Anda mungkin juga menyukai
- Refractory Lining & Repair ProcedureDokumen11 halamanRefractory Lining & Repair ProcedureNguyen Anh TuanBelum ada peringkat
- Quality Control Plan For Ducting: Project Name: TokushimaDokumen4 halamanQuality Control Plan For Ducting: Project Name: TokushimaNguyen Anh TuanBelum ada peringkat
- 12414-00-1763 - Rev.0 - PT ProcedureDokumen13 halaman12414-00-1763 - Rev.0 - PT ProcedureNguyen Anh TuanBelum ada peringkat
- 12414-00-1761 - Rev.0 - RT ProcedureDokumen39 halaman12414-00-1761 - Rev.0 - RT ProcedureNguyen Anh TuanBelum ada peringkat
- 2010v01 Inspection Is Not QaDokumen2 halaman2010v01 Inspection Is Not QaNguyen Anh TuanBelum ada peringkat
- 4-Welding Painting Repair-PDokumen8 halaman4-Welding Painting Repair-PNguyen Anh TuanBelum ada peringkat
- Corrosion Management Issue119 LowresDokumen36 halamanCorrosion Management Issue119 LowresNguyen Anh Tuan100% (1)
- 12414-00-1765 - Rev.0 - VT ProcedureDokumen12 halaman12414-00-1765 - Rev.0 - VT ProcedureNguyen Anh TuanBelum ada peringkat
- 12414-00-1762 - Rev.0 - MT ProcedureDokumen14 halaman12414-00-1762 - Rev.0 - MT ProcedureNguyen Anh TuanBelum ada peringkat
- 12414-00-1760 - Rev.0 - Ut ProcedureDokumen22 halaman12414-00-1760 - Rev.0 - Ut ProcedureNguyen Anh TuanBelum ada peringkat
- Quality Assurance CourseDokumen63 halamanQuality Assurance CourseNguyen Anh Tuan100% (1)
- Regulation of Wood Packaging Material in International Trade ISPM 15Dokumen22 halamanRegulation of Wood Packaging Material in International Trade ISPM 15erharsinghBelum ada peringkat
- Corrective Action Request (CAR) - Rev 0: Stop Here. Submit CAR To N.A.TuanDokumen1 halamanCorrective Action Request (CAR) - Rev 0: Stop Here. Submit CAR To N.A.TuanNguyen Anh TuanBelum ada peringkat
- Fb40rev1 Audit-Checkliste EN15085 ENGDokumen14 halamanFb40rev1 Audit-Checkliste EN15085 ENGNguyen Anh TuanBelum ada peringkat
- SC C06 Cag HBK PRC STDokumen26 halamanSC C06 Cag HBK PRC STNguyen Anh Tuan100% (2)
- E401 1000 Air Cooled CondensersDokumen4 halamanE401 1000 Air Cooled CondensersNguyen Anh TuanBelum ada peringkat
- 01 Outokumpu Portfolio Wallchart May 2015 PDFDokumen4 halaman01 Outokumpu Portfolio Wallchart May 2015 PDFNguyen Anh TuanBelum ada peringkat
- Global Safety Management at POSCODokumen49 halamanGlobal Safety Management at POSCONguyen Anh TuanBelum ada peringkat
- MGT Sys Track - 1 - M Boudreaux - Risk MGTDokumen33 halamanMGT Sys Track - 1 - M Boudreaux - Risk MGTVenkatesan KattappanBelum ada peringkat
- AISC Steel Construction Manual 14th EditionDokumen2 halamanAISC Steel Construction Manual 14th EditionNguyen Anh TuanBelum ada peringkat
- Paint Application Record: Condition of Surface PreperationDokumen2 halamanPaint Application Record: Condition of Surface PreperationNguyen Anh TuanBelum ada peringkat
- Stemming The TideDokumen48 halamanStemming The TideDevika Hemalatha DeviBelum ada peringkat
- AISC Steel Construction Manual 14th EditionDokumen2 halamanAISC Steel Construction Manual 14th EditionNguyen Anh TuanBelum ada peringkat
- A Training Presentation On The N7Dokumen69 halamanA Training Presentation On The N7Nguyen Anh TuanBelum ada peringkat
- Documented InformationDokumen5 halamanDocumented InformationbkssdgBelum ada peringkat
- Iso9001 2015 Process ApprDokumen7 halamanIso9001 2015 Process ApprHaitham NegmBelum ada peringkat
- AWS - CMWS-2005 - Certified Welding Supervisor Manual For Quality and Productivity ImprovementDokumen449 halamanAWS - CMWS-2005 - Certified Welding Supervisor Manual For Quality and Productivity ImprovementNguyen Anh Tuan94% (16)
- H2FC-Materials-WS Hydrogen Embrittlement of Steels JorcinDokumen40 halamanH2FC-Materials-WS Hydrogen Embrittlement of Steels JorcinNguyen Anh TuanBelum ada peringkat
- ElectricDokumen42 halamanElectricAbd ZouhierBelum ada peringkat
- Documents - Tips TCVN Iso 90042011 Iso 90042009Dokumen64 halamanDocuments - Tips TCVN Iso 90042011 Iso 90042009Nguyen Anh TuanBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5782)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Effect of Element (SR, Ti, B, and MG) Modification On Microstructure To Increase Micro-Hardness of A356 Aluminum AlloyDokumen10 halamanThe Effect of Element (SR, Ti, B, and MG) Modification On Microstructure To Increase Micro-Hardness of A356 Aluminum AlloyLilian Jefferson MalavaziBelum ada peringkat
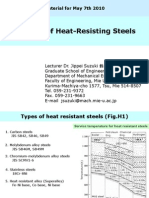
- Welding of Heat-Resisting SteelDokumen43 halamanWelding of Heat-Resisting SteelaunginternetBelum ada peringkat
- Furnace Linings Ferrous 01Dokumen12 halamanFurnace Linings Ferrous 01Jennifer Nicky Shaker100% (1)
- Brazing, Soldering, Adhesive, Bonding & Mechanical Fastening ProcessDokumen23 halamanBrazing, Soldering, Adhesive, Bonding & Mechanical Fastening ProcessAd Man GeTigBelum ada peringkat
- Case HardeningDokumen84 halamanCase HardeningMduduzi Magiva Mahlangu100% (1)
- Frontier Alloy Steels LTD: DatedDokumen8 halamanFrontier Alloy Steels LTD: DatedsushilpanwarBelum ada peringkat
- Aerospace Materials GuideDokumen6 halamanAerospace Materials Guidesnuffit11Belum ada peringkat
- CLASSIFICATION AND EFFECTS OF CORROSIONDokumen18 halamanCLASSIFICATION AND EFFECTS OF CORROSIONSalem GarrabBelum ada peringkat
- Nes 771Dokumen50 halamanNes 771jra9090Belum ada peringkat
- Swing Check Valve - Flanged Ends: Schematic DrawingDokumen1 halamanSwing Check Valve - Flanged Ends: Schematic Drawingbhima irabattiBelum ada peringkat
- Mil A 8625Dokumen20 halamanMil A 8625Jose MoralesBelum ada peringkat
- Analyses of Pig Iron 1900Dokumen230 halamanAnalyses of Pig Iron 1900OceanBelum ada peringkat
- Metallographic Preparation of Zinc Coatings: Notes ApplicationDokumen6 halamanMetallographic Preparation of Zinc Coatings: Notes ApplicationkhurshedlakhoBelum ada peringkat
- 4826Dokumen11 halaman4826kundank_32Belum ada peringkat
- Advisory Circular: Aircraft Maintenance Engineer Licence - Examination Subject 3 Aircraft MaterialsDokumen35 halamanAdvisory Circular: Aircraft Maintenance Engineer Licence - Examination Subject 3 Aircraft MaterialsKobyscusBelum ada peringkat
- Leaflet Ferroxyl Test Kit NewDokumen2 halamanLeaflet Ferroxyl Test Kit NewShailesh DeshmukhBelum ada peringkat
- Classification of AlloysDokumen9 halamanClassification of AlloysPritamBelum ada peringkat
- TPS Extended Surface Tubes 2018Dokumen32 halamanTPS Extended Surface Tubes 2018Aarti ChameBelum ada peringkat
- Transition ElementsDokumen22 halamanTransition ElementsSarosh AliBelum ada peringkat
- Aalco Metals LTD Aluminium Alloy 6082 T6 Extrusions 338Dokumen3 halamanAalco Metals LTD Aluminium Alloy 6082 T6 Extrusions 338minhyen88Belum ada peringkat
- Lab Test: Fakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaDokumen6 halamanLab Test: Fakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaHairul Effendy Ab MaulodBelum ada peringkat
- Application of Components Made by Aerospace Materials: Chapter # 3Dokumen28 halamanApplication of Components Made by Aerospace Materials: Chapter # 3Kamirul NaimBelum ada peringkat
- Spot WeldingDokumen37 halamanSpot WeldingSabhari Natarajan100% (1)
- Sandvik EbookDokumen36 halamanSandvik EbookvivianeBelum ada peringkat
- A 30Dokumen1 halamanA 30AnuranjanBelum ada peringkat
- Chapter - 01Dokumen41 halamanChapter - 01Sandarenu WickramasingheBelum ada peringkat
- Astm A313 2003Dokumen7 halamanAstm A313 2003ArefkhanBelum ada peringkat
- Fabrication ReportDokumen6 halamanFabrication ReportAliff FazzBelum ada peringkat
- 450-211 - MGDokumen1 halaman450-211 - MGbolobaneitorBelum ada peringkat
- 2015-Formation Mechanisms of White Layers Induced byDokumen10 halaman2015-Formation Mechanisms of White Layers Induced byLucas Bonino SilvaBelum ada peringkat