Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Appendix A - Table of Time Zone CodesDokumen4 halamanAppendix A - Table of Time Zone CodesSergio SemmBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Si F09 AddDokumen3 halamanSi F09 AddJitendra Laxmikant WaniBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- RFQ Fitting R0Dokumen2 halamanRFQ Fitting R0Mohamed MosaedBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- View Boarding CardDokumen2 halamanView Boarding CardMohamed MosaedBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- ASHRAE 62.1 Ventilation For Acceptable Indoor Air QualitDokumen113 halamanASHRAE 62.1 Ventilation For Acceptable Indoor Air QualitMohamed MosaedBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- RFM-Safty Materials-Al Hazm MallDokumen1 halamanRFM-Safty Materials-Al Hazm MallMohamed MosaedBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
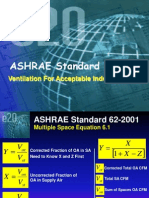
- Ashra Std62 Hap42 Basic JMCDokumen7 halamanAshra Std62 Hap42 Basic JMCmanupatel123Belum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- ASHRAE 62.2 Ventilation and Acceptable Indoor Air QualitDokumen27 halamanASHRAE 62.2 Ventilation and Acceptable Indoor Air Qualitmanupatel12375% (4)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- ASHRAE License DocumentDokumen37 halamanASHRAE License DocumentmansidevBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Carrier Indoor and Weathertight Outdoor Air-HandlersDokumen118 halamanCarrier Indoor and Weathertight Outdoor Air-HandlersFrancisco ArteagaBelum ada peringkat
- RFQ - Water Supply R0Dokumen2 halamanRFQ - Water Supply R0Mohamed MosaedBelum ada peringkat
- RFQ Drainage R0Dokumen3 halamanRFQ Drainage R0Mohamed MosaedBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- HVAC Handbook New Edition Part 4 Refrigerant Brines OilsDokumen71 halamanHVAC Handbook New Edition Part 4 Refrigerant Brines OilsShakir Ahmed Kalkundri100% (3)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- AHU Static Pressure CalcDokumen56 halamanAHU Static Pressure CalcMohamed MosaedBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Carrier - Handbook of Air Conditioning System Design (Part 1)Dokumen162 halamanCarrier - Handbook of Air Conditioning System Design (Part 1)Jonathan Castro96% (93)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- HVAC Handbook New Edition Part 2 Air DistributerDokumen99 halamanHVAC Handbook New Edition Part 2 Air DistributerKYAW SAN OOBelum ada peringkat
- RFQ-MR-Electrical Material Request R0Dokumen2 halamanRFQ-MR-Electrical Material Request R0Mohamed MosaedBelum ada peringkat
- Piping DesignDokumen122 halamanPiping Designfacebookshop100% (9)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- RFQ-MR-Electrical Material Request R0Dokumen2 halamanRFQ-MR-Electrical Material Request R0Mohamed MosaedBelum ada peringkat
- SmokeDetectorD4120 SubmittalDokumen8 halamanSmokeDetectorD4120 SubmittalMohamed MosaedBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- AL HAZMA MALL FCU REVISED-wiring PDFDokumen1 halamanAL HAZMA MALL FCU REVISED-wiring PDFMohamed MosaedBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- AHU DrainDokumen1 halamanAHU DrainFoe AungBelum ada peringkat
- Lecture 13 - Heat Transfer Applied Computational Fluid DynamicsDokumen35 halamanLecture 13 - Heat Transfer Applied Computational Fluid DynamicsMihaela NastaseBelum ada peringkat
- Patterson PumpDokumen20 halamanPatterson PumpMohamed MosaedBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- DPMDokumen33 halamanDPMmaninder singh sekhonBelum ada peringkat
- 10 RansDokumen47 halaman10 RansEmad PouryazdanpanahBelum ada peringkat
- AL HAZMA MALL FCU REVISED-wiring PDFDokumen1 halamanAL HAZMA MALL FCU REVISED-wiring PDFMohamed MosaedBelum ada peringkat
- Multiphase FlowsDokumen46 halamanMultiphase FlowsAwadh Kapoor100% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- 12 LesDokumen43 halaman12 LesDeepak K NambiarBelum ada peringkat
- Lecture 11 - Boundary LayersDokumen39 halamanLecture 11 - Boundary Layerssaeed_azshBelum ada peringkat
- Properties of SteamDokumen24 halamanProperties of SteamBikramMuduliBelum ada peringkat
- IBCI BOE Coamcing Mcqs Power PlantsDokumen27 halamanIBCI BOE Coamcing Mcqs Power Plantsramkrishna77% (39)
- 2 & 16 MarksDokumen23 halaman2 & 16 Markstamilselvan nBelum ada peringkat
- How To Validate An Autoclave: Steam Quality TestingDokumen4 halamanHow To Validate An Autoclave: Steam Quality TestingGunawanBelum ada peringkat
- HW2Dokumen2 halamanHW2mehmet candanBelum ada peringkat
- Calculate compressible flow pressure dropDokumen34 halamanCalculate compressible flow pressure dropSiLan SubramaniamBelum ada peringkat
- PIPE Ch1Dokumen335 halamanPIPE Ch1Rex Sotelo BaltazarBelum ada peringkat
- Heat Capcity U and H Steam Table.Dokumen4 halamanHeat Capcity U and H Steam Table.Marthy DayagBelum ada peringkat
- Borgnakke's Fundamentals of Thermodynamics: Global EditionDokumen67 halamanBorgnakke's Fundamentals of Thermodynamics: Global Edition정윤서Belum ada peringkat
- FLOWIRL 8400 BrochureDokumen12 halamanFLOWIRL 8400 BrochureRavi RBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- 2Dokumen10 halaman2Ariel Carlos De LeonBelum ada peringkat
- Mechanical Engineering Steam Boilers MCQsDokumen46 halamanMechanical Engineering Steam Boilers MCQsl8o8r8d8s8i8v8Belum ada peringkat
- A Matlab Toolbox For Thermodynamic Property Evaluation PDFDokumen12 halamanA Matlab Toolbox For Thermodynamic Property Evaluation PDFวรศิษฐ์ อ๋องBelum ada peringkat
- Preface: Plant, S.G.P, Nitric Acid Plant. It Also Contains An Overview of The NFL. The InformationDokumen20 halamanPreface: Plant, S.G.P, Nitric Acid Plant. It Also Contains An Overview of The NFL. The InformationBhavesh BansalBelum ada peringkat
- Steam Power PlantDokumen33 halamanSteam Power Plantajeet kumarBelum ada peringkat
- Gilflo ILVA Flowmeters For Steam Liquids and Gases-SB-P337-07-EnDokumen8 halamanGilflo ILVA Flowmeters For Steam Liquids and Gases-SB-P337-07-EnHazopsilBelum ada peringkat
- Pietro-Fiorentini Sizing Pressure Regulators & Control Valves PDFDokumen16 halamanPietro-Fiorentini Sizing Pressure Regulators & Control Valves PDFRichard YentumiBelum ada peringkat
- ThermodynamicsDokumen26 halamanThermodynamicsManikanta Reddy100% (1)
- Mist/Steam Cooling Enhancement for TurbinesDokumen15 halamanMist/Steam Cooling Enhancement for TurbinesRAVI KUMARBelum ada peringkat
- CoppusRLA ManualDokumen228 halamanCoppusRLA ManualJob Fernando Alfaro Castro100% (1)
- Internship ReportDokumen22 halamanInternship ReportMuhammad AsadullahBelum ada peringkat
- ENGR 2213 Thermodynamics: F. C. Lai School of Aerospace and Mechanical Engineering University of OklahomaDokumen20 halamanENGR 2213 Thermodynamics: F. C. Lai School of Aerospace and Mechanical Engineering University of OklahomaSebastián SantarrosaBelum ada peringkat
- Mass and energy balances of food processing problemsDokumen24 halamanMass and energy balances of food processing problemsAngel Joy AspillaBelum ada peringkat
- CVH 99Dokumen294 halamanCVH 99Halil AKSUBelum ada peringkat
- A Review Drying Technology Trends and Applications in Postharvest ProcessingDokumen10 halamanA Review Drying Technology Trends and Applications in Postharvest ProcessingFadli Ryan ArikundoBelum ada peringkat
- BS en 1216-1999+a1-2006Dokumen26 halamanBS en 1216-1999+a1-2006shant_mBelum ada peringkat
- DesuperHeating PDFDokumen8 halamanDesuperHeating PDFJason LeeBelum ada peringkat
- Valve Sizing - CorsbyDokumen10 halamanValve Sizing - Corsbynarayanan_anoobBelum ada peringkat
- Full Ahead... ... For: LowerDokumen20 halamanFull Ahead... ... For: LowerQuarkantBelum ada peringkat
- Effectiveness of Sootblowers in Boilers Thermal Power StationDokumen7 halamanEffectiveness of Sootblowers in Boilers Thermal Power Stationdillipsh123Belum ada peringkat