Anda mungkin juga menyukai
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsDari EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsBelum ada peringkat
- Study of a reluctance magnetic gearbox for energy storage system applicationDari EverandStudy of a reluctance magnetic gearbox for energy storage system applicationPenilaian: 1 dari 5 bintang1/5 (1)
- DC Motor Brush Life White PaperDokumen11 halamanDC Motor Brush Life White PaperHamza TaherBelum ada peringkat
- Maintenance of Brushes and Commutators 2 enDokumen14 halamanMaintenance of Brushes and Commutators 2 enSavitha VinayBelum ada peringkat
- Commutator Patina PDFDokumen3 halamanCommutator Patina PDFoctavianodavalosBelum ada peringkat
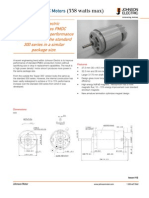
- Low-Voltage PMDC Motors 338 WattsDokumen20 halamanLow-Voltage PMDC Motors 338 WattscharlierockerBelum ada peringkat
- 4 Clark Magnomatics OperaEUGM2014Dokumen58 halaman4 Clark Magnomatics OperaEUGM2014Huynh Thanh AnhBelum ada peringkat
- Motor Comparison Thru Flow Vacuum Cleaning - Motor Is Contained in A Sealed Motor CompartmentDokumen4 halamanMotor Comparison Thru Flow Vacuum Cleaning - Motor Is Contained in A Sealed Motor CompartmenttylerdurdaneBelum ada peringkat
- CAT DC Motors en PDFDokumen38 halamanCAT DC Motors en PDFAriss RahmannBelum ada peringkat
- Vacuum Cleaners Market Review & Advertising ProposalDokumen46 halamanVacuum Cleaners Market Review & Advertising ProposalvliffBelum ada peringkat
- Universal Motors: Presented by Meraj WarsiDokumen13 halamanUniversal Motors: Presented by Meraj WarsiMeraj WarsiBelum ada peringkat
- Design ReportDokumen14 halamanDesign ReportJonathan King100% (2)
- Motors Ametek Tech Cross Ref PDFDokumen19 halamanMotors Ametek Tech Cross Ref PDFYe Alhadar0% (1)
- Evaluating Carpet Embedded Dirt Removal Effectiveness of Residential Central Vacuum Cleaning SystemsDokumen16 halamanEvaluating Carpet Embedded Dirt Removal Effectiveness of Residential Central Vacuum Cleaning SystemsAlevj Db100% (1)
- Technical Reference: SubjectDokumen18 halamanTechnical Reference: SubjectPeter DyckBelum ada peringkat
- Wound Rotor Motor TestingDokumen5 halamanWound Rotor Motor Testingbige1911Belum ada peringkat
- Bearing Current in VFD Fed MotorDokumen24 halamanBearing Current in VFD Fed Motormarn-in2501Belum ada peringkat
- Commutator - Failure AnalysisDokumen1 halamanCommutator - Failure AnalysiscarlrvdvBelum ada peringkat
- CleanerDokumen43 halamanCleanersaurbh dubeyBelum ada peringkat
- Lecture27 - PM-DC Brushless and PM-AC Synchronous Machines PDFDokumen18 halamanLecture27 - PM-DC Brushless and PM-AC Synchronous Machines PDFSalih InceBelum ada peringkat
- EduCenter - February 2017Dokumen12 halamanEduCenter - February 2017The Myanmar TimesBelum ada peringkat
- Average Synchronous Torque of Synchronous Machines, With Particular Reference To Reluctance MachinesDokumen3 halamanAverage Synchronous Torque of Synchronous Machines, With Particular Reference To Reluctance MachinesAbhishek AgarwalBelum ada peringkat
- Analysis of Commutation in DC MachinesDokumen57 halamanAnalysis of Commutation in DC Machinesagnostic07Belum ada peringkat
- End Winding Vibration Hydro GeneratorDokumen5 halamanEnd Winding Vibration Hydro Generatorpatel chandramaniBelum ada peringkat
- Mechanical Pumps For Vacuum ProcessingDokumen10 halamanMechanical Pumps For Vacuum Processinghwang2Belum ada peringkat
- Motor Quality Guide Your Questions AnsweredDokumen12 halamanMotor Quality Guide Your Questions AnsweredRyan Jay100% (1)
- A Review of Structural and Thermal Analysis of Traction MotorsDokumen11 halamanA Review of Structural and Thermal Analysis of Traction MotorsGari PastranaBelum ada peringkat
- BLDC Motor Catalogue 15-01-2015Dokumen6 halamanBLDC Motor Catalogue 15-01-2015nitin9860Belum ada peringkat
- Assignment Synchronous Generator and Induction MotorDokumen20 halamanAssignment Synchronous Generator and Induction MotorSyahril Abdullah100% (1)
- Sinkron Motor - AtmiDokumen87 halamanSinkron Motor - AtmiHaryo Probo100% (1)
- #135 TM#4 Flashover Root Cause AnalysisDokumen12 halaman#135 TM#4 Flashover Root Cause AnalysisfiplossBelum ada peringkat
- DCMotors DesignGuideDokumen12 halamanDCMotors DesignGuidenaruto256Belum ada peringkat
- 5-Comparision Festo - Electrical Vs PneumaticDokumen67 halaman5-Comparision Festo - Electrical Vs PneumaticDonneil Frederiche Ong YabutBelum ada peringkat
- Motor Selection WhitepaperDokumen18 halamanMotor Selection WhitepaperAlok ShuklaBelum ada peringkat
- ABB - General Purpose Motors Cast Iron - GB 092003Dokumen49 halamanABB - General Purpose Motors Cast Iron - GB 092003ivanjaviergutierrezoBelum ada peringkat
- Design of Synchronous MachinesDokumen17 halamanDesign of Synchronous MachinesNiteshNarukaBelum ada peringkat
- Proportional Valve Group: Technical InformationDokumen76 halamanProportional Valve Group: Technical Informationsinou.25Belum ada peringkat
- Variable Speed Drive - IntroductionDokumen6 halamanVariable Speed Drive - Introductionawhk2006Belum ada peringkat
- VVVF DrivesDokumen16 halamanVVVF DrivesIsradani MjBelum ada peringkat
- Trans Flux MotorDokumen46 halamanTrans Flux MotorkoppulabroBelum ada peringkat
- Brushed DC Motor FundamentalsDokumen10 halamanBrushed DC Motor Fundamentalsgeorgescribd1103Belum ada peringkat
- H T Drives PDFDokumen58 halamanH T Drives PDFDipikaBelum ada peringkat
- Lipo PDFDokumen11 halamanLipo PDFjalilemadiBelum ada peringkat
- DC Motor PrimerDokumen26 halamanDC Motor PrimerastroltravlerBelum ada peringkat
- Lab 3 Squirrel Cage Induction Machine-1Dokumen8 halamanLab 3 Squirrel Cage Induction Machine-1max100% (1)
- POWRGARD Electrical Products Catalog 2012Dokumen220 halamanPOWRGARD Electrical Products Catalog 2012momir8657Belum ada peringkat
- Understanding Shaft Voltage and Grounding Currents of Turbine GeneratorsDokumen12 halamanUnderstanding Shaft Voltage and Grounding Currents of Turbine GeneratorsArni 2020Belum ada peringkat
- 45 24985 EE328 2016 1 2 1 Lecture7Dokumen11 halaman45 24985 EE328 2016 1 2 1 Lecture7Shimaa ashrafBelum ada peringkat
- Johnson Electronic MotorDokumen231 halamanJohnson Electronic MotorvalypredicaBelum ada peringkat
- No Load and Block Rotor Test: Premier Trading CorporationDokumen11 halamanNo Load and Block Rotor Test: Premier Trading CorporationKsr Akhil100% (1)
- 5 Carbon Brush Technical Guide Mersen - 07Dokumen40 halaman5 Carbon Brush Technical Guide Mersen - 07Dhanraj PatilBelum ada peringkat
- Unit 3 SRMDokumen66 halamanUnit 3 SRMDr SriBelum ada peringkat
- 514 3 Brushes For Electrical Machines enDokumen39 halaman514 3 Brushes For Electrical Machines enRamesh BabuBelum ada peringkat
- The Knee Point Here Gives The Rated SpeedDokumen2 halamanThe Knee Point Here Gives The Rated SpeedtankimsinBelum ada peringkat
- Adapt EatonDokumen184 halamanAdapt EatonMundial MangueirasBelum ada peringkat
- Induction MachineDokumen27 halamanInduction MachineJuan Adrián Pérez OrozcoBelum ada peringkat
- Considerations in Greasing Electric Motor Anti Friction BearingsDokumen5 halamanConsiderations in Greasing Electric Motor Anti Friction BearingsSam ChengBelum ada peringkat
- Components for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesDari EverandComponents for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesBelum ada peringkat
- Vehicle Gearbox Noise and Vibration: Measurement, Signal Analysis, Signal Processing and Noise Reduction MeasuresDari EverandVehicle Gearbox Noise and Vibration: Measurement, Signal Analysis, Signal Processing and Noise Reduction MeasuresBelum ada peringkat
- Unified Power Flow Controller Technology and ApplicationDari EverandUnified Power Flow Controller Technology and ApplicationPenilaian: 4 dari 5 bintang4/5 (5)
- Application of Geosynthetics in Pavement DesignDokumen7 halamanApplication of Geosynthetics in Pavement DesignAnonymous kw8Yrp0R5rBelum ada peringkat
- Small Scale IndustriesDokumen6 halamanSmall Scale IndustriesMangesh KadamBelum ada peringkat
- Quantum Data-Fitting: PACS Numbers: 03.67.-A, 03.67.ac, 42.50.DvDokumen6 halamanQuantum Data-Fitting: PACS Numbers: 03.67.-A, 03.67.ac, 42.50.Dvohenri100Belum ada peringkat
- Ism Practical File NothingDokumen84 halamanIsm Practical File NothingADITYA GUPTABelum ada peringkat
- The Impact of Teaching PracticeDokumen14 halamanThe Impact of Teaching PracticemubarakBelum ada peringkat
- R820T Datasheet-Non R-20111130 UnlockedDokumen26 halamanR820T Datasheet-Non R-20111130 UnlockedKonstantinos GoniadisBelum ada peringkat
- Description Features: Maximizing IC PerformanceDokumen1 halamanDescription Features: Maximizing IC Performanceledaurora123Belum ada peringkat
- Case Study-BPPVDokumen97 halamanCase Study-BPPVArbie Jacinto83% (6)
- LeaP Math G7 Week 8 Q3Dokumen10 halamanLeaP Math G7 Week 8 Q3Reymart PalaganasBelum ada peringkat
- Sacramento County Compensation Survey Board of SupervisorsDokumen13 halamanSacramento County Compensation Survey Board of SupervisorsCBS13Belum ada peringkat
- Performance Management Systems and Strategies by Dipak Kumar BhattacharyyaDokumen385 halamanPerformance Management Systems and Strategies by Dipak Kumar Bhattacharyyasayal96amrit100% (3)
- Republic V Mangotara DigestDokumen3 halamanRepublic V Mangotara DigestMickey Ortega100% (1)
- MT6580 Android Scatter FRPDokumen7 halamanMT6580 Android Scatter FRPTudor Circo100% (1)
- Modal Verbs EjercicioDokumen2 halamanModal Verbs EjercicioAngel sosaBelum ada peringkat
- Etm API 600 Trim MaterialDokumen1 halamanEtm API 600 Trim Materialmayukhguhanita2010Belum ada peringkat
- Mitsubishi IC Pneumatic Forklift PDFDokumen5 halamanMitsubishi IC Pneumatic Forklift PDFfdpc1987Belum ada peringkat
- Engineering Data: Wireway SelectionDokumen3 halamanEngineering Data: Wireway SelectionFidel Castrzzo BaeBelum ada peringkat
- Essentials of Repertorization Tiwari Link PageDokumen11 halamanEssentials of Repertorization Tiwari Link PageBibin TSBelum ada peringkat
- A-Health Advance - Application Form With InstructionsDokumen14 halamanA-Health Advance - Application Form With InstructionsExsan OthmanBelum ada peringkat
- Amended August 8 2016Dokumen31 halamanAmended August 8 2016lux186Belum ada peringkat
- International Standard: Iso/Iec 7816-2Dokumen16 halamanInternational Standard: Iso/Iec 7816-2Anwar MohamedBelum ada peringkat
- WCDMA19 Prfile Descriptions W19P8 08A APPRDokumen254 halamanWCDMA19 Prfile Descriptions W19P8 08A APPRoaguilar83Belum ada peringkat
- Odt Article - Djo - Virtual Population Analysis Improves Orthopedic Implant Design 1 PDFDokumen3 halamanOdt Article - Djo - Virtual Population Analysis Improves Orthopedic Implant Design 1 PDFDragana RajicBelum ada peringkat
- Business ProblemsDokumen5 halamanBusiness ProblemsMaureen GarridoBelum ada peringkat
- Energy Management Assignment #01: Submitted BY Shaheer Ahmed Khan (MS2019198019)Dokumen15 halamanEnergy Management Assignment #01: Submitted BY Shaheer Ahmed Khan (MS2019198019)shaheer khanBelum ada peringkat
- Thermo Scientific 49iq: Ozone Analyzer-UV PhotometricDokumen2 halamanThermo Scientific 49iq: Ozone Analyzer-UV PhotometricAnish KarthikeyanBelum ada peringkat
- Board Resolution On Assigning Signatories in The Voucher ProgramDokumen2 halamanBoard Resolution On Assigning Signatories in The Voucher ProgramavinmanzanoBelum ada peringkat
- EVC AC Charger CatalogDokumen2 halamanEVC AC Charger CatalogRaison AutomationBelum ada peringkat
- New Generation of Reinforcement For Transportation Infrastructure - tcm45-590833Dokumen5 halamanNew Generation of Reinforcement For Transportation Infrastructure - tcm45-590833RevaBelum ada peringkat
- GFN Cired PaperDokumen8 halamanGFN Cired PaperSukant BhattacharyaBelum ada peringkat