Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Boardingpass CONSTANTINDokumen1 halamanBoardingpass CONSTANTINMihaela Christina PleteaBelum ada peringkat
- Do You Use The Internet To Do Your Shopping?Dokumen1 halamanDo You Use The Internet To Do Your Shopping?Mihaela Christina PleteaBelum ada peringkat
- Boardingpass VISINESCUDokumen1 halamanBoardingpass VISINESCUMihaela Christina PleteaBelum ada peringkat
- Boardingpass ISTRATEDokumen1 halamanBoardingpass ISTRATEMihaela Christina PleteaBelum ada peringkat
- Price List-ro-RO RTL Velocity February 2019Dokumen12 halamanPrice List-ro-RO RTL Velocity February 2019Mihaela Christina PleteaBelum ada peringkat
- مستند جديد 2019-04-28 11.47.44 - 20190428114756Dokumen3 halamanمستند جديد 2019-04-28 11.47.44 - 20190428114756Mihaela Christina PleteaBelum ada peringkat
- Boardingpass ZAFIUDokumen1 halamanBoardingpass ZAFIUMihaela Christina PleteaBelum ada peringkat
- Antalya 01 AugDokumen1 halamanAntalya 01 AugMihaela Christina PleteaBelum ada peringkat
- Cuprins 1Dokumen1 halamanCuprins 1Mihaela Christina PleteaBelum ada peringkat
- Act ConstitutivDokumen28 halamanAct ConstitutivMihaela Christina PleteaBelum ada peringkat
- Mechanical Recycling of PolymersDokumen2 halamanMechanical Recycling of PolymersMihaela Christina PleteaBelum ada peringkat
- Ball ValveDokumen12 halamanBall ValveMihaela Christina PleteaBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Dry Quenched Coke - Enabler To Enhance BF PerformanceDokumen26 halamanDry Quenched Coke - Enabler To Enhance BF PerformanceSatyamKumarBelum ada peringkat
- Chapter 26 - Electricity From Chemical ReactionsDokumen5 halamanChapter 26 - Electricity From Chemical Reactionst_anvBelum ada peringkat
- Alexa Riley - Transpiration LabDokumen7 halamanAlexa Riley - Transpiration Labapi-553676905Belum ada peringkat
- Rheology of suspensions and emulsions in pharmaceutical preparationsDokumen17 halamanRheology of suspensions and emulsions in pharmaceutical preparationsHaroon Rahim100% (3)
- DRAP Monthly Progress ReportDokumen7 halamanDRAP Monthly Progress ReportKhawaja AsadBelum ada peringkat
- ME 401 Homework 2 Problems Due April 11Dokumen2 halamanME 401 Homework 2 Problems Due April 11Ognjen Bobicic0% (3)
- Lab 1 PH Conductivity TurbidityDokumen4 halamanLab 1 PH Conductivity TurbiditySumit Priyam67% (3)
- Microstructure and Properties of AC HVAF Sprayed Ni60WC Composite Coating 2009 Journal of Alloys and CompoundsDokumen5 halamanMicrostructure and Properties of AC HVAF Sprayed Ni60WC Composite Coating 2009 Journal of Alloys and CompoundsastronotusBelum ada peringkat
- Fire Theory & Investigation ElementsDokumen15 halamanFire Theory & Investigation ElementsAccu Xii VhenzBelum ada peringkat
- Separation and Concentration Technologies in Food ProcessingDokumen84 halamanSeparation and Concentration Technologies in Food Processingjoenni hansBelum ada peringkat
- Solar System Model: Getting To Know Each OthersDokumen2 halamanSolar System Model: Getting To Know Each OthersHân Hứa GiaBelum ada peringkat
- CHE 202 TUTORIAL QUESTIONSDokumen6 halamanCHE 202 TUTORIAL QUESTIONSFawziyyah AgboolaBelum ada peringkat
- Lab Report 5 BMBDokumen6 halamanLab Report 5 BMBJennifer Driskell100% (1)
- Tom Mboya University College Exam Focuses on Inorganic Chemistry ConceptsDokumen4 halamanTom Mboya University College Exam Focuses on Inorganic Chemistry ConceptsEZEKIEL IGOGOBelum ada peringkat
- Spectrophotometric Analysis of A Commercial Aspirin TabletDokumen5 halamanSpectrophotometric Analysis of A Commercial Aspirin TabletHasan RajabBelum ada peringkat
- HT Chapter 03Dokumen13 halamanHT Chapter 03shamoonjamshedBelum ada peringkat
- Streamflow MeasurementDokumen49 halamanStreamflow MeasurementMUHAMMAD ILHAM ADZIM HAZMANBelum ada peringkat
- MME 295 Lec 5Dokumen20 halamanMME 295 Lec 5Fahim Faisal RaunaqBelum ada peringkat
- Smart Test Series: Q.1 Four Possible Answers A, B, C & D To Each Question Are Given. Circle The Correct One. (20x1 20)Dokumen2 halamanSmart Test Series: Q.1 Four Possible Answers A, B, C & D To Each Question Are Given. Circle The Correct One. (20x1 20)faisal maqboolBelum ada peringkat
- Universal Gravitation Lab 121Dokumen2 halamanUniversal Gravitation Lab 121Dino TremblayBelum ada peringkat
- Alkalinity and Acidity ExperimentDokumen4 halamanAlkalinity and Acidity ExperimentSaivenkateshBantupalliBelum ada peringkat
- Amount of Substance 4: © WWW - CHEMSHEETS.co - Uk 08-April-2020 Chemsheets AS 1247 1Dokumen4 halamanAmount of Substance 4: © WWW - CHEMSHEETS.co - Uk 08-April-2020 Chemsheets AS 1247 1Ahmad RazaBelum ada peringkat
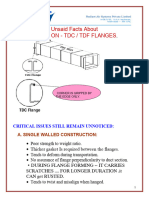
- Unsung Science of TDF FlangeDokumen3 halamanUnsung Science of TDF FlangeSandeep GalhotraBelum ada peringkat
- Formation of Integral Skin Polyurethane FoamsDokumen11 halamanFormation of Integral Skin Polyurethane FoamsHariHaran RajendranBelum ada peringkat
- CH 10Dokumen34 halamanCH 10hirenpatel_universalBelum ada peringkat
- Tabelul Periodic - Google SearchDokumen1 halamanTabelul Periodic - Google SearchMariaBelum ada peringkat
- TID 1 Microbial Monitoring Strategies Oct 2015 V1.1Dokumen21 halamanTID 1 Microbial Monitoring Strategies Oct 2015 V1.1chemjesuBelum ada peringkat
- Unit 10 Properties and Applications of Engineering MaterialsDokumen12 halamanUnit 10 Properties and Applications of Engineering MaterialsRavishanker Baliga0% (1)
- BIOCHEMISTRY CARBOHYDRATESDokumen100 halamanBIOCHEMISTRY CARBOHYDRATESJiezl Abellano AfinidadBelum ada peringkat
- Ionic ManualDokumen44 halamanIonic ManualSelvakumar NatarajanBelum ada peringkat