Anda mungkin juga menyukai
- Engineeringpractice-January2020 Compressed PDFDokumen40 halamanEngineeringpractice-January2020 Compressed PDFPatricia.PBelum ada peringkat
- Leistritz Extrusionstechnik GMBH PDFDokumen28 halamanLeistritz Extrusionstechnik GMBH PDFchinmoyd1100% (1)
- The Effect of Particle Size Distributions On The Microstructural Evolution During SinteringDokumen12 halamanThe Effect of Particle Size Distributions On The Microstructural Evolution During SinteringGusti EricsandraBelum ada peringkat
- Diverter ValveDokumen2 halamanDiverter ValveAdhi NugrohoBelum ada peringkat
- DSE Presentation (4 Apr 2012)Dokumen20 halamanDSE Presentation (4 Apr 2012)skimmer05Belum ada peringkat
- Zytel-All in One Extrusion ProcessesDokumen10 halamanZytel-All in One Extrusion ProcessesYiğit IlgazBelum ada peringkat
- Extruder Times 9Dokumen16 halamanExtruder Times 9skimmer05Belum ada peringkat
- Century Extrusion ShaftDokumen2 halamanCentury Extrusion ShaftNenad DeusicBelum ada peringkat
- Plate Hydraulic Design ExampleDokumen53 halamanPlate Hydraulic Design ExampleChristopher RileyBelum ada peringkat
- 01Dokumen53 halaman01Kaliya PerumalBelum ada peringkat
- En 1.0.0 BT Aerolock Rotary ValveDokumen46 halamanEn 1.0.0 BT Aerolock Rotary ValveJose Marino Perez LazoBelum ada peringkat
- High-Pressure Polymer PumpDokumen5 halamanHigh-Pressure Polymer Pumpy.s.6saputroBelum ada peringkat
- Mantenimiento SruDokumen22 halamanMantenimiento SruDaineris HernandezBelum ada peringkat
- Hook-Up Drawing of Pressure Transmitter: HPCL-Mittal Energy LTDDokumen2 halamanHook-Up Drawing of Pressure Transmitter: HPCL-Mittal Energy LTDKhushboo PandeyBelum ada peringkat
- Gaumer Process - Heat Control SystemDokumen8 halamanGaumer Process - Heat Control Systemharry_chemBelum ada peringkat
- Processing Guides Partially Oriented Yarn PDFDokumen7 halamanProcessing Guides Partially Oriented Yarn PDFviren199008Belum ada peringkat
- Dynamic Reaction Inside Co-Rotating Twin Screw Extruder. II. Waste Ground Rubber Tire Powder - Polypropylene BlendsDokumen11 halamanDynamic Reaction Inside Co-Rotating Twin Screw Extruder. II. Waste Ground Rubber Tire Powder - Polypropylene Blendspickpocket27Belum ada peringkat
- Measuring Thermal Crystallinity in PET: Spe Antec Indianapolis 2016Dokumen5 halamanMeasuring Thermal Crystallinity in PET: Spe Antec Indianapolis 2016Silviani SilvyBelum ada peringkat
- Wet Gas MeterDokumen4 halamanWet Gas MeterFareez JamaliBelum ada peringkat
- Pompa Lewa D1-450en Ecodos 04 11 Screen 09Dokumen12 halamanPompa Lewa D1-450en Ecodos 04 11 Screen 0919poeBelum ada peringkat
- mô tả chungDokumen34 halamanmô tả chungTuấn Anh NguyễnBelum ada peringkat
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesDari EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesBelum ada peringkat
- Extruder SDokumen28 halamanExtruder SKamran AliBelum ada peringkat
- Brosjyre ChemineerDokumen14 halamanBrosjyre ChemineerRaul DiazBelum ada peringkat
- Processing Technology: Processing of Polymer Melts Made in GermanyDokumen24 halamanProcessing Technology: Processing of Polymer Melts Made in GermanyRobel MTBelum ada peringkat
- Pelletizing Systems: Gala PelletizersDokumen12 halamanPelletizing Systems: Gala PelletizersjjpenetoBelum ada peringkat
- Recostar DynamicDokumen2 halamanRecostar DynamicVijaya SimhaBelum ada peringkat
- Leistritz Compounding ENGDokumen9 halamanLeistritz Compounding ENGGustavoBelum ada peringkat
- Install, Service and Maintain Side-Entry AgitatorsDokumen22 halamanInstall, Service and Maintain Side-Entry AgitatorsPetros IosifidisBelum ada peringkat
- Kenics Static Mixer TechnologyDokumen12 halamanKenics Static Mixer Technologyfoad arabyBelum ada peringkat
- Statistics for Process Control Engineers: A Practical ApproachDari EverandStatistics for Process Control Engineers: A Practical ApproachBelum ada peringkat
- 6.6.2 Poly (Ethylene Tere Phthalate)Dokumen13 halaman6.6.2 Poly (Ethylene Tere Phthalate)Taufik Abdillah NatsirBelum ada peringkat
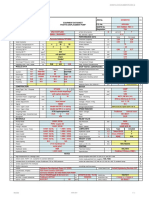
- Inspection Report - Pumps (Bharti Airtel)Dokumen1 halamanInspection Report - Pumps (Bharti Airtel)Ranjit SinghBelum ada peringkat
- Teikoku Rotary Guardian: Principle of OperationDokumen2 halamanTeikoku Rotary Guardian: Principle of OperationMón Quà Vô GiáBelum ada peringkat
- Reactive Distillation Design and ControlDari EverandReactive Distillation Design and ControlPenilaian: 1 dari 5 bintang1/5 (1)
- Black Liquor Properties EquationsDokumen6 halamanBlack Liquor Properties EquationsavgpaulBelum ada peringkat
- Pelletizing Process PDFDokumen8 halamanPelletizing Process PDFAbdulhakeemSolimanBelum ada peringkat
- 3.2 Atex GLRD enDokumen19 halaman3.2 Atex GLRD enatenciaj100% (1)
- Polyethylene Terephthalate (Pet) : HistoryDokumen3 halamanPolyethylene Terephthalate (Pet) : HistoryMaleha SalimBelum ada peringkat
- Characterization of METHOCEL Cellulose Ethers by Aqueous SEC With Multiple DetectorsDokumen11 halamanCharacterization of METHOCEL Cellulose Ethers by Aqueous SEC With Multiple DetectorsCastoriadisBelum ada peringkat
- Active magnetic bearing design and characterization for high temperature applicationsDokumen147 halamanActive magnetic bearing design and characterization for high temperature applicationsVijayTijareBelum ada peringkat
- CSP FlexDokumen4 halamanCSP FlexBhoomaiah Sunkenapalli100% (1)
- Intrinsic Viscosity As Quality Control Parameter of PET: Relevant For: Polymers, Plastics, ISO 1628, PETDokumen3 halamanIntrinsic Viscosity As Quality Control Parameter of PET: Relevant For: Polymers, Plastics, ISO 1628, PETParesh Hadkar100% (1)
- Solidification and CrystallizationDari EverandSolidification and CrystallizationDieter M. HerlachBelum ada peringkat
- PDF Catalogue Basket Duplex Simplex Type StrainersDokumen8 halamanPDF Catalogue Basket Duplex Simplex Type StrainersNovancyBelum ada peringkat
- POY Spinning of Polyester - New Technologies To Improve ProductivityDokumen8 halamanPOY Spinning of Polyester - New Technologies To Improve ProductivitySteve Jenkins100% (1)
- Thesis M. DaftaribesheliDokumen170 halamanThesis M. Daftaribesheliindramani100% (1)
- Omega H ClassDokumen8 halamanOmega H Classskimmer05Belum ada peringkat
- Ejector BasicsDokumen29 halamanEjector BasicsAnonymous pSozzNFcBelum ada peringkat
- Friction and Wear of Ptfe Comp at Cry TempDokumen10 halamanFriction and Wear of Ptfe Comp at Cry Tempa100acomBelum ada peringkat
- E 106Dokumen1 halamanE 106Bith SMGBelum ada peringkat
- PUU-0.4110 Dissolving Pulp Antton Florian Jimi Ver3Dokumen17 halamanPUU-0.4110 Dissolving Pulp Antton Florian Jimi Ver3Huy NguyenBelum ada peringkat
- Funke Quality Heat Exchangers - SmallDokumen77 halamanFunke Quality Heat Exchangers - Smallrini mokoagowBelum ada peringkat
- Uddeholm Pocket Book E2Dokumen76 halamanUddeholm Pocket Book E2sunilBelum ada peringkat
- A Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesDokumen5 halamanA Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesPrashantha NandavarBelum ada peringkat
- 32 25 Coefficient Friction TesterDokumen1 halaman32 25 Coefficient Friction TestercalocalareBelum ada peringkat
- RATHDokumen12 halamanRATHYoo KyungsikBelum ada peringkat
- EF1aV008 AS DatasheetDokumen1 halamanEF1aV008 AS DatasheetAnuj VermaBelum ada peringkat
- Melt Blown TechnologyDokumen15 halamanMelt Blown TechnologyKalyan Ray Gupta100% (2)
- BMW Rules, 2016 PDFDokumen37 halamanBMW Rules, 2016 PDFenvsandyBelum ada peringkat
- Configuration of Screw Elements in Twin-Screw ExtrudersDokumen4 halamanConfiguration of Screw Elements in Twin-Screw Extrudersskimmer05Belum ada peringkat
- Extruder Times 2Dokumen4 halamanExtruder Times 2skimmer05Belum ada peringkat
- Fractional element geometry optimizes twin-screw extruder performanceDokumen4 halamanFractional element geometry optimizes twin-screw extruder performanceskimmer05Belum ada peringkat
- Enhancing Melting and Mixing in Twin-Screw ExtrudersDokumen12 halamanEnhancing Melting and Mixing in Twin-Screw Extrudersskimmer05Belum ada peringkat
- 3 PDFDokumen1 halaman3 PDFskimmer05Belum ada peringkat
- Extruder Times 9Dokumen16 halamanExtruder Times 9skimmer05Belum ada peringkat
- SCS Steer Consultancy Services: A Special Initiative ofDokumen12 halamanSCS Steer Consultancy Services: A Special Initiative ofskimmer05Belum ada peringkat
- Extruder Times 7Dokumen12 halamanExtruder Times 7skimmer05Belum ada peringkat
- Enhancing Melting and Mixing in Twin-Screw ExtrudersDokumen12 halamanEnhancing Melting and Mixing in Twin-Screw Extrudersskimmer05Belum ada peringkat
- Extruder Times 3Dokumen4 halamanExtruder Times 3skimmer05Belum ada peringkat
- Configuration of Screw Elements in Twin-Screw ExtrudersDokumen4 halamanConfiguration of Screw Elements in Twin-Screw Extrudersskimmer05Belum ada peringkat
- Intake Zone Elements: Free Volume, High Conveying Efficiency and Ability To Break Up and CompactDokumen1 halamanIntake Zone Elements: Free Volume, High Conveying Efficiency and Ability To Break Up and Compactskimmer05Belum ada peringkat
- STEER's Quality Management Systems EncompassDokumen1 halamanSTEER's Quality Management Systems Encompassskimmer05Belum ada peringkat
- 3 PDFDokumen1 halaman3 PDFskimmer05Belum ada peringkat
- STEER EPZ - The Preferred Choice of Over 5500 Operating Extruders WorldwideDokumen1 halamanSTEER EPZ - The Preferred Choice of Over 5500 Operating Extruders Worldwideskimmer05Belum ada peringkat
- Venting Zone Elements: Enhanced Moisture and Air RemovalDokumen1 halamanVenting Zone Elements: Enhanced Moisture and Air Removalskimmer05Belum ada peringkat
- Co-rotating extruder melting with kneading blocksDokumen1 halamanCo-rotating extruder melting with kneading blocksskimmer05Belum ada peringkat
- Mixing Zone Elements: Increasing The Uniformity of CompositionDokumen1 halamanMixing Zone Elements: Increasing The Uniformity of Compositionskimmer05Belum ada peringkat
- Vacuum Zone Elements: Removal of GasesDokumen1 halamanVacuum Zone Elements: Removal of Gasesskimmer05Belum ada peringkat
- Effect Pigment BrochureDokumen16 halamanEffect Pigment Brochureskimmer05Belum ada peringkat
- m207 Polymer Demand Middle East - Consulting FlyerDokumen4 halamanm207 Polymer Demand Middle East - Consulting Flyerskimmer05Belum ada peringkat
- Steer BarrelDokumen8 halamanSteer Barrelskimmer05Belum ada peringkat
- TH About Economic Outlook 2h 2019 PDFDokumen60 halamanTH About Economic Outlook 2h 2019 PDFskimmer05Belum ada peringkat
- Master BatchDokumen12 halamanMaster Batchskimmer05100% (1)
- Brochure Masterbatches Compounds PDFDokumen14 halamanBrochure Masterbatches Compounds PDFskimmer05Belum ada peringkat
- Engineering PlasticsDokumen12 halamanEngineering Plasticsskimmer05Belum ada peringkat
- Effect Pigment BrochureDokumen16 halamanEffect Pigment Brochureskimmer05Belum ada peringkat
- L F T LFT: Ong Iber Hermoplastics in PumpsDokumen10 halamanL F T LFT: Ong Iber Hermoplastics in Pumpsskimmer05Belum ada peringkat
- Effect Pigment BrochureDokumen16 halamanEffect Pigment Brochureskimmer05Belum ada peringkat
- MCB and ELCB PDFDokumen35 halamanMCB and ELCB PDFChris AntoniouBelum ada peringkat
- OptQuest User ManualDokumen190 halamanOptQuest User ManualYamal E Askoul TBelum ada peringkat
- Connector Python En.a4Dokumen98 halamanConnector Python En.a4victor carreiraBelum ada peringkat
- Chemical Equilibrium ExplainedDokumen42 halamanChemical Equilibrium ExplainedDedi WahyudinBelum ada peringkat
- GSM Modem XM1510S-B00-103 ManualDokumen19 halamanGSM Modem XM1510S-B00-103 ManualPaul MaposaBelum ada peringkat
- DebugDokumen14 halamanDebugMigui94Belum ada peringkat
- Calentador Catalitico de TuberíasDokumen2 halamanCalentador Catalitico de TuberíasDavid RomeroBelum ada peringkat
- Hopper Volume CalculationDokumen1 halamanHopper Volume CalculationWael AboudBelum ada peringkat
- Westminster Academy, Islamabad: Physics (0625) Topic Test:Sound WavesDokumen5 halamanWestminster Academy, Islamabad: Physics (0625) Topic Test:Sound Wavessaimee77Belum ada peringkat
- Renormalization Group: Applications in Statistical PhysicsDokumen37 halamanRenormalization Group: Applications in Statistical PhysicsJaime Feliciano HernándezBelum ada peringkat
- Binder Modul WMS 10Dokumen52 halamanBinder Modul WMS 10sandhiakhmadBelum ada peringkat
- TP 03: Technique D'optimisation PSODokumen3 halamanTP 03: Technique D'optimisation PSOCEM Yelle N centreBelum ada peringkat
- Matrix Inversion Note in Mathematics MagazineDokumen2 halamanMatrix Inversion Note in Mathematics Magazinejuan carlos molano toroBelum ada peringkat
- Effect of Temperature on Chemical ReactionDokumen8 halamanEffect of Temperature on Chemical ReactionnajihahBelum ada peringkat
- 11.numerical DifferentiationDokumen20 halaman11.numerical DifferentiationAbdulselam AbdurahmanBelum ada peringkat
- Flutek Swing MotorDokumen2 halamanFlutek Swing Motorsunil0081Belum ada peringkat
- Ukur KadasterDokumen21 halamanUkur KadasterMuhammad NajmiBelum ada peringkat
- Eee f111 Electrical Sciences1Dokumen3 halamanEee f111 Electrical Sciences1aryan mittalBelum ada peringkat
- Er DiagramsDokumen20 halamanEr DiagramsMatthew BloomfieldBelum ada peringkat
- Basic C MCQ - FinalDokumen51 halamanBasic C MCQ - FinalDhivya DharshniBelum ada peringkat
- Solution to Tutorials 1-4: Shock Absorber, Crane, SDOF Vibration, Landing GearDokumen19 halamanSolution to Tutorials 1-4: Shock Absorber, Crane, SDOF Vibration, Landing GearPearlyn Tiko TeoBelum ada peringkat
- An Intelligent Algorithm For The Protection of Smart Power SystemsDokumen8 halamanAn Intelligent Algorithm For The Protection of Smart Power SystemsAhmed WestministerBelum ada peringkat
- Auditing The Usage of Therapeutic Footwear in Diabetic Foot Patients Through Amit Jain's Extended SCC' Classification For Therapeutic FootwearDokumen6 halamanAuditing The Usage of Therapeutic Footwear in Diabetic Foot Patients Through Amit Jain's Extended SCC' Classification For Therapeutic FootwearJosé MorenoBelum ada peringkat
- SamplingDokumen12 halamanSamplingΔημητρηςΣαρακυρουBelum ada peringkat
- IOP Conference Series: Materials Science and EngineeringDokumen9 halamanIOP Conference Series: Materials Science and EngineeringMahesh MBelum ada peringkat
- WCS1400 / WCS1400S: FeaturesDokumen7 halamanWCS1400 / WCS1400S: FeaturesbahrowiadiBelum ada peringkat
- Matrix Structural Analysis of BeamsDokumen28 halamanMatrix Structural Analysis of BeamsKristine May Maturan0% (1)
- Cambridge Learning Academy Physics - Sound and WavesDokumen7 halamanCambridge Learning Academy Physics - Sound and WavesRubab BajwaBelum ada peringkat
- Oracle® Fusion Middleware: Administrator's Guide For Oracle Business Intelligence Applications 11g Release 1 (11.1.1.7)Dokumen76 halamanOracle® Fusion Middleware: Administrator's Guide For Oracle Business Intelligence Applications 11g Release 1 (11.1.1.7)Nicholas JohnBelum ada peringkat
- JACOB ThirdDokumen16 halamanJACOB ThirdWendell ReyesBelum ada peringkat