Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Focus Charting of FDokumen12 halamanFocus Charting of FRobert Rivas0% (2)
- Abnormal PsychologyDokumen13 halamanAbnormal PsychologyBai B. UsmanBelum ada peringkat
- Applications of Ladder DiagramsDokumen16 halamanApplications of Ladder DiagramsSundar SivamBelum ada peringkat
- Organisational ChangeDokumen209 halamanOrganisational ChangeSasirekha89% (27)
- Rapid Prototyping Using 3-D WeldingDokumen11 halamanRapid Prototyping Using 3-D WeldingSundar SivamBelum ada peringkat
- Sheetmetal FormingDokumen158 halamanSheetmetal FormingSundar SivamBelum ada peringkat
- Mechanical Properties of Laser Welded Dual-Phase Steel JointsDokumen117 halamanMechanical Properties of Laser Welded Dual-Phase Steel JointsSundar SivamBelum ada peringkat
- BustionDokumen31 halamanBustionSundar SivamBelum ada peringkat
- 1Dokumen27 halaman1Sundar SivamBelum ada peringkat
- Algebra. Equations. Solving Quadratic Equations B PDFDokumen1 halamanAlgebra. Equations. Solving Quadratic Equations B PDFRoberto CastroBelum ada peringkat
- Mathematics Paper 1 TZ2 HLDokumen16 halamanMathematics Paper 1 TZ2 HLPavlos StavropoulosBelum ada peringkat
- Trudy Scott Amino-AcidsDokumen35 halamanTrudy Scott Amino-AcidsPreeti100% (5)
- Predictive Tools For AccuracyDokumen19 halamanPredictive Tools For AccuracyVinod Kumar Choudhry93% (15)
- Bfhi Poster A2Dokumen1 halamanBfhi Poster A2api-423864945Belum ada peringkat
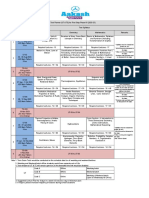
- UT & TE Planner - AY 2023-24 - Phase-01Dokumen1 halamanUT & TE Planner - AY 2023-24 - Phase-01Atharv KumarBelum ada peringkat
- STAFFINGDokumen6 halamanSTAFFINGSaloni AgrawalBelum ada peringkat
- Win Tensor-UserGuide Optimization FunctionsDokumen11 halamanWin Tensor-UserGuide Optimization FunctionsadetriyunitaBelum ada peringkat
- Marketing PlanDokumen41 halamanMarketing PlanMark AbainzaBelum ada peringkat
- Clinincal Decision Support SystemDokumen10 halamanClinincal Decision Support Systemم. سهير عبد داؤد عسىBelum ada peringkat
- FMEA 4th BOOK PDFDokumen151 halamanFMEA 4th BOOK PDFLuis Cárdenas100% (2)
- The Preparedness of The Data Center College of The Philippines To The Flexible Learning Amidst Covid-19 PandemicDokumen16 halamanThe Preparedness of The Data Center College of The Philippines To The Flexible Learning Amidst Covid-19 PandemicInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- Karly Hanson RèsumèDokumen1 halamanKarly Hanson RèsumèhansonkarlyBelum ada peringkat
- BedDokumen17 halamanBedprasadum2321Belum ada peringkat
- Concentrating Partial Entanglement by Local OperationsDokumen21 halamanConcentrating Partial Entanglement by Local OperationsbhpliaoBelum ada peringkat
- Mathsnacks05 InfiniteDokumen1 halamanMathsnacks05 Infiniteburkard.polsterBelum ada peringkat
- Thesis FulltextDokumen281 halamanThesis FulltextEvgenia MakantasiBelum ada peringkat
- Thomas E. Skidmore-The Politics of Military Rule in Brazil, 1964-1985-Oxford University Press, USA (1988) PDFDokumen433 halamanThomas E. Skidmore-The Politics of Military Rule in Brazil, 1964-1985-Oxford University Press, USA (1988) PDFMarcelo Ramos100% (2)
- A&P: The Digestive SystemDokumen79 halamanA&P: The Digestive SystemxiaoBelum ada peringkat
- Ghalib TimelineDokumen2 halamanGhalib Timelinemaryam-69Belum ada peringkat
- Serological and Molecular DiagnosisDokumen9 halamanSerological and Molecular DiagnosisPAIRAT, Ella Joy M.Belum ada peringkat
- Julie Jacko - Professor of Healthcare InformaticsDokumen1 halamanJulie Jacko - Professor of Healthcare InformaticsjuliejackoBelum ada peringkat
- Edc Quiz 2Dokumen2 halamanEdc Quiz 2Tilottama DeoreBelum ada peringkat
- "What Is A Concept Map?" by (Novak & Cañas, 2008)Dokumen4 halaman"What Is A Concept Map?" by (Novak & Cañas, 2008)WanieBelum ada peringkat
- Accounting 110: Acc110Dokumen19 halamanAccounting 110: Acc110ahoffm05100% (1)
- Quarter: FIRST Week: 2: Ballecer ST., Central Signal, Taguig CityDokumen2 halamanQuarter: FIRST Week: 2: Ballecer ST., Central Signal, Taguig CityIRIS JEAN BRIAGASBelum ada peringkat
- Paediatrica Indonesiana: Sumadiono, Cahya Dewi Satria, Nurul Mardhiah, Grace Iva SusantiDokumen6 halamanPaediatrica Indonesiana: Sumadiono, Cahya Dewi Satria, Nurul Mardhiah, Grace Iva SusantiharnizaBelum ada peringkat
- Exercise 1-3Dokumen9 halamanExercise 1-3Patricia MedinaBelum ada peringkat