filters Is Hard WorkDokumen32 halamanThe NT Insider: Writing Filters Is Hard WorkOveja NegraBelum ada peringkat
- Control Valve and Steam Line PDFDokumen19 halamanControl Valve and Steam Line PDFRofi MuhammadBelum ada peringkat
- Phase Diagrams IntroductionDokumen76 halamanPhase Diagrams IntroductionGikiTopiBelum ada peringkat
- Brandt M FR Btd500blnDokumen74 halamanBrandt M FR Btd500blnStéphane JoussetBelum ada peringkat
- Grove GMK 4080Dokumen6 halamanGrove GMK 4080Deiver BarrazaBelum ada peringkat
- Catalogo DeltaDokumen2 halamanCatalogo DeltaHelena ChagasBelum ada peringkat
- NOX Reduction EPADokumen399 halamanNOX Reduction EPApartha6789Belum ada peringkat
- Android Tutorial - Broadcast ReceiversDokumen15 halamanAndroid Tutorial - Broadcast ReceiversTrieu Ngo HuyBelum ada peringkat
- Material Ease 20Dokumen7 halamanMaterial Ease 20Sorin RipaBelum ada peringkat
- Zw3d2022 Lite Vs Cadbro 2022Dokumen4 halamanZw3d2022 Lite Vs Cadbro 2022Carlos LimaBelum ada peringkat
- Wabco Air Suspension Compressor RepairDokumen3 halamanWabco Air Suspension Compressor RepairgarcolBelum ada peringkat
- Iso Dis 20283-4 2011Dokumen27 halamanIso Dis 20283-4 2011Ricardo RamirezBelum ada peringkat
- Contactor Cap Lc1dDokumen4 halamanContactor Cap Lc1dAlfiansyah Dharma Setia DjaketraBelum ada peringkat
- Mock Test Jee MainDokumen142 halamanMock Test Jee MainAkash Ghosh0% (1)
- 2019 Zeta Zwheel Catalogs PDFDokumen30 halaman2019 Zeta Zwheel Catalogs PDFSales One - Plusgrow - IndiaBelum ada peringkat
- 07 AlarmManagement enDokumen39 halaman07 AlarmManagement enLuis RodriguezBelum ada peringkat
- Zetron Model 30 Instruction Manual EarlyDokumen58 halamanZetron Model 30 Instruction Manual EarlyOscar EscobarBelum ada peringkat
- Textbook of Applied ElectronicsDokumen8 halamanTextbook of Applied Electronicsshehnasheh99Belum ada peringkat
- Insulation Castables Application Procedure - Rev-2 - PDFDokumen10 halamanInsulation Castables Application Procedure - Rev-2 - PDFNatarajan MurugesanBelum ada peringkat
- NPN Silicon Transistor: High Voltage Switch Mode ApplicationDokumen6 halamanNPN Silicon Transistor: High Voltage Switch Mode ApplicationManuel PradoBelum ada peringkat
- Study of Buffer Overflows and Keyloggers in The Linux Operating SystemDokumen8 halamanStudy of Buffer Overflows and Keyloggers in The Linux Operating Systemrobyrulz100% (1)
- HP w2007 w2007v SMDokumen75 halamanHP w2007 w2007v SMfeliBelum ada peringkat
- Infiltration Ventilation LeakageDokumen42 halamanInfiltration Ventilation LeakageBulut YildizBelum ada peringkat