Anda mungkin juga menyukai
- Especificaciones Tecnicas Ubs CristalDokumen69 halamanEspecificaciones Tecnicas Ubs CristalKaroline CruzBelum ada peringkat
- Grupo 4Dokumen46 halamanGrupo 4luis fernandoBelum ada peringkat
- Gedisa Puesta A TierraDokumen34 halamanGedisa Puesta A TierraLeonel Antonio López YaguaBelum ada peringkat
- Proceso SmawDokumen16 halamanProceso SmawluisBelum ada peringkat
- MANUAL Mantenimiento Conjunto Residencial Los Manglares Trayecto IV PNF Ing Construccion CivilDokumen92 halamanMANUAL Mantenimiento Conjunto Residencial Los Manglares Trayecto IV PNF Ing Construccion Civilana oviedoBelum ada peringkat
- Catálogo Spirax Sarco 2005Dokumen351 halamanCatálogo Spirax Sarco 2005raquel estrada torres100% (2)
- Efrain Carrasquero - 25 052 808Dokumen10 halamanEfrain Carrasquero - 25 052 808Maria Laura GonzalezBelum ada peringkat
- CTM-Ejemplo ExamenDokumen7 halamanCTM-Ejemplo ExamenterterBelum ada peringkat
- Automatizada 8 ManufacturaDokumen5 halamanAutomatizada 8 Manufacturaabraham lopez friasBelum ada peringkat
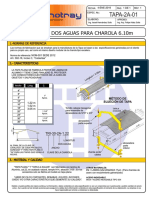
- Tapa A 2a Perfil IDokumen1 halamanTapa A 2a Perfil IDianaHerreraBelum ada peringkat
- CIM - Efectos AmbientalesDokumen11 halamanCIM - Efectos AmbientalesAaron AcevedoBelum ada peringkat
- Retroexcavadora PDFDokumen75 halamanRetroexcavadora PDFYan Yandira100% (1)
- Resumen NTC para Diseño y Construcción de Mampostería RCDFDokumen5 halamanResumen NTC para Diseño y Construcción de Mampostería RCDFIsabel USBelum ada peringkat
- Proyecto PCRDokumen10 halamanProyecto PCRSebastián MedinaBelum ada peringkat
- Universidad de Guayaquil Facultad de Ciencias Matemáticas y Físicas Escuela de Ingeniería CivilDokumen99 halamanUniversidad de Guayaquil Facultad de Ciencias Matemáticas y Físicas Escuela de Ingeniería CivilMargarito GuzmánBelum ada peringkat
- Tema 4Dokumen12 halamanTema 4Luis TorihuanoBelum ada peringkat
- E1 T - IngenieriaDokumen16 halamanE1 T - IngenieriaFernanda Santana VergaraBelum ada peringkat
- Losa Colab y NervadaDokumen16 halamanLosa Colab y NervadatatianamilagrosrojasBelum ada peringkat
- Sistema de Barrenaciom LargaDokumen16 halamanSistema de Barrenaciom LargaLiliana Lili100% (4)
- Ensayos PatológicosDokumen34 halamanEnsayos PatológicosDaniel HernandezBelum ada peringkat
- Capacitación Concretos HidráulicosDokumen10 halamanCapacitación Concretos Hidráulicosdama1985Belum ada peringkat
- Penguard HB PDFDokumen5 halamanPenguard HB PDFHector MacavilcaBelum ada peringkat
- Recuperación Tecnología 1ESODokumen28 halamanRecuperación Tecnología 1ESOeduprofeBelum ada peringkat
- Soldadura (Apuntes de Clase) PDFDokumen37 halamanSoldadura (Apuntes de Clase) PDFAngel Sologuren Cossio100% (2)
- 2 EettDokumen24 halaman2 Eettcarlos cabezasBelum ada peringkat
- Calculos TolvaDokumen19 halamanCalculos TolvaJorge Villanueva100% (1)
- Apuntes Tuberias AceroDokumen59 halamanApuntes Tuberias AceroingelerrrBelum ada peringkat
- Tabla Resistencia de PernosDokumen5 halamanTabla Resistencia de Pernosjorihuela12Belum ada peringkat
- Ee - Tt. Herraminetas ManualesDokumen15 halamanEe - Tt. Herraminetas ManualesrafoBelum ada peringkat
- Trabajo N 02Dokumen20 halamanTrabajo N 02Cristhian Mucha FabianBelum ada peringkat